#pmi material inspection
Explore tagged Tumblr posts
Visit Tumblr Blog
Explore Tumblr blogs with no restrictions, modern design and the best experience.
Last Seen Tumblr Blogs





Fun Fact
Tumblr was the first site to host the blog for President Barack Obama in 2011.
Text
Reliable Positive Material Inspection in Pune | PMI Services & XRF PMI Technology
Positive Material Identification (PMI) is a crucial process in industries where the integrity and composition of materials are of utmost importance. At Integrated NDE Solutions, we specialize in providing comprehensive PMI services in Pune, ensuring that your materials meet the required specifications and standards.
What is Positive Material Identification (PMI)?
Positive Material Identification (PMI) is a non-destructive testing (NDT) technique used to verify the chemical composition of materials, particularly metals. PMI is essential in industries such as oil and gas, aerospace, manufacturing, and construction, where material mix-ups can lead to severe consequences, including safety risks and costly failures.
Our PMI Services in Pune
At Integrated NDE Solutions, we offer a range of PMI services to meet the diverse needs of our clients:
XRF PMI Equipment: We utilize advanced X-Ray Fluorescence (XRF) PMI equipment to provide accurate and reliable material identification. XRF PMI technology allows us to perform on-site inspections quickly, ensuring minimal disruption to your operations.
PMI Inspection: Our PMI inspections are conducted by experienced technicians who are trained to identify the composition of various materials, including alloys, stainless steel, and carbon steel. This is particularly important for industries where precise material identification is critical.
PMI Material Identification: Our PMI material identification services are designed to confirm the exact composition of materials used in your projects. This helps prevent material mix-ups and ensures compliance with industry standards.
Positive Material Identification for Carbon Steel: Carbon steel is widely used in many industries, and its proper identification is crucial. Our PMI services for carbon steel ensure that the correct material is used, preventing potential failures and ensuring the safety and reliability of your structures and products.
PMI Chemical Analysis: Our PMI chemical analysis services provide detailed information about the chemical composition of materials, helping you make informed decisions about material selection and usage.
Positive Material Inspection: Regular positive material inspections are essential for maintaining the integrity of your materials and ensuring they meet the required specifications. Our team conducts thorough inspections to verify the composition of your materials, reducing the risk of costly errors.
Why Choose Integrated NDE Solutions for PMI in Pune?
Expertise: Our team of skilled technicians has extensive experience in PMI material analysis, identification, and inspection. We understand the critical importance of accurate material identification and are committed to delivering reliable results.
Advanced Technology: We use state-of-the-art PMI equipment, including XRF technology, to ensure precise and efficient material identification. Our technology allows us to perform inspections quickly and accurately, minimizing downtime.
Comprehensive Services: Whether you need PMI for a single material or a comprehensive inspection of an entire project, we offer tailored services to meet your specific needs.
Compliance: We ensure that all PMI services comply with industry standards and regulations, giving you peace of mind that your materials meet the necessary requirements.
Conclusion
Positive Material Identification (PMI) is an essential process in ensuring the safety, reliability, and compliance of materials used in various industries. At Integrated NDE Solutions, we are dedicated to providing top-quality PMI services in Pune, using advanced technology and expertise to deliver accurate results. Whether you require PMI for carbon steel, chemical analysis, or regular inspections, our team is here to support your needs. Contact us today to learn more about our PMI services and how we can help you ensure the integrity of your materials.
#positive material identification#pmi#pmi positive material identification#xrf pmi#pmi inspection#material identification#positive material#positive material inspection#pmi material identification#pmi material#positive materials identification#pmi material inspection#positive material identification for carbon steel#positive material identification equipment#identification of pmi#pmi chemical analysis#pmis#pmi identification#pmi material analysis#positive material identification standard
0 notes
Text
Drive with confidence, choose VICC.com's vehicle inspection service

When it comes to your vehicle, safety and reliability are paramount. That's why you need VICC.com's vehicle inspection service. Our team of expert technicians will meticulously inspect your vehicle from top to bottom, ensuring that it meets the highest standards of quality and performance. Visit us:
Drive with confidence, choose VICC.com's vehicle inspection service
#Pre-Shipment Inspection#quality control services#quality inspection service#third party inspection#supplier audit service#factory audit service#China Pre-Shipment Inspection#Container loading inspection#loading inspection service#FAT inspection service#sorting service#lab testing services#chemical analysis services#material lab testing#PMI service#china equipment inspection company#industrial inspection services#excavator inspection service#vehicle inspection service#truck inspection#machinery inspection#equipment inspection#mechanical parts inspection#pipe pre-shipment inspection#generator inspection#steel plate inspection#china inspection company#china best inspection company#china third party inspection
0 notes
Text
DNV GL Approved Elbow
Arvind Pipes Fittings Industries, Came into existence in the year 1982 well known as Arvind Metal Syndicate. The genesis of ARVIND's birth & growth is "ACCEPTING CHALLENGES."
We will serve you for all your piping requirements under one roof such as high quality pipe Fittings, Butt-weld and Socket- weld Fittings, Flanges & End-Connection in Alloy steel, Carbon steel, Stainless Steel, Nickel alloys.

Our quality management system confirm to ISO 9001-2008. and PED certificated by TUV Rheinland.
Due to modern manufacturing process, equipments and inspection tools practised by us in producing the products and putting them through strict Quality Control Procedure, Our products meet the requirements of International and National standards.
Our product undergo various strict inspection & testing stages at the corporate in-house facilities, such as Chemical, Mechanical, Hydrostatic, Corrosion test, PMI Test, Non-Destructive test etc. before they are despatched to the customers. This assures high value quality of products.
As a testimony to our relentless efforts in satisfying the client's need, we have been retained by various clients across industries like Refineries & Petrochemicals, Oil & Gas, Chemicals & Fertilizers, Cement, Engineering, Construction, Sugar, Nuclear & Thermal, Paper & Pulp etc. We have founded wide acceptance with reputed Engineering consultants under third party Inspection agencies Like Lloyd, BVQ, SGS, H&G, PDIL, CEIL, DNV, TUV etc.
We are supported by some of the most qualified and technically sound professionals, who are well aware about different techniques required to manufacture products. Our team members hold vast industry experience, which help them in sourcing quality raw material from reputed vendors.
We are looking forward for a positive response from your side about your requirement, so that we can provide you with best quality products at the very competitive rate.
#dnv gl approved pipe fittings#buttweld fittings#flanges#elbow manufactuers#stockist & exporetrs in india#reducer#socketweld fittings
0 notes
Text
Stainless Steel 316 Seamless Tubes Stockists In Mumbai
Metinox Overseas: Premier Stainless Steel 316/316L Seamless Tubing Manufacturer, Supplier, Stockist, and Exporter in Mumbai, India
Metinox Overseas stands out as a leading manufacturer, supplier, stockist, and exporter of Stainless Steel 316/316L Seamless Tubing in Mumbai, India. Our commitment to excellence ensures that each tube is meticulously tested and inspected by industrial experts, guaranteeing the highest quality standards, free from creases or damages, before reaching our esteemed clients.
Comprehensive Testing for Superior Quality
At Metinox Overseas, we prioritize quality through rigorous testing procedures for our Stainless Steel 316L Seamless Tubes. Our comprehensive array of tests includes:
Eddy Current Testing
Hydrostatic Testing or Ultrasonic Examination
Non-Destructive Testing (NDT)
Chemical and Physical Property Inspections
Additionally, we perform:
Chemical Analysis
Mechanical Tests
Rockwell Hardness Tests
Intergranular Corrosion Tests
Positive Material Identification (PMI)
Flattening and Flaring Tests
Third-Party Inspections

Exceptional Features and Applications
The inclusion of molybdenum in our alloys enhances corrosion resistance, making our Stainless Steel 316 Seamless Tubes ideal for various demanding applications. The austenitic structure of these tubes ensures exceptional toughness, while nickel and molybdenum significantly improve their strength and resistance to corrosion. These grades also exhibit excellent weldability, both with and without filler metal, offering versatility and ease of use in numerous applications.
Versatility of Stainless Steel 316/316L Grades
Stainless Steel 316/316L grades are highly sought after for their superior mechanical and corrosion properties. The straight 316 grade is suitable for pressure or structural applications, while the 316L grade, with its lower maximum carbon limit, is ideal for projects requiring long-term durability and sustainability. Notably, 316L is 100% recyclable, underscoring its environmental benefits. Our SS 316L Seamless Tubing is extensively used in process engineering, control lines, and heat exchangers, especially in aggressive environments where corrosion resistance is crucial.
Commitment to Excellence
At Metinox Overseas, our dedication to excellence goes beyond manufacturing top-quality products. We strive to provide our customers with informative, engaging, and optimized content for search engines. This ensures that when you choose Metinox Overseas, you're receiving not only premium-grade Stainless Steel 316 Seamless Tubes but also a wealth of valuable information.
Specifications of Stainless Steel 316 Tubes
Specifications: ASTM A213 / ASME SA213
Outside Diameter: 1/8″ OD to 2″OD, 3mm OD to 38mm OD
Thickness: 1mm to 3mm, 0.028 to 0.156 inches, SCH 5, SCH 10, SCH 40, SCH 80, SCH 80S, SCH 160, SCH XXS
Size: 1/2″ NB – 24″ NB
Type: Seamless / Capillary Tubes
Form: Round Tubes, Square Tubes, Rectangular Tubes
Length: Single Random, Double Random & Required Length
End: Plain End, Beveled End, Threaded
Finish: Annealed and Pickled, Polished, Bright Annealed, Cold Drawn
Equivalent Grades of Stainless Steel 316 Tubes
STANDARD: UNS S30403, WERKSTOFF NR. 1.4301, AFNOR Z7CN18‐09, EN X5CrNi18-10, JIS SUS 304, BS 304S31, GOST 08Х18Н10
Chemical Composition and Mechanical Properties
Chemical Composition: C: 0.08, Mn: 2.0, Si: 0.75, P: 0.045, S: 0.030, Cr: 18.0-20.0, Mo: –, Ni: 8.0-10.5, N: 0.10
Mechanical Properties: Tensile Strength (MPa) min 515, Yield Strength 0.2% Proof (MPa) min 205, Elongation (% in 50mm) min 40, Hardness Rockwell B (HR B) max 92, Brinell (HB) max 201
Contact Us
For the best in Stainless Steel 316 Seamless Tubes, trust Metinox Overseas for quality and reliability. Contact us at:
Phone: +91-98199 80997 / +91-70212 61928
Metinox Overseas is dedicated to maintaining its reputation for excellence in manufacturing, supplying, stocking, and exporting top-quality stainless steel seamless tubing. Trust Metinox Overseas for all your stainless steel tubing needs, where quality and reliability are guaranteed.
0 notes
Text
An Insight Into Jolly Clamps’s Quality Control in Clamp Manufacturing

At Jolly Clamps, we take pride in delivering top-notch products that meet and exceed our customers’ expectations. Our commitment to quality goes far beyond the visible aspects of our products. We understand that true quality lies in the meticulous testing and scrutiny of every component and material used in our clamp manufacturing process. In this blog post, we will take you on a journey inside Jolly Clamps, shedding light on the rigorous quality control measures we implement to ensure the excellence of our clamp products.
At Jolly Clamps we follow inspection right from Raw material to Finished Goods. Below are the stages and type of inspections that are carried out:
The Foundation of Excellence — Raw Material: The foundation of a high-quality clamp lies in the quality of the raw materials used. At Jolly Clamps, we source materials from trusted suppliers and conduct thorough inspections upon arrival. Our quality control team examines the raw materials to ensure they meet our stringent standards for strength, durability, and corrosion resistance. Our inhouse facility allows us for mechanical and chemical testing of raw material on machines likes Spectro, PMI and UTM. Along with inhouse testing, 3rd party lab testing is conducted on the received Raw Material.
2. The Perfect Fit Test — Dimensional Accuracy Checks: Dimensional accuracy is non-negotiable in clamp manufacturing. Our quality control team conducts checks at various stages of the production process starting from First piece approval, in-process inspection, and Last piece inspection for each process. This ensures that each clamp aligns with the specified measurements, guaranteeing a perfect fit and functionality in diverse applications.
3. The Tough Test- Strength and Load Showdown: Jolly Clamps are designed to withstand extreme conditions and heavy loads. To validate the strength and load-bearing capacity of our products, we subject them to rigorous testing protocols. Our advanced in-house testing facilities simulate real-world scenarios, allowing us to confidently assure, our customers of the reliability and durability of our clamps.
4. Surface Finish and Coating Test: Aesthetics matter, and so does the longevity of our products. Our quality control team pays
meticulous attention to the surface finish and coating of each clamp. This is done by carrying out plating thickness testing and salt spray testing. This not only ensures the visual appeal, but also confirms the clamps life against corrosion and environmental factors, ensuring a longer lifespan for our products.
5. Non-Destructive Testing (NDT): NDT methods, such as liquid penetrant testing allow for the evaluation of materials and components without causing damage. These techniques, along with visual inspection, have proven beneficial to us for identifying any surface defects in our RM as well as finished parts.
6. Final Quality Assurance: Before a Clamp leaves our manufacturing facility, it undergoes a final comprehensive quality assurance check. This includes a final inspection of all components, a review of documentation, and a confirmation that each clamp adheres to our quality standards. Only products that pass this rigorous evaluation are deemed ready for shipment to our customers.
In addition to inspection stages, the manufacturing industry employs a variety of other tools and methods for quality control. Here are some notable ones:
1. Super Tools for Super Quality — Application of 7 QC Tools: Jolly Clamps employs the renowned 7 Quality Control (QC) tools as a cornerstone of our quality assurance strategy. These tools, including Pareto Analysis, Ishikawa Diagrams, and Control Charts, allow us to systematically identify, analyse, and address potential issues in our manufacturing process. By leveraging these tools, we continuously refine our processes to achieve optimal efficiency and eliminate defects.
2. Fool proofing the Game — Poka Yoke Techniques: To enhance our error-proofing mechanisms, we have integrated Poka Yoke (mistake-proofing) techniques into our manufacturing processes. These techniques involve designing foolproof systems and mechanisms that prevent errors before they occur and monitoring the sustenance. This not only reduces the likelihood of defects but also streamlines our operations, contributing to the overall efficiency and reliability of our clamps.
3. Handling the Risky Factors: Failure Mode and Effects Analysis (FMEA): At Jolly Clamps we have implemented FMEAs and are committed to following a risk based approach for all the processes. Throughout our journey, FMEA has been a very helpful tool to identify and eliminate the issues even before the occur, which helps us to keep our rejection percentage at par minimum level. It helps us prioritize areas for improvement based on the severity, occurrence, and detectability of potential failures.
4. Master Plan of Jolly Clamps — Control Plans: A robust quality control framework necessitates planning and execution. At Jolly Clamps, we implement detailed Control Plans that outline every critical step in the manufacturing process. These plans specify key parameters, inspection points, and control measures to ensure consistency and adherence to quality standards. By adhering to these control plans, we guarantee the uniformity and precision of our clamp products.
5. Statistical Process Control (SPC): SPC involves monitoring and controlling production processes through statistical methods. Control charts, histograms, and process capability analysis are common SPC tools used to detect variations and maintain process stability. Capability indices assess the capability of a process to produce products within specification limits. Cp measures the potential capability, while Cpk measures the actual capability, accounting for any deviations from the target.
6. We have got eyes everywhere — Visual Inspection: Visual inspection is a major part of our inspection process. It involves manually checking products for defects, irregularities, or deviations from specifications. Along with the previous “Lesson Learned”, “Quality Alerts” and “Defect Displays” as each production and inspection stage, visual inspection helps each and every operator to identify and prevent any defective product from passing to the next process.
7. Measurement System Analysis: Conducting MSA assesses the reliability and consistency of measurement systems at our facility, ensuring that our equipment and operators provide accurate and repeatable results may it be variable of attribute characteristic.
8. Continuous Improvements, Kaizen: At Jolly Clamps, improvements are proposed, implemented and appreciated from our operators as well as our staff. These incremental improvements in our processes have been helping us to optimize and improve them. It involves the entire workforce and fosters a culture of continuous learning and enhancement. We take pride in announcing our IATF 16949 and EMS certifications, reflecting our dedication to meeting the highest standards in automotive quality management and environmental responsibility.
9. Integrated Quality Control Measures: The IATF 16949, ISO 14001 and ISO 45001 certifications seamlessly integrate with our existing quality control measures, creating a harmonized approach to excellence. Every step of our manufacturing process, from raw material inspection to final product testing, aligns with the principles of these certifications. By following strict guidelines and protocols, we ensure that Jolly Clamps not only meet the standards but sets new benchmarks for quality and sustainability in the industry.
10. Traceability and Accountability The IATF 16949 certification emphasizes the importance of traceability throughout the supply chain. At Jolly Clamps, we have implemented robust traceability systems that allow us to track and verify the origin and journey of every component used in our clamps. This not only ensures compliance with certification requirements but also enables us to quickly respond to any quality-related concerns, further enhancing customer satisfaction.
Choose Jolly, Choose Excellence : Jolly Clamps is synonymous with quality, and our in-house laboratory, equipped with advanced technologies is a testament to our dedication. Our commitment to quality extends beyond the manufacturing floor and is deeply embedded in our comprehensive quality control measures. Every step in our manufacturing process is meticulously planned and executed, guided by a relentless pursuit of excellence. When you choose Jolly Clamps, you’re not just getting a product; you’re getting a guarantee of excellence backed by rigorous testing and quality control measures, you’re choosing a product that embodies precision, reliability, and performance backed by a robust quality control framework.
0 notes
Text
Stainless Steel 304L Pipes & Tubes Exporters In Mumbai
Nascent Pipe & Tubes is the fundamental manufacturers of the SS 304/304L/304H Pipes & Tubes. In any case, we are giving and exchanging the Pipes & Tubes and loads to the clients open beginning with one side of the world then onto the following. We are nearly considered among the momentous stockist and specialist of the wide levels of Pipes & Tubes. The Pipes & Tubes are open in different subtleties as per the requests for the clients. Choices like surface fulfillment, end finish, focuses, shapes, sizes, length, and strength are there.
Pipes & Tubes open are almost used in current applications. The best way that the endeavors are spreading fluids among the applications is with the help of the changed piece of the Pipes & Tubes. This is dumbfounding for supply the gas and the fluids which are fitting. The line is the unfilled portions which are used in the applications with the round cross-region that convey the things easily. The fixations and the broadness of the line are noted by the application in which it is used.

Abutting this, the chambers are the strain hardware that is utilized in current applications. The chambers and Pipes & Tubes are open in many shapes and sizes. A piece of the shapes where the Pipes & Tubes and loads are open are shot, square, square shape that is having the unfilled pieces. Also, the essential contrast among the Pipes & Tubes comes in the wall thickness, material, end affiliations, and others.
The SS 304 Alloy steel is utilized in the improvement of the line. Notwithstanding, the Alloy is involved chromium and nickel contents which are giving the Pipes & Tubes different properties. Thusly, the SS 304L is the low carbon content than the 304 Alloy steel. This is the means by which it is shocking at having the intergranular utilize hindrance cutoff. Essentially, the SS 304H is the high-temperature application utilized blend which is there with the high-temperature strength and the capacity to work in the raised temperatures.
The Alloy is the explanation that the SS 304/304L/304H Pipes & Tubes and Cylinders are having various properties. A piece of the properties which the Pipes & Tubes are having are breaking down obstruction, grand flexibility, strength, power in the raised temperatures, and fundamental force.
Specification Of Stainless Steel 304/304L/304H Seamless Welded Pipes & Tubes
Stainless Steel Pipe Specification : ASTM A312, A358 / ASME SA312, SA358
SS Tube Specification : ASTM A213, A269, A249, A511, A554 / ASME SA213, SA269, SA249, SA511, SA554
Pipe Size :1/8” NB to 24” NB, 1/4” OD to 24” OD sizes.
Tube Size :1/2" OD to 8" OD.
Thickness Range :0.3mm – 50 mm, SCH 5, SCH10, SCH 40, SCH 80, SCH 80S, SCH 160, SCH XXS, SCH XS
Type :Seamless / ERW / Welded / Fabricated Pipes
Form : Round, Square, Rectangular, Oval, Hydraulic Etc
Length :Single Random, Double Random & Required Length
End : Plain End, Beveled End, Treaded
End Protection : Plastic Caps
Outside Finish :2B, No.4, No.1, No.8 Mirror Finish for Stainless Steel Pipes, Finish as per customer Requirements
Delivery Condition : Annealed and Pickled, Polished, Bright Annealed, Cold Drawn
Inspection, Test Reports :Mill Test Certificates, EN 10204 3.1, Chemical Reports, Mechanical Reports, PMI Test Reports, Visual Inspection Reports, Third Party Inspection Reports, NABL Approved Lab Reports, Destructive Test Report, Non Destructive Test Reports
Packing :Packed in Wooden Boxes, Plastic Bags, Steel Strips Bundled, or as per Customers Requests
Specials :Sizes and Specifications other than above can be manufactured on request
Visit Website:
Email: [email protected]
#Stainless Steel 304/304L/304H Pipes & Tubes#Stainless Steel 304/304L/304H Pipes & Tubes Manufacturers#Stainless Steel 304/304L/304H Pipes & Tubes Suppliers#Stainless Steel 304/304L/304H Pipes & Tubes Stockists#Stainless Steel 304/304L/304H Pipes & Tubes Exporters#Stainless Steel 304/304L/304H Pipes & Tubes Manufacturers In India#Stainless Steel 304/304L/304H Pipes & Tubes Suppliers In India#Stainless Steel 304/304L/304H Pipes & Tubes Stockists In India#Stainless Steel 304/304L/304H Pipes & Tubes Exporters In India#Stainless Steel 304/304L/304H Pipes & Tubes Manufacturers in Mumbai#Stainless Steel 304/304L/304H Pipes & Tubes Suppliers in Mumbai#Stainless Steel 304/304L/304H Pipes & Tubes Stockists in Mumbai#Stainless Steel 304/304L/304H Pipes & Tubes Exporters in Mumbai
0 notes
Text
Sanicro 28 Pipe Fittings Manufacturers in India
We, the Deep Steel Centre, are a central Manufacturers and Stockists of the whole ever-changing development of blends, chambers, pipes, and Sanicro 28 Unsurprising and Welded Pipes and Tubes. Our start and end are made with the assistance of the remarkable thought of the raw substance, generally speaking. These pipes and chambers are open in different sorts and plans. We even approach the re-attempted kind of thing, as shown by the direction of the client and sellers.
Sanicro 28 Dependable Pipe Fittings are made with the assistance of the different arranged substances, which are essential for the hardness and high strength of these things. These materials include carbon, copper, silicon, chromium, nickel, sulphur, manganese, and phosphorous as well. These chambers and pipes are even made with various decisions for the best layered precision and suitable fitting for state-of-the-art purposes. These decisions are like sorts, structures, grade, rules, plan, size, shape, length, width, thickness, surface, finish, and end of the chambers and pipes.
Sanicro 28 Welded Pipes and Tubes are genuine for their utilization in a colossal number of undertakings and general works, for example, oil and gas pipe, compound industries, plumbing warming, water supply structures, power plants, food management industries, paper and pound industries, and chief pipes.
Specification : ASTM B668 / ASME SB668; EN 10216-5; SEW 400 (Feb 1991); SS 14 25 84; NFA 49-217 Sanicro 28 Pipe Size : 1/8” NB to 24” NB, 1/4” OD to 24” OD sizes. Sanicro 28 Tube Size : 1/2" OD to 8" OD. Thickness Range : 0.3mm – 50 mm, SCH 5, SCH10, SCH 40, SCH 80, SCH 80S, SCH 160, SCH XXS, SCH XS Type : Seamless / ERW / Welded / Fabricated Pipes Form : Round, Square, Rectangular, Oval, Hydraulic Etc Length : Single Random, Double Random & Required Length End : Plain End, Beveled End, Treaded End Protection : Plastic Caps Outside Diameter : 6.00 mm OD up to 914.4 mm OD, Sizes up to 24” NB available Ex-stock Inspection, Test Reports : Mill Test Certificates, EN 10204 3.1, Chemical Reports, Mechanical Reports, PMI Test Reports, Visual Inspection Reports, Third Party Inspection Reports, NABL Approved Lab Reports, Destructive Test Report, Non Destructive Test Reports Packing : Packed in Wooden Boxes, Plastic Bags, Steel Strips Bundled, or as per Customers Requests Specials : Sizes and Specifications other than above can be manufactured on request.
For More Information
Visit Website: https://www.deepsteelalloys.com/sanicro-28-seamless-welded-pipes-fittings-manufacturer-exporter.html
Email: [email protected]
#Sanicro 28 Pipes and Fittings Manufacturers#Sanicro 28 Pipes and Fittings Suppliers#Sanicro 28 Pipes and Fittings Stockists#Sanicro 28 Pipes and Fittings Exporters#Sanicro 28 Pipes and Fittings Manufacturers in India#Sanicro 28 Pipes and Fittings Suppliers in India#Sanicro 28 Pipes and Fittings Stockists in India#Sanicro 28 Pipes and Fittings Exporters in India#Sanicro 28 Pipes and Fittings Manufacturers in Mumbai#Sanicro 28 Pipes and Fittings Suppliers in Mumbai#Sanicro 28 Pipes and Fittings Stockists in Mumbai#Sanicro 28 Pipes and Fittings Exporters in Mumbai
0 notes
Text
500 BHN Steel Plate Manufacturers
What is 500 BHN Steel Plate?
Chhajed Steel & Alloy Pvt Ltd. are featuring in offering the optimum quality of 500BHN PLATES. The industry is providing a comprehensive range of plates that are varying differently in specifications, sizes, thickness, and grades. They are offering the product in the different range is easily able to meet the variety of needs and requirements of the buyers. The product to the global and international buyer is supplied at reasonable rates only. The fabrication of the 500BHN – NSSMC, ESSAR PLATES are actually done only by making effective utilization of very good quality of raw materials. The material is collected from reputable market vendors. Apart from that fabrication is done by keeping in mind industry set up norms or policies and production guidelines. The industry is considering several national and international product quality standards for better fabrication only. Use of latest technology and modern tools are assuring the manufacturers in making the perfect quality of plates.

The industry has appointed the team of professional experts that is holding desirable skills, knowledge and years of working experience in the same sector. They are guiding the manufacturers in making the error-free product so that it can be used easily in different applications. The quality control team is working harder there so that all offered product ranges are well maintained in terms of quality and no impurity is found in it. This is thus making it suitable for formability and welding.
The product is having various good features that are greatly responsible for making it an ideal choice for different applications. The features are high tensile strength, easy to use, low maintenance, good dimensional accuracy, fine surface finishes, longevity, durability, flexibility, and ability to withstand heavy loads. The product is having other good attributes to offer like corrosion resistance, pitting resistance, stress corrosion cracking and crevice corrosion cracking resistance.
For the greater assurance of high quality of 500BHN – NSSMC, ESSAR PLATES supplying without any defect in it, testing is conducted. The tests are done using the advanced tool and by using modern tools. The test includes a chemical test, flattening test, PMI test, hardness test, pitting resistance test, IGC test, flaring test, macro test, mechanical test, and micro test.
The ranges of documents the industry is providing are fumigation certification, heat treatment chart, commercial invoice, QAP, raw material test report and material traceability report. This is guaranteeing the potential buyers that yes they have got the expected quality of plates only for various purposes.
The industry is welcoming thorough inspection in the industry that is for the purpose of assuring betterment of production of plates. The inspection is done by a third party inspection agency that is having good experienced and is certified legally. The inspection is conducted by determining few essential parameters that are making the agency to look at all the stages of production and with fill perfection. At the end, the visual inspection by the third party agency report allows the manufacturer in bringing out superior quality of 500BHN NSSMC, ESSAR PLATES.
Standard Specification
Width:1000mm-4500mm
Thickness:5mm-150mm
Length:3000mm -18000mm
Heat: TreatmentRolling/Normalised, N, Q+T
Production: Hot Rolled (HR)Surface
Paint: PVDF, PE, HDP, SMP, EP
For more information Visit our website: https://www.wearplatesindia.com/ Contact Us: +91-982-151-3630 Email: [email protected]
#500 BHN Steel Plate Manufacturers#500 BHN Steel Plate Suppliers#500 BHN Steel Plate Stockists#500 BHN Steel Plate Exporters#500 BHN Steel Plate Manufacturers In India
0 notes
Text
Ensuring Safety with PMI Material Identification and Positive Material Inspection in Pune
Positive Material Identification (PMI) Services by Integrated NDE
Positive Material Identification (PMI) is a critical aspect of quality control and assurance in various industries, ensuring that the materials used in manufacturing and construction meet specified requirements. Integrated NDE offers comprehensive PMI services that cater to the stringent demands of industries such as oil and gas, petrochemicals, power generation, pharmaceuticals, and more.
The Importance of Positive Material Identification
In industrial applications, using the correct material is paramount to maintaining safety, performance, and regulatory compliance. PMI helps prevent material mix-ups, which can lead to catastrophic failures, costly repairs, and safety hazards. By implementing PMI, companies can verify the material composition and ensure that they are using the appropriate alloys for their specific applications.
Advanced Techniques in PMI
Integrated NDE utilizes state-of-the-art techniques and equipment to provide accurate PMI results. Among these techniques are X-ray Fluorescence (XRF) and Optical Emission Spectroscopy (OES), which are highly effective for material identification.
XRF PMI
XRF PMI is a non-destructive testing method that determines the elemental composition of materials. It is particularly useful for analyzing metals and alloys, offering quick and accurate results. XRF PMI is ideal for identifying various elements such as chromium, nickel, molybdenum, and other alloying elements.
OES PMI
OES PMI involves using an optical emission spectrometer to analyze the light emitted by a sample when it is excited by an energy source. This technique is highly sensitive and can detect low levels of elements, making it suitable for detailed chemical analysis and positive material inspection.
Comprehensive PMI Services
Integrated NDE provides a wide range of PMI services tailored to meet the needs of different industries. These services include:
PMI Material Identification
Our PMI material identification services ensure that the materials used in your processes are correctly identified and compliant with industry standards. We help you verify the composition of metals and alloys, providing detailed reports on their chemical makeup.
Positive Material Inspection
Our positive material inspection services are designed to prevent material mix-ups and ensure the integrity of your products. By conducting thorough inspections, we help you maintain quality control and avoid potential issues related to material discrepancies.
Positive Material Identification for Carbon Steel
Carbon steel is widely used in various industries due to its strength and durability. Our PMI services for carbon steel ensure that the material meets the required specifications, preventing failures and ensuring optimal performance.
State-of-the-Art Equipment
Integrated NDE uses advanced PMI equipment to deliver accurate and reliable results. Our tools are calibrated and maintained to the highest standards, ensuring precise measurements and consistent performance. The use of cutting-edge technology allows us to provide quick and efficient PMI inspections, minimizing downtime and maximizing productivity.
Benefits of PMI Services
Implementing PMI services offers several advantages, including:
Safety Compliance: Ensuring that materials meet safety standards and regulations.
Quality Assurance: Verifying the composition and quality of materials to maintain product integrity.
Cost Savings: Preventing costly repairs and downtime caused by material failures.
Regulatory Compliance: Meeting industry-specific requirements and avoiding penalties.
PMI Chemical Analysis
PMI chemical analysis is a crucial part of our services, providing detailed information about the elemental composition of materials. This analysis helps in identifying potential issues and ensuring that the materials used in your processes are suitable for their intended applications.
Identification of PMI
Our identification of PMI services includes detailed reporting and documentation, providing you with the necessary information to make informed decisions about material usage. We offer comprehensive reports that include elemental analysis, material composition, and compliance verification.
Industries We Serve
Integrated NDE serves a wide range of industries, including:
Oil and Gas: Ensuring the integrity of pipelines, refineries, and other critical infrastructure.
Petrochemicals: Verifying the composition of materials used in chemical processing plants.
Power Generation: Ensuring the reliability and safety of materials used in power plants.
Pharmaceuticals: Maintaining the quality and purity of materials used in drug manufacturing.
Why Choose Integrated NDE?
Integrated NDE is a trusted provider of PMI services, offering expert knowledge and advanced technology to meet your material identification needs. Our team of experienced professionals is dedicated to delivering accurate and reliable results, helping you maintain quality control and ensure the safety of your operations.
For more information about our positive material identification services and how we can assist you, visit our Positive Material Identification page.
#positive material identification#pmi#pmi positive material identification#xrf pmi#pmi inspection#material identification#positive material#positive material inspection#pmi material identification#pmi material#positive materials identification#pmi material inspection#positive material identification for carbon steel#positive material identification equipment#identification of pmi#pmi chemical analysis#pmis#pmi identification#pmi material analysis#positive material ide
0 notes
Text
Sodium Bromide Prices, Pricing, Demand & Supply, Market Analysis | ChemAnalyst

For the Quarter Ending June 2023
North America:
In Q2 2023, the US Sodium Bromide market experienced a bearish trend as prices declined throughout the quarter. The drop in prices was influenced by various factors, including reduced demand from downstream industries such as water treatment and oil drilling, as well as increased imports of lower-priced goods. The sluggish demand led to fewer purchases and a lack of market support, making it challenging for suppliers to maintain price levels. Additionally, the availability of cheaper imports put pressure on the domestic market, further impacting price dynamics. Economic uncertainties and weak demand outlook also contributed to the overall market sentiment. By the end of Q2 2023, Sodium Bromide prices in the US were assessed at USD 1950 per MT on a FOB basis.
APAC:
The Indian Sodium Bromide market witnessed a bearish trend in Q2 2023, with prices declining throughout the quarter. Imports of low-priced goods and reduced production costs further contributed to the drop in prices in June. Weak domestic demand, especially from industries like oil and gas drilling, water treatment, and pharmaceuticals, played a significant role in the overall bearish market sentiment. While the supply chain operated at a moderate pace, imports of Sodium Bromide declined due to sufficient material availability in the domestic market. Despite a slight increase in factory activity, the overall demand remained low to moderate, as inquiries from end-use consumers were slow. The reluctance of downstream industries to procure Sodium Bromide due to ample material availability further dampened the demand outlook. As of June 2023, Sodium Bromide prices in Asia were assessed at USD 1760 per MT on a CFR basis.
Get Real Time Prices of Sodium Bromide: https://www.chemanalyst.com/Pricing-data/sodium-bromide-1131
Europe:
The Sodium Bromide market in the Netherlands experienced a bearish trend in Q2 2023, with prices declining further in June. The contraction of industrial activities and weaker downstream demand were the main factors driving this price drop. Uncertain economic conditions, reflected in a slip in the manufacturing PMI and a technical recession in the eurozone, contributed to the worsening demand outlook. Inflation rates also rose due to higher energy prices. Despite smooth supply chain operations, the sluggish demand from water treatment and oil drilling industries resulted in moderate purchases based on demand requirements. Production costs decreased as the cost support from upstream Bromine dwindled. In May, market sentiments declined further due to a contraction in manufacturing activities and subdued downstream demand, leading to lower purchases and a cautious consumer attitude. After Q2 2023, Sodium Bromide prices in Europe were assessed at USD 1680 per MT on an FD basis.
About Us:
ChemAnalyst is an online platform offering a comprehensive range of market analysis and pricing services, as well as up-to-date news and deals from the chemical and petrochemical industry, globally.
Being awarded ‘The Product Innovator of the Year, 2023’, ChemAnalyst is an indispensable tool for navigating the risks of today's ever-changing chemicals market.
The platform helps companies strategize and formulate their chemical procurement by tracking real time prices of more than 400 chemicals in more than 25 countries.
ChemAnalyst also provides market analysis for more than 1000 chemical commodities covering multifaceted parameters including Production, Demand, Supply, Plant Operating Rate, Imports, Exports, and much more. The users will not only be able to analyse historical data but will also get to inspect detailed forecasts for upto 10 years. With access to local field teams, the company provides high-quality, reliable market analysis data for more than 40 countries.
Contact Us:
ChemAnalyst
GmbH - S-01, 2.floor, Subbelrather Straße,
15a Cologne, 50823, Germany
Call: +49-221-6505-8833
Email: [email protected]
Website: https://www.chemanalyst.com
0 notes
Text
DNV GL Approved Reducer Manufacturers
Arvind Pipes Fittings Industries, Came into existence in the year 1982 well known as Arvind Metal Syndicate. The genesis of ARVIND's birth & growth is "ACCEPTING CHALLENGES."
We will serve you for all your piping requirements under one roof such as high quality pipe Fittings, Butt-weld and Socket- weld Fittings, Flanges & End-Connection in Alloy steel, Carbon steel, Stainless Steel, Nickel alloys.

Our quality management system confirm to ISO 9001-2008. and PED certificated by TUV Rheinland.
Due to modern manufacturing process, equipments and inspection tools practised by us in producing the products and putting them through strict Quality Control Procedure, Our products meet the requirements of International and National standards.
Our product undergo various strict inspection & testing stages at the corporate in-house facilities, such as Chemical, Mechanical, Hydrostatic, Corrosion test, PMI Test, Non-Destructive test etc. before they are despatched to the customers. This assures high value quality of products.
As a testimony to our relentless efforts in satisfying the client's need, we have been retained by various clients across industries like Refineries & Petrochemicals, Oil & Gas, Chemicals & Fertilizers, Cement, Engineering, Construction, Sugar, Nuclear & Thermal, Paper & Pulp etc. We have founded wide acceptance with reputed Engineering consultants under third party Inspection agencies Like Lloyd, BVQ, SGS, H&G, PDIL, CEIL, DNV, TUV etc.
We are supported by some of the most qualified and technically sound professionals, who are well aware about different techniques required to manufacture products. Our team members hold vast industry experience, which help them in sourcing quality raw material from reputed vendors.
We are looking forward for a positive response from your side about your requirement, so that we can provide you with best quality products at the very competitive rate.
0 notes
Text
Tips for maximizing tube, pipe mill efficiency (Part I)
Even under the best of circumstances, making tubular products can be grueling. Mills are complex, they need a lot of scheduled maintenance, and depending on the products they make, the competition is fierce. Many metal tube and pipe producers are under relentless pressure to maximize uptime to maximize revenue, leaving precious little time for routine maintenance.
These days, the industry doesn’t have the best of circumstances. Material costs are sky high and partial deliveries aren’t uncommon. Tube and pipe producers need to maximize uptime and reduce scrap now more than ever, and receiving a partial delivery means making shorter runs. Shorter runs mean more frequent changeovers, which is not an efficient use of time or labor.
“Productive time is extremely valuable right now,” said Mark Prasek, North American tube and pipe sales manager for EFD Induction.
Conversations with industry experts about tips and strategies to get the most out of a mill revealed a few recurring themes:
Getting the maximum yield from a mill starts with getting the maximum yield from each coil. This means matching the original coil to the capacity of the slitter so that the ensuing product, the slit mult, matches the capacity of the mill’s entry equipment.
Preventive maintenance inspections (PMIs) and mill alignments are supremely important. PMIs are equally critical for the mill, peripheral equipment, and consumables. All of them have to work together to make good product, and all of them need regular maintenance.
Bottlenecks must be eliminated. The core functions of the mill (forming, welding, sizing, and straightening the product) set the pace. If the entry and exit portions don’t keep up, this is a good place to start in improving throughput.
Reducing mill stops and starts is one of the most effective ways to reduce scrap.
Personnel need to be motivated, thoroughly trained, and follow written procedures. Consistency is crucial in all three areas.
Running a mill at its maximum efficiency means optimizing dozens of factors, most of which interact with other factors, so it isn’t necessarily easy to optimize a mill’s operations. Sage words from former The Tube & Pipe Journal columnist Bud Graham provide some perspective: “A tube mill is a tool holder.” Keeping this phrase in mind helps to keep it simple. Understanding what each tool does, and how it does it, and how each interacts with the others, is about one-third of the battle. Keeping everything maintained and aligned is another third of it. The final third concerns the operator training program, troubleshooting tactics, and specific operating procedures unique to each tube or pipe producer.
Maximizing Yield
The first consideration in running a mill efficiently doesn’t concern the mill at all. It’s the raw material. Getting the maximum yield from a mill means getting the maximum yield from each coil that feeds the mill. This starts with purchasing decisions.
Coil Length. “Tube and pipe mills thrive when the coil is the longest it can be,” said Nelson Abbey, director of Abbey Products at Fives Bronx Inc. Processing shorter coils means processing more coil ends. Every coil end needs a butt weld, and every butt weld creates scrap.
The difficulty here is that the longest possible coils might come at a premium price; a shorter coil might be available at a better price. The purchasing agent might want to save some money, but this is at odds with the perspective of the folks on the manufacturing floor. Nearly everyone who runs the mill would agree that the price difference would have to be substantial to cover the production losses associated with additional mill stoppages.
Another consideration is the capacity of the uncoiler and any other limitations at the entry end of the mill, Abbey said. Investing in higher-capacity entry equipment to handle larger, heavier coils might be necessary to take advantage of the benefits of buying bigger coils.
The slitter is also a factor, whether slitting is done in-house or if this service is outsourced. Slitters have maximum weights and diameters they can handle, so getting the best match between the coil and the slitter is critical in maximizing yield.
In summary, it’s an interplay among four factors: the dimensions and weights of the coil, the necessary widths of the slit mults, the capability of the slitter, and the capacity of the entry equipment.
Coil Width and Condition. On the shop floor, it goes without saying that the coil has to be the right width and the right gauge for the product to be made, but mistakes happen. Mill operators often can compensate for a strip width that is slightly undersized or oversized, but it’s just a matter of degree. Careful attention to the widths of the slit mults is critical.
The strip’s edge condition also is an overriding concern. A consistent edge presentation, without burrs or any other inconsistencies, is crucial to maintaining a consistent weld along the strip’s length, said Michael Strand, president of T&H Lemont. The initial coiling, uncoiling for slitting, and recoiling also come into play. A coil that hasn’t been processed with care can develop camber, which is problematic. The forming process as developed by roll tooling engineers starts with a flat strip, not a cambered strip.
Tooling Considerations. “Good tooling design maximizes yield,” said Stan Green, general manager for SST Forming Roll Inc. He pointed out that no single tube forming strategy exists, and therefore no single tooling design strategy exists. Roll tooling suppliers vary, the ways they work the tube vary, and therefore their products vary. The yield also varies.
“The surface of a roll has a continuously changing radius, so the rotational velocity of the tooling varies over the face of the tool,” he said. The tube moves through the mill at just one velocity, of course. Because of this, the design influences the yield. A poor design wastes material when the tooling is new and it only gets worse as the tooling wears, he added.
Operations and Maintenance
For companies that haven’t held the line on training and maintenance, formulating a strategy to optimize the mill’s efficiency starts with the basics.
Training Mill Operators. The first concern is the staff and how they are trained.
“Regardless of the style of mill and what it produces, all mills have two things in common—operators and operating procedures,” Abbey said. Running a mill as consistently as possible is a matter of providing standardized training and adherence to written procedures, he said. Inconsistencies in training can lead to differences in setup and troubleshooting.
“Running a mill profitably is a matter of training, training, and more training,” Strand said.
To get the most out of a mill, from operator to operator and shift to shift, it’s imperative that every operator use consistent setup and troubleshooting procedures. Any procedural differences usually are matters of misunderstandings, bad habits, shortcuts, and workarounds. Invariably these lead to difficulties in running a mill efficiently. These might be home-grown problems, or they might have been imported when a poorly trained operator was hired from a competitor, but the origin makes no difference. Consistency is the key, including operators who bring experience with them.
“It takes years to develop tube mill operators, and you really can’t rely on a generic, one-size-fits-all program,” Strand said. “Each company needs its own training plan suited to its own mills and its own operation.”
Making a Routine of Routine Maintenance. The second concern is routine maintenance.
“Three keys in operating efficiently are machine maintenance, consumable maintenance, and the alignment,” said Dan Ventura, president of Ventura & Associates. “The machine has a lot of moving parts—whether it’s the mill itself or peripheral equipment at the entry or exit end, or the runout table, or what have you—and routine maintenance is important to keep it in top condition.”
Strand concurs. “Using the preventive maintenance inspection schedule is where it all begins,” he said. “It provides the best chance to run a mill profitably. If a tube producer responds only to emergencies, it’s not in control. It’s at the mercy of the next crisis.”
Proper alignment is just as critical is routine maintenance.
“Every piece of equipment on the mill has to be in alignment,” Ventura said. “Otherwise, the mill fights itself.”
Keeping the roll tooling in top shape likewise is necessary.
“In many cases, as the rolls are pushed beyond their useable service life, they work-harden, and eventually they crack,” Ventura said.
Understanding tooling maintenance sheds a lot of light on the importance of all of the maintenance.
“If the rolls haven’t been kept in good condition with regular maintenance, the day comes that they need emergency maintenance,” Ventura said. If the tools have been neglected, reconditioning them is going to require removing two to three times the amount of material they would otherwise need removed, he said. It’s also going to take longer and cost more.
Investing in spare tools can help prevent emergencies, Strand noted. If tooling is used frequently for long runs, more spares are needed than for tooling used rarely for short runs. The tool function also influences the spare level. Fins can break off of the fin pass tooling, and weld rolls succumb to the heat of the weld box, which are problems that don’t plague forming and sizing rolls.
“Regular maintenance is good for the equipment, and proper alignment is good for the product it makes,” he said. If these are neglected, the mill staff spends increasing amounts of time attempting to compensate. This is time that could be spent making good, saleable product. These two factors are so vital, and so often overlooked or neglected, that in Ventura’s opinion they offer the best opportunities to get the most out of a mill, maximizing throughput and minimizing scrap.
Ventura equates mill and consumable maintenance to automobile maintenance. Nobody would drive a car tens of thousands of miles between oil changes and let the tires go bald. This is going to lead to an expensive solution or a wreck, and the same goes for a poorly maintained mill.
Regular tooling inspections after every run also are necessary, he said. Checking the tooling might reveal a problem such as a hairline crack. Finding such damage immediately after removing the tooling from the mill, rather than finding it right before installing it for the next run, provides the most time to get a replacement tool made.
“Some companies are working right through scheduled shutdowns,” Green said. He understands that it’s hard to abide by a scheduled shutdown in times like these, but he noted that it’s extremely risky. Shipping and trucking companies are so overloaded, or understaffed, or both, that deliveries just aren’t timely these days.
“If something on the mill breaks and you have to order a replacement, what are you going to do to get it delivered?” he asked. Of course, air freight is always an option, but that sends the cost of the shipment spiraling.
Mill and roll maintenance isn’t just a matter of following maintenance schedules, but coordinating maintenance schedules with production schedules.
“To do this effectively, you really have to think long term,” Strand said.
Breadth and depth of experience count in all three areas—operations, troubleshooting, and maintenance. Companies that have just one or two mills to make tubing for their own use usually have few people dedicated to mill and tooling maintenance, said Warren Wheatman, vice president of T&H Lemont’s Tooling Business Unit. Even if the maintenance people are extremely knowledgeable, a small department simply has a shallower reservoir of experience to draw from than a large maintenance department, putting the smaller staff at a disadvantage. If the company doesn’t have an engineering department, the maintenance department has to do its own troubleshooting as well as the repairs.
Strand added that training for both operations and maintenance departments is more important now than ever before. The wave of retirements associated with the aging of the baby boom generation means that much of the tribal knowledge that once kept companies going through thick and thin is being depleted. And while many tube and pipe producers still can rely on consultations and advice from equipment vendors, even this expertise isn’t as plentiful as it once was, and it too is shrinking.
Welding
The welding process is just as critical as any other process that takes place when making a tube or a pipe, and the welding machine’s role can’t be overestimated.
Induction Welding. “About two-thirds of our orders are for retrofits these days,” Prasek said. “They’re usually replacing old, problematic welders. Throughput is the primary driver right now.”
Many are behind the eight ball because the raw material shows up late, he said. “Often when the material finally does show up, the welder goes down,” he said. A surprising number of tube and pipe producers are even using machines based on vacuum tube technology, which means they are nursing along machines that are at least 30 years old. Service knowledge on such machines isn’t abundant, and replacement tubes themselves can be hard to find.
The challenge for the tube and pipe producers still using them is how they age. They don’t fail catastrophically, but they degrade slowly. A workaround is to use less weld heat and run the mill slower to compensate, which makes it easy to avoid the capital expense of investing in a new machine. This creates a false sense that everything is just fine.
Investing in a new induction welding power supply can make a big difference in the mill’s electricity consumption, Prasek said. Some states—especially those with large populations and stressed electrical grids—offer a generous tax rebate following the purchase of energy-efficient equipment. A second motivator to invest in a new one is the potential for new production possibilities, he added.
“Often a new welding unit is so much more efficient than an old one that it provides substantially more welding capacity without upgrading the electrical service, saving thousands of dollars,” Prasek said.
Critical also are the alignments of the induction coil and the impeder. A properly selected and mounted induction coil has an optimal location relative to the weld rolls, and it needs a proper and consistent clearance around the tube, said John Holderman, general manager for EHE Consumables. The coil will fail prematurely if not set properly.
An impeder’s job is simple—it impedes current flow, directing it to the strip edges—and like everything else on the mill, positioning is critical, he said. The proper position is right at the weld apex, but this isn’t the only consideration. The mounting is critical. If it’s affixed to a mandrel that isn’t rigid enough to support it, the impeder’s position can shift and it can actually drag on the ID along the bottom of the tube.
Taking advantage of a trend in welding consumable design, the split coil concept, can have a big impact on mill uptime.
“Large-diameter mills have been using split-coil designs for a long time,” Holderman said. “Replacing a single-piece induction coil requires cutting the pipe, replacing the coil, and rethreading the mill,” he said. A split-coil design, which is in two pieces, gets around all that time and effort.
“They have been used on large mills as a matter of necessity, but it took some fancy engineering to apply this principle to small coils,” he said. The manufacturers simply had less to work with. “Small two-piece coils have specialized hardware and cleverly designed clamps,” he said.
Regarding the process of cooling the impeder, tube and pipe producers have two conventional choices: the mill’s central coolant system or a separate, dedicated water system, which can be expensive.
“It’s best to cool the impeder with clean coolant,” Holderman said. To this end, a small investment in a dedicated impeder filtration system for mill coolant can go a long way toward improving an impeder’s longevity.
The mill’s coolant often is used on the impeder, but mill coolant collects metal fines. Despite all efforts to trap the fines in a central filter or capture them with a central magnet system, some get through and find their way to the impeder. This is no place for metal fines.
“They heat up in the induction field and burn themselves into the impeder casing and ferrite, which leads to premature failure and then downtime to change the impeder,” Holderman said. “They also build up on the induction coils and eventually cause damage from arcing there as well.”
Laser Welding. For stainless steel mills, laser welding has a substantial and growing role. Initially these were laser units with CO2 resonators, but those have yielded the field to fiber lasers. This technology has two characteristics that fit in well with tube or pipe mill operations: consistency and reliability.
“A laser source is extremely stable in how it generates and delivers heat. The weld is consistent all day long,” said Kevin Arnold, Midwest sales manager for IPG Photonics. “The systems have the ability to self-regulate to deliver a consistent output.” Another characteristic is its ability to focus the heat, which means this technology can make a successful weld with less heat input than other welding methods. Less heat equates to less distortion. Also, the highly focused heat often allows mills to run faster than with other heat sources, he said, improving throughput.
Perhaps just as important is the ease of setup and maintenance. Gone are the mirrors and complicated focusing system that need to be kept in precise alignment and scrupulously clean when using CO2 technology.
“The laser beam delivery system is an order of magnitude simpler,” he said.
Closely related is reliability. Fewer moving parts means greater uptime. The dependability of today’s laser machines, compared to first lasers used in metal fabrication decades ago, isn’t even comparable, he said.
“In the early days, manufacturers could live with a finicky laser,” he said. “These days, a fiber laser machine is reliable, day in and day out, working in the background, almost invisibly, like a loyal employee,” he said.
And while it’s understood that laser power sources aren’t inexpensive, the prices have dropped substantially over the decades.
“Twenty years ago, a tube or pipe producer would need tens of millions of dollars in annual revenue to afford a laser welding system,” he said. “These days it’s much less, in some cases as little as $1 million per year.”
Power Outages. Strand noted that some businesses have to deal with occasional power cuts, which is a big problem for processing industries.
“It’s usually not a problem in the U.S., but it’s not uncommon in South America,” he said. As populations grow and get ahead of infrastructure development, this is inevitable. Demand for electricity outstrips the supply, and the power utility (or government) has no choice but to institute rotating intermittent power cuts.
Of course, power outages can and do happen in the U.S. Brownouts during peak consumption periods are a fact of life in some states. Prasek and Strand both noted that some companies embrace occasional power cuts. They get a better rate on the power they use in return for the inconvenience of occasional power shutdowns.
1 note
·
View note
Text
Home Inspection North East calgary
NexLevel Inspection is a prominent company that specializes in providing high-quality inspection services across various industries. With a strong reputation for reliability, accuracy, and attention to detail, NexLevel Inspection has established itself as a leader in the field.
One of the key areas of expertise for NexLevel Inspection is non-destructive testing (NDT). NDT techniques are essential in evaluating the structural integrity and reliability of materials and components without causing any damage. NexLevel Inspection employs a wide range of advanced NDT methods such as ultrasonic testing, magnetic particle testing, liquid penetrant testing, radiographic testing, and visual inspection. These techniques allow the company to identify defects, cracks, leaks, and other flaws that could compromise the safety and functionality of various structures and equipment.
NexLevel Inspection serves multiple industries, including manufacturing, aerospace, oil and gas, petrochemical, power generation, and construction. The company's team of highly trained and certified inspectors possesses extensive knowledge and experience in their respective fields. They are equipped with state-of-the-art equipment and follow stringent protocols to ensure accurate and reliable inspection results.
The dedication to quality and customer satisfaction is evident in NexLevel Inspection's commitment to adhering to industry standards and regulations. They work closely with their clients to understand their specific needs and tailor their inspection processes accordingly. Whether it's ensuring compliance with industry codes and standards, conducting routine inspections, or performing comprehensive assessments, NexLevel Inspection provides a comprehensive range of inspection services to meet their clients' requirements.
In addition to their expertise in NDT, NexLevel Inspection also offers other specialized services. These include weld inspection, corrosion monitoring, risk-based inspection, heat exchanger inspection, and positive material identification (PMI). By offering a diverse portfolio of inspection solutions, NexLevel Inspection aims to be a one-stop destination for companies seeking reliable and efficient inspection services.
NexLevel Inspection prides itself on its commitment to safety, quality, and professionalism. The company continuously invests in training and technology to stay at the forefront of the industry. By employing innovative approaches and staying up to date with the latest advancements, NexLevel Inspection ensures that their clients receive accurate and timely inspection results.
Overall, NexLevel Inspection is a trusted partner for companies looking for comprehensive inspection services. With their expertise, advanced techniques, and commitment to excellence, they play a crucial role in maintaining the integrity and safety of structures and equipment across various industries.
home inspection in NE calgary home inspection North East calgary, calgary home inspections home inspections calgary home inspector calgary Home Inspections for big homes
0 notes
Text
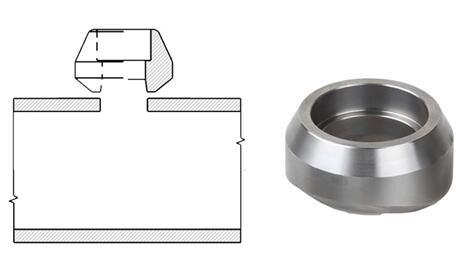
A branch becoming is used to create internally bolstered connections from the run pipe to the outlet pipe between forty five and ninety degrees. A Weldolet fitting is a famous department becoming this is part of the butt-weld becoming own family. These fittings are welded onto the outlet to the run pipe and are used in higher pressure packages. The Astm A105 Weldolet is a solid grade that connects the pipe to reduce the pressure at the grade. Those items have a comparable or higher schedule than the time table on the run pipe. Asme B31.Three Weldolet allows bring fluids at pressures as consistent with the limits visible in petroleum refineries and other industries. The A234 Wpb Weldolet covers popular carbon and alloy metal material that can be produced in seamless and welded types. A weldolet is available in a size range between ¼ to 36 inches. An Mss Sp 97 Weldolet covers material with dimensions, end, testing, and tolerance of integrally bolstered branched outlet fittings. A category 3000 Weldolet can preserve nominal stress of 2000psi with a maximum check stress of 3000psi. Our enterprise is a Weldolet producer in India that observe all requirements of the nearby and global legislature to produce the great merchandise in the industry.
PIPE WELDOLET SPECIFICATION
Connect Type - Bevelled and Welded
Dimensions - MSS-SP-97, ASME B31.3, B31.1, B31.8, B31.4, ASME/ANSI B16.11
Thickness - Schedule 5S to120S
Size From - 1/8″to 24″
Class - 6000LBS, 3000LBS, 9000LBS
EXTERNAL COATING
Teflon Coating, Oxidized, Zinc Plating, Chrome Plating, Mirror Buffed, Hot Dipped Galvanizing, Epoxy Coating, Electro Polished, Passivation
TESTING AND DOCUMENTS
Mill Test Certificates, EN 10204 3.1, Chemical Reports, Mechanical Reports, Destructive Test Report, Non Destructive Test Reports, PMI Test Reports, Visual Inspection Reports, Third Party Inspection Reports, NABL Approved Lab Reports
PACKING
Packed in Wooden Boxes, Bubble wraps, Steel Strips Bundled, or as per Customers Requests
FLANGESNUTS
Manufacturer of all types of fastners and flanges
0 notes
Text
What is the Right Mortgage for Buying a Fixer-Upper?
You have found your dream house but it will take significant work to make it a home. You do not have cash in savings to pay for both a down payment and the repair costs. Not to worry - this is not a hopeless situation. Fortunately, there are two types of mortgage loans available for just this scenario: The Federal Housing Administration (FHA) 203(k) rehabilitation loan or Fannie Mae HomeStyle Renovation Mortgage.
FHA 203(k) Mortgage
The Federal Housing administration has provided a home loan that allows buyers to borrow enough money to cover the price of the home plus the estimated repair costs if that total is no more than 110% of the estimated appraised value of the home after the proposed renovations.
There are several requirements for FHA 203(k) loans. First borrowers must provide a down payment of at least 3.5% and have a minimum credit score of 580. (Although if you put down at least 10% for the down payment, the FHA will accept credit scores as low as 500.) Because it is an FHA loan, borrowers will also be required to pay 1.75% of the loan amount upfront as mortgage insurance and 0.85% on the principal balance for insurance annually for the life of the loan. In order to avoid paying mortgage insurance forever, buyers could consider refinancing sometime after the renovations are completed.
The property must cost less than the FHA mortgage limit for the area and the repairs must total more than $5,000. Almost any type of repairs are allowed, including demolishing a home and fixing up the foundation before rebuilding. This type of loan is not generally for do-it-yourself buyers though. Borrowers are required to hire a 203(k) consultant or contractor who will oversee all the renovations.
Fannie Mae HomeStyle Renovation Mortgage
This loan is great for those who have some major renovations to do as home buyers can borrow money to cover repairs that cost up to 50% of the completed property appraised value. The renovations can include almost anything: remodeling, repairs and even energy efficiency enhancements, as long as the improvements are permanently affixed to the property and increase the home value.
The loan amount will pay for labor and material costs as well as inspections, permits and licenses, and architecture and engineering fees. In addition to all of that, the loan can also include an optional 10% reserve for contingencies. The lender will oversee all renovations.
Investors are also allowed to take out HomeStyle Renovation mortgages with down payments of 15% or more. Investors may not borrow 203(k) loans.
The requirements for HomeStyle Renovation loans include down payments of at least 5% and credit scores of 680 or more. Property prices must fall under the conventional mortgage limits for the area and the work must be completed in 12 months. Private mortgage insurance (PMI) will be required for any loans with down payments of less than 20%.
If you are willing to wait a little for repairs and do the work to meet the loan standards, home renovation loans like the FHA 203(k) or the Fannie Mae HomeStyle Renovation mortgage can help you buy the fixer-upper you love.
At Key One Financial Inc , we are available by phone at 844-539-6631 to answer any questions that you have about this important topic and to give you the best advice for your particular situation. Whatever you decide is best for you - we can help you.
2 notes
·
View notes
Text
Survey on Pathological Lesion and Its Financial Losses in Ovine Slaughtered at Jimma Municipal llll Abattoir, Jimma, Ethiopia-Lupine Publishers

Dairy and Veterinary Sciences Journal| Lupine Publishers
Abstract
A cross-sectional study was conducted from October 2016 to July 2017 on ovine slaughtered at Jimma municipal abattoir with the aim of identifying main pathological lesions causing organs and carcass condemnation, and associated direct financial losses. In this, 384 sheep were recruited to the study using systematic random sampling and standard antemortem (AM), and postmortem inspection (PMI) procedures were employed. Nasal discharge, tick infestation, coughing, lameness, emaciation, depression and salivation are recorded as the major AM findings of the current study. Accordingly, 47 (12.2%) sheep showed signs of diseases and abnormalities; of which 23(6%) were conditionally approved whereas 11 (2.9%) sheep were unfit and judged to be detained and rejected. In the present study age, body conditions and geographic origin of the animals were considered as study variables, and the results showed BCS and age groups had statistically higher (p ≤ 0.05) rejection probabilities. PM examination findings indicated a total of 192 lesions were encountered, of which 48.9%, 29.2%, 6.8%, and 5.7% lesions were recorded from livers, lungs, GIT, and hearts and kidneys, respectively. During the PM inspection, both total and partial condemnation judgments were passed on organs and carcass appeared with a sign of abnormality. C. teniculosis 58 (30.2%), calcification 36(18.7%), abscess 31(16.2%), hydatid cyst 23 (12%), hepatitis 10 (5.2%), pericarditis 4(2%), bruise 3(1.6%) and nephritis 2(1%) were found to be the major pathological lesions recorded. In two sheep all organs and carcass were totally condemned as their entire bodies appeared yellowish. The direct loss due to the condemnation of organs and carcasses at Jimma municipal abattoir was also investigated in slaughtered sheep, and there were about 56,576 USD losses per year. In conclusion, this study has identified the pathological lesions affecting edible organs and meat, and then rendering them unfit for human consumption. The study also estimated pathological lesions associated direct financial losses at Jimma abattoir. Therefore, further studies focusing on the primary causes of the abnormalities were recommended in the study area.
Keywords: Abattoir; Financial loss; Lesion; Organ condemnation; PMI; Sheep; Jimma
Introduction
The livestock sector globally is highly dynamic, contributes 40% of the global value of agricultural output and support the livelihoods and food security of almost a billion people (Thornton [1]). Within African society, small ruminant comprises a greater proportion of the total wealth of the rural families, because of the low input requirements such as low initial capital, fewer resources and maintenance cost. They are also able to produce milk and meat in readily usable quantities using marginal lands and poor pasture and crop residues. Furthermore, their production cycle makes them need only short periods to reconstitute flocks after a disaster and respond quickly to the demand (Getenby, [2]). Ethiopia is the leading African country in livestock population, having around 34-40 million TLU (Tropical livestock unit) out of which 17% and 12% cattle and small ruminants, respectively, are found in Ethiopia (Ministry of information (MOI) [3]. According to (Development, pp Statis, [4]), the population of sheep and goats in Ethiopia is estimated to be 26.1 and 21.7 million respectively. It was the third largest number of sheep and goat among African nations and rank eighth in the world (Alemu and Merkel, [5]).
They generate cash income from export of meat, edible organs, skins and live animals (Ibrahim, 1998). There is also a high domestic meat demand from these animals, particularly during religious festivals. Even though this sub-sector contributes much to the national economy, its development is hampered by various constraints. These include endemic animal diseases, insufficient nutrition, poor husbandry, and lack of sufficient infrastructure, trained labor and government policies (PACE, [6]). Each year a large loss results from the death of animals and weight loss during transportation; and condemnation of edible organs and carcasses at slaughter.
Abattoir meat inspection is essential to remove gross abnormalities from meat and its products, to prevent the distribution of contaminated meat and to assist detecting and eradication of certain livestock diseases. More specifically, antemortem inspection attempts to avoid introduction of clinically diseased animals into slaughter house and also serves to obtain information that will be useful in making sound post mortem inspection. Likewise, postmortem inspection is the center around which meat hygiene revolves since it provides information essential for evaluation of clinical signs and pathological process that affect the wholesomeness of meat (Herenda, et al. [7]).
As the meat is the sources of protein to a human being, it should be clean and free from diseases of particular importance to the public such as tuberculosis and cysticercosis. Meat is also condemned at slaughterhouse to break the chain of some zoonoses which are not transmitted to man directly via meat like hydatidosis and other important diseases of animals such as fasciolosis (Arbabi and Hooshyr [8]; Fufa et al. [9]).
Each year a significant economic loss results from mortality, poor weight gain, condemnation of edible organs and carcasses at slaughter. This production loss in the livestock industry is estimated at more than 900 million USD annually (Jacob, [10]; Abebe, [11]; Jobre et al. [12]). The major causes of pathological lesion during PMI of slaughtered ovine at abattoir are the disease caused by parasites, bacterial and other abnormalities. The final judgment as to action to be taken with an organ, the carcass or part of a carcass is based on the total evidence produced by the visual observation, palpation and incision (Teka, [13]). Abattoir data is an important option for observing the diseases of both economic and public health importance (Arbabi and Hooshyr, [8]; Fufa, et al. [9]). Nowadays, several modern abattoirs like: HELMEX, ELFORA, Metehara, Modjo and Luna are established in Ethiopia. This increase in a number of slaughterhouse shows that increase in demand for meat supply, but the provisions have been challenging due to diseases, production problems and other factors. Given this, proper evaluation of financial losses due to organ condemnation resulting from various diseases at abattoirs is needed (Ezana, [14]). It is necessary to have enough information on a pathological lesion that causes organs and carcass condemnation at the abattoir. Hence, having information on where and how to reduce the losses that may be caused by the various abnormalities (lesions/pathology). Various studies (Jembere, [15]; Yimam, [16]; Aseffa, [17]; Getachew, [18]; Regessa et al. [19]) were carried out in the country in this regard to know the causes and losses associated. However, in Jimma there are no recorded studies conducted on major causes and financial losses associated with organs and carcass condemnation along with survey on pathological lesions. Therefore, the objectives of this study were to:
a) Identify major pathological lesions causing organs and carcass condemnation in slaughtered sheep at Jimma municipal abattoir
b) Estimate the direct financial losses attributed to condemned organs and carcass in sheep
Materials and Methods
Study Area
The study was conducted from November 2016 to July 2017 at Jimma municipal abattoir in Jimma zone. Jimma two is found in Oromia region south-western part of Ethiopia at a distance of 346km away from Addis Ababa and lies between 36°50'E longitude and 7°40'N latitude atan average elevation of 1750 meter above sea level. Jimma is the largest city in south-western Ethiopia. It is special zone of the Oromia Regional state and is surrounded by different Jimma woreda. The climate of the area is characterized by humid tropical with bimodal heavy rainfall which is uniform in amount and distribution, ranging from 1200 to 2800mm per year, with short and main seasons occurring from mid-February to May and June to September, respectively. The rainy season extends from mid-February to early October. Temperatures at Jimma are in a comfortable range, with the daily mean staying between 20 °C and 25 °C year-round. The total human populations of Jimma town was about 174, 446(88, 766 males and 85, 680 females). The livestock population of the area was reported to be about 2, 016, 823cattle, 942, 908 sheep, 288, 411 goats, 74, 574 horses, 49, 489 donkey, 28, 371 mules, 1, 139, 735 poultry and 418, 831bee hives (GOR, [20]).
Study Population
The study animals were sheep brought Jimma municipal abattoir and destined for slaughter. All animals were male and belonged to indigenous breeds kept under extensive management system. Sheep destined for slaughter had come from different parts of the weredas in the Jimma zone such as Dedo, Serbo, Saqa and Bilida inspected by standard AM, and PMI.
Study Design
A cross-sectional study using systemic random sampling technique was conducted from December 2016 to April 2017 to determine the pathological lesion that causes organs and carcass condemnation and to estimate the magnitude of direct financial loss attributed in sheep slaughtered at Jimma abattoir.
Sampling Method
Sample size determination
In this study, systematic random sampling method was applied to include study animals, and study animals were grouped into young (under 1year and three months) and adult above this based on the eruption of one or more incisor teeth according to Vatta et al. [21]. Since there was no published work on lesion survey from Jimma abattoir, 50% expected prevalence is considered to calculate the total sample size with 95% CI, 5% level of precision (Thrushfield, [22]). The sample size was 384 and determined using the formula given by
Where N= required sample size, Pexp= expected prevalence and d is desired absolute precision. Accordingly, the total sheep included in the study were 384.
Abattoir Survey
In the cross-sectional study of active abattoir survey, both AM and PMI were carried out in accordance by the procedures of Ethiopian Meat Inspection Regulation (Belina and Melese, [23]).
Ante-mortem Inspection (AMI)
The AMI (pre-slaughter examinations) of ovine was conducted at lairage both in motion and at rest and information related to study variables such as the behavior of an animal, age, BCS and origin and were recorded. At the same time, various signs of diseases and abnormalities were inspected with physical animal examination and its judgment were approved, conditionally approved, detained and rejected. Study animals were grouped into young and adult age groups according to standard dentation method (Vatta et al.[21]).
Post Mortem inspection (PMI)
During PMI all internal organs (liver, lungs, heart, kidney, gastro-intestinal tract), and carcasses were thoroughly inspected by visualization, palpation and making systematic incisions for the presence of cysts, parasites and other abnormalities. Pathological lesions were differentiated and judged according to guidelines on meat inspection for developing countries as totally fit for human consumption, and conditionally approved, and totally or partially condemned when unfit for human consumption (FAO, [24]).
Assessment of direct Financial Loss
In the current study, the total financial loss due to organs and carcass condemnation was computed by considering the condemnation rate or percentage of each edible organ and carcass, average number of animals slaughtered in the abattoir per year from retrospective data of the abattoir. The average weight of each organ and carcasses in kg, average current local market price of major organs and carcass, and each condemned organ was counted to estimate the financial loss. The average current local market price of each organ and mutton was collected by questionnaire from the butcheries in Jimma town for ease of computing the loss.
The retail average market prices obtained from butcher shops found in Jimma town in ETB were: Liver=30, lung=20, kidney=15, heart=18, GIT=90,whole carcass=4000 and mutton =150ETB/kg. In the case when there was whole carcass plus organs (whole body) rejection at PM, the average price of sheep came for slaughter was considered (4,000ETB). The direct loss is calculated according to the procedures described by Ogurinade and Ogunrinade [25], and the formula:
LOS is direct annual financial loss due to organs and carcass loss, MAK is annual average number of sheep slaughtered at Jimma abattoir, PL is overall prevalence of lesion, Pi is prevalence of each organ and carcass condemned, Ci is average market price of each organ and 1kg mutton at butcher shops of the Jimma town. The direct financial loss was expressed in.com Dollar ($) based on the current currency exchange rate of 1 USD = 22.5 Ethiopian Birr (ETB).
Data Analysis
The active abattoir data, and questionnaire survey were entered into Microsoft Excel- 2016 spread sheet and the process of coding, cleaning and validating was done on this sheet and analyzed using SPSS version 20. For the data from PMI, descriptive statistics were used to determine organ and carcass condemnation rates, defined as the proportion of organs and carcasses condemned to the total number of organs and carcasses examined. Each financial loss was also calculated. Possible variation between rejection rates of specific organs, age groups and origin, were taken into consideration.
Results
Abattoir Survey
Antemortem Inspection (AMI)
Detail AMI was conducted on a total of 384 sheep destined for slaughter at Jimma municipal abattoir and 47 (12.2%) of ovine were found to have different abnormalities. Nasal discharge, coughing, tick infestation, depression, emaciation, and lameness were those frequently observed among signs of diseases encountered in both age groups. The result also showed 6% (23/384) animals were conditionally passed for slaughter because of abnormalities such as lameness, respiratory problem, and their collection with tick infestation. On the other hand2% (8/384) sheep were unfit for human consumption and rejected during AMI. Since, they showed two and more signs of diseases such as emaciation with nasal discharge and depression 1% (4/384), salivation and salivation with coughing 1%(4/384) were the major cause of rejection (Table 1).
Table 1: Abnormalities encountered during AM inspection within Age groups and Origin of the animals.
The AMI result also depicted of 28 sheep with poor body conditions 46.43% were found to have one or more sign/s of illness whereas in those with good BCS only 7% of the sheep were showed sign/s of diseases (Graph 1). In the current study, four different decisions were passed as AM judgments where apparently healthy sheep were passed for slaughter (91%), and others showed mild sign of illness and conditionally approved (6%) whereas 2.9% of sheep were detained and rejected as unfit for slaughter. Rejection rate was significantly higher (p ≤ 0.05) in young animals with poor BCS than in adult animals with good and medium BCS (Table 2).
Figure 1: proportion of ante-mortem finding by animals'boay condition score.
Table 2: Proportion of animals rejected and passed the AMI judgments by age group and BCS at the abattoirs.
Postmortem Inspection (PMI)
Among animals that had been examined during AMI 373 were slaughtered and subjected to through PMI following standard postmortem procedure and a total of192gross pathological lesion leading to partial and total condemnation of organs and carcasses were recorded. Among these abnormalities, lesions were frequently encountered from liver; and of which Cyst cercus teniculosis (34%) and calcification accounted 25.5%. These followed by abscess (13.8%), hepatitis (10.6%), cirrhosis (7.4%) and hydatid cyst (7.4%), fasciolosis (5.3%) and stelezia hepatica (3.2%).
Table 3: Relative percentages of pathological lesions resulted in condemnations of organs and or carcasses at the abattoir.
*AP=organs conditionally passed for human consumption
A total of 56 lungs were also condemned as they were affected abscess (3.6%) and 5% with unidentified lesions. In this study by teniculosis (35.7%), Hydatid cyst (21.4%), marbling lesion abscessation was also inspected in other organs like heart, kidney (17.8%), Emphysema and calcification (16%), pneumonia (12.5%), and GIT, and carcass (Table 3).
Table 4: Summary of direct financial losses and organs and carcass condemned at abattoir.
There was a condition of examining, a single to multiple lesions per organ e.g., we examined teniculosis and Calcification from a single liver; and all are recorded as different lesions.
*=Whole carcass plus organs totally rejected at PM; except in carcass, PC indicates 50% loss.
Out of a total of 11 hearts condemned (Table 4), hydatid cyst Renal problems were observed in 11 kidney examined and 54.5% and pericarditis recorded as major causes contributing 45.5% and found to be caused by abscess whereas 27.3% and 18.2% were 36.4% which followed by abscess (18.2%) and discoloration (0.9%). due to calcification and nephritis and other unidentified causes, respectively.13 GITs were also encounter as with abnormalities likecyst cercus teniculosis and abscess and foreign bodies, and they were subjected to total and partial condemnation accordingly.
The major pathological conditions for carcass rejection from local market were bruising accounting for 42.9%. Out of 7 rejections judgments2 were total and the rest 5 were partial (Table 3&4). There was a condition of examining, a single to multiple lesions per organ e.g., we examined teniculosis and Calcification from a single liver; and all are recorded as different lesions.
*=Whole carcass plus organs totally rejected at PM; except in carcass, PC indicates 50% loss.
Assessment of Direct Financial Losses
The direct financial loss was computed based on average cost/ price of individual condemned organs and carcasses during the study period, applying the formula given by Ogurinade and Ogunrinade [25]. The study indicated that there had been a total loss of 12,729,960 ETB which is 56,576 USD due to a partial and total condemnation of organs and carcass at slaughterhouse annually. The study result also indicated there was a total condemnation of 2(1.3%) whole carcasses (carcass plus organs) (Table 4). For the calculation, alive price of one sheep is considered as 4000ETB for total carcass condemnation.
Discussion
The AM and PM inspections were conducted in the abattoir for the purpose of identifying an abnormality and removing animals' products with pathological lesions which were unsafe for human consumption and having poor aesthetic values (Van L logtestijn, [26]; Gracey et al. [27]). In this research, out of 384 study animals 11(2.9%) were rejected and detained as unfit for human consumption suspecting different zoonotic diseases such as rabies in the case of salivation with high fever and tuberculosis in animals with a sign of emaciation with high coughing, depression and nasal discharge. Similarly, suspecting rabies in the case of salivation and bovine TB in animals with sign of emaciation with high depression and coughing was reported by Belina and Melese [23]. Radostits et al. [28] stated that in domestic ruminants, cobalt deficiency results in appetence and loss of body weight, emaciation, weakness, decreased growth, unthrifty appearance, diarrhea, and anemia. Again during the AMI, 23(6%) of sheep were found to be showing signs of abnormalities such as lameness, tick infestation along with coughing and nasal discharge frequently encountered and passed with judgments of conditional approval where due attention was given for whole body part and specific organ at postmortem examinations.
One of the causes of lameness was trauma caused by hitting with a thick stick during driving to abattoir on foot and inappropriate vehicles and loading and off-loading negligence during transportation to marketplaces and to the abattoir. During the AM examinations, it was found that respiratory disorders were higher than other abnormalities encountered during the AMI 14(3.7%) nasal discharge and 5(1.3%) coughing. The respiratory signs such as the presence of nasal discharge and coughing were most probably related to stress due to lack of feed and water that may lead to immune suppression enhancing opportunistic pathogens. On the other hand, overcrowding during transportation is also a source of stress (Getachew, [18]). In agreement to the current study, coughing, depression and lameness are frequently observed abnormalities encountered during AMI (Mandefro et al. [29] ) at Elfora Export Abattoir, Ethiopia.
The rejection rate was significantly higher (p<0.05) for those poor body conditions than good and medium body conditions (Table 2). Because of poor BC by itself may be due to unidentified abnormalities that increase rejection probability. Jibat et al. [30] studied and determined the rate of organs and carcasses condemned and the associated annual financial loss at HELMEX abattoir in Ethiopia and they reported out of 2688 sheep and goats examined 188 (7%) carcasses were condemned due to poor body condition cases.
On the other hand, there was a significant difference (p=0.051) within the age groups of animals in rejection at AM more young than the adult which were 3.2% (6/185) and 1% (2/199) respectively. It may due to difficulty in protection from stress, shortage of feed and water, not getting enough rest. Herenda et al. [31] stated that leanness (Poorness) is often observed in case of poor quality pasture and young growing animals which have had protein-deficient diet.
In the present study, organ condemnation rate showed that, liver and lung were the most frequently affected organs with the highest condemnation rate followed by GIT, kidney and heart and carcass significantly (p=00), which is 94(48.9%), 56(29.2%), 13(6.8%), 11(5.7%), 11(5.7%) and 7(3.6%) respectively. This finding is in agreement with reports of Cadmus and Adesokan [32] who recorded that lungs (45.7%) and the liver (32.9%) were the most affected organs with the kidney (0.02%) and the heart (0.01%) being the least. The current study introduced that parasites are the major causes of organ condemnations. Parasitic causes like, Cyst cercus teniculosis, hydatidosis, fasciolosis and Stelezia hepatica were found to be the major parasitic conditions responsible for organ condemnation. There was no statistical difference in the rate of organ and carcass condemnation from parasitic infestation considering the age and origin of animals. This shows that parasitic diseases of sheep are widely spread in all age groups and everywhere in the country.
The presence of small ruminant hydatidosis at slaughterhouse has been documented in Ethiopia. (Bekele et al., [33]) reported a prevalence rate of 16.4% in sheep which is higher than the finding in this study (7.4%). Similarly (Jobre et al. [12]) reported prevalence rate of 11% and 6% from South Omo and Debrezeit slaughterhouses, respectively in sheep and goats. In present finding, hydatid cysts were more frequently observed in lungs than liver of sheep (6.3%) and (3.6%) respectively. Additionally, similar findings were also reported by different authors (Khan et al. [34], Dalimai et al. [35] and Daryani et al. [36]). However, the most common site for hydatid cyst was the liver followed by the lungs in the Middle East (Kamhawi et al. [37]). Lungs are most commonly affected by hydatidosis because at old age the liver capillaries are dilated, and most cysts passed directly to the lung. Secondly, the cyst passes to the lung via the thoracic duct without involving the liver (Gracey, [38]). And also, many researchers reported that liver and lung are the most commonly affected organs by hydatid cyst (Abunna and Hordofa, [39]; Denbarga, [40]; Jobre, [12]). The reason being that lung and liver contain highest capillary bed in the body and therefore, the majority of the oncospheres were filtered out and trapped in the fine blood capillaries and only small number of oncospheres reaches the remaining organs (Gracey, [38]). In present study also lungs and liver 12(6.3%) and 7(3.6%) respectively, were affected by hydatidosis.
Out of 94 condemned liver teniculosis is the most frequent cause of organ lesion (34%) followed by calcification (25.5%), abscess 13(13.8%), hepatitis 10(10.6%), cirrhosis 7(7.4%), discoloration 4(4.3%), more than 3 lesion on liver 3(3.2%) and parasites like teniculosis, Stelezia hepatica, Fasciola species and hydatid cyst were found to be the major causes that rendered liver rejection from the local market (Table 3). Fascioliasis constitutes both economic and public health constrains to ruminant production. It is caused by two trematode species, Fasciola hepatica and F.gigantica, which develop in different livestock species mainly sheep and cattle; but, also in many other domestic herbivores (Gracey, and Collins, [41]). The reported prevalence of Fasciolaspp. (5.3%) was lower than other studies in bovine, like Belina and Melese [23] study result showed fasciolosis and hydatidosis alone contributed 690(35.1%) gross pathological lesions.
Previous studies have indicated a higher economic loss resulting from a condemnation of edible organs and carcasses due to parasitic causes (Negategize et al. [42]; Jembere, [15]; Jibat, [43]). In the current study, these parasitic causes of liver lesion might be due to improper wasting of condemned organ and the stray dog feed it at abattoir and selling of infected offal for dog which is final host for teniculosis and hydatidosis and stay them. Sissay et al. [44] studied the prevalence and seasonal incidence of cestodeparasite infections of sheep in Eastern Ethiopia for two years (2003-2005). During this period, viscera including liver, lungs, heart, kidneys and the gastro-intestinal tract were collected from 655 sheep slaughtered at four abattoirs. One of the most prevalent metacestodes was C. teniculosis. In sheep, the overall prevalence was 79% for C.teniculosis.
The causes for calcification abscess, hepatitis, cirrhosis and discoloration were difficult to identify grossly and it may be due to systemic infectious diseases. Calcification is also another lesion that we encountered; it can be caused by injury, infection, and autoimmune disorders. Large-scale tissue damage is associated with extensive loss of cells, a situation referred to as tissue necrosis. The death of tissue in a specific area of the body leads to the release of signaling factors that attracts cells to clean up and heals the dead tissue. This process, known as an inflammatory response, attracts calcium into the damaged area as it heals (Carne, [45]). This study indicates 24(12.5%), 9(4.7%) and 3(1.6%) of Liver, lung, and kidney, respectively were affected by calcification.
Abscess was also apathological condition; which is a collection of .com circumscribed by fibrous tissues. It occurs with great frequency throughout many organs and the carcasses of the meat animals and may be associated with a general condition or be found as isolated lesions (Libby, [46]). In present study 13(6.8%), 6(3.1%), 6(3.1%), 2(1%) and 2(1%) of liver, GIT, kidney, heart and carcass were affected by abscess. In agreement with (FSIS, [47]) stated that caseous lymphadenitis is a disease of sheep and goats caused by the C.Pseudotuberculosis. Postmortem findings may include, enlarged abscessed lymph nodes with greenish white- yellow caseous exudate, which tends to become dry and granular, cross-sections of lesions contain remnants of connective tissue capsules (resembles the concentric rings seen on the cut surface of an onion). Lesions found in many lymph nodes, especially the subiliac, superficial cervical, deep popliteal, tracheobronchial, and mediastinal lymph nodes, as well as lungs, heart, liver, spleen, and kidneys. (Asrat, [48]) stated that occasionally the worms penetrate the bile duct wall into the liver parenchyma causing liver abscesses.
The study conducted in Gondar abattoir (Mesele et al. [49]) and Nekemte (Moje et al. [50]) also revealed that livers and lungs are the most rejected organs by PM inspection and fasciolosis and hydatidosis are the major causes of rejections. However, in the current study different calcifications, cirrhosis, hepatitis, abscessations, emphysema, pneumonic lesions, marbling (contagious caprine pleuropneumonia (CCPP)) lesion, nephritis, foreign body, traumatic lesions and others non parasitic abnormalities and unidentified lesion contributed to a condemnation of organs and carcasses were investigated. Lungs were condemned because of C.teniculosis, hydatid cysts, marbling, emphysema, calcification, pneumonia, other unknown caused lesion and abscess which were (35.7%), (21.4%), (17.8%),(16%), (16%), (12.5%), (5%) and (3.6%) respectively. C.teniculosis accounts for 35.7% as a principal cause of lung condemnation in sheep This might because of increased number of a stray dog in the area, the principal cause of lung condemnation was parasitic. However, the report observed during a retrospective study (Regassa et al., [19]) reported pneumonia as a principal cause of lung condemnation in central Ethiopia accounting for 42.1% (Getachew, [18]). In current study, from the total lungs inspected higher 56 (29.2%) lungs were condemned. It may because of the animals unable to resist stress within a short period of time during transportation along way on foot, shortage of feed and water, stress due to hitting of animal by personnel who driving animal to market from the farmer and to abattoir and does not getting sufficient amount of rest at lairage may causes this respiratory problem.
FSIS [47] reported that pneumonia is an inflammatory condition of the lungs that maybe caused by infectious agents, parasites, physical trauma, or foreign material inhalation. In similar reports pneumonia might also be as a result of endemic diseases of sheep and goats such as pasteurellosis, which is triggered by stress, contagious caprine pleuropneumonia (Radiostitis et al. [51]). The other cause was marbled appearance (CCPP) lesions: CCPP is a disease peculiar to shoat and takes the form of a chronic inflammation of the lungs and pleura. It is not communicable to man and the carcass and the lungs found to be positive for CCPP can be passed for human consumption after a partial condemnation of the diseased part Gracey and Collins [41]. On the other hand, Emphysema is an abnormal and permanent enlargement of air spaces distal to terminal bronchioles with destruction of their alveolar walls, whereas oedema is a nonspecific lesion in which interstitium and alveoli are accumulated with fluid (Carne, [45]).
Also, different lesions of infectious and noninfectious causes like abscess, pericarditis, nephritis, and discoloration were found to be important causes for the condemnation of edible organs like liver, heart, and kidney. Similarly the same causes were found at central Ethiopia (Getachew, [18]; Regassa et al. [19]) and in goats slaughtered at Nigeria (Ojo, [52]).
In the present study, out of the 11 (5.7%) kidneys condemned abscess 6 (54.5%) account, whereas calcification accounts 3(27.2%), nephritis 2(18.2%) and other unidentified causes 2(18.2%) (Table 3). In this study abscess was a principal cause of kidney condemnation, however, the result in (Dejene et al. [53]) study revealed out of the 57 (6.71%) kidneys condemned Nephritis 20 (2.35%) accounting for 11 (2.59%) and 9 (2.12%) kidneys in Ovine and Caprine respectively, was the principal cause of condemnation. Radostitis et al., [28] stated that embolic nephritis occurs after septicemia or bacteremia when bacteria lodge in renal tissue.
The major causes of heart condemnation were found to be pericarditis, hydatid cyst and abscess. Out of the total of 11 (5.7%) hearts condemned due to gross abnormalities, pericarditis contributes about 4 (36.4%) and hydatid cyst also contribute 4(36.4%) and abscess 3(27.3%) out of condemned organs (Table 3). The main cause of lesion in GIT condemnation primarily parasitic C.teniculosis and abscess 6(46.2%) and foreign body 4(30.8%). As a septic lesion, whenever localized abscess is found, partial condemnation is recommended Gracey and Collins [41].
The main management practices that rendered organs and carcasses unfit for human consumption were bruising of the carcass mainly brought about by not proper handling of animals during transportation to the slaughterhouses by hitting the animal with thick stick and mechanical damage to organs due to faulty evisceration especially liver. Apart from affecting carcass value, bruising has also animal welfare implications as excessive use of sticks while driving to the abattoir, mishandling of animals during loading and unloading, improper transport vehicle and at slaughter could be responsible causes (Mungube et al. [54]). It is stated that bruising of animals during transport is the major source of economic loss in Africa and Asia (Mitchell and slough, [25]). In the present study out of 7 carcass condemnations, 2 (28.6%) whole carcass was also totally condemned due to the yellowish discoloration, suspecting liver disease which may toxicity, systemic disease causing prehepatic and hepatic jaundice. Herenda et al. (2000) stated that icterus is the result of an abnormal accumulation of bile pigment, bilirubin, or of hemoglobin in the blood. Jaundice is divided into three main categories. Prehepatic jaundice occurs following an excessive destruction of red blood cells. Tick-borne diseases such as Babesiaovis and Anaplasmosis cause this type of icterus. Hepatic jaundice occurs due to direct damage to liver cells as seen in liver cirrhosis, systemic infections, and in chemical and plant poisoning. In sheep, jaundice may have been caused by phytogenic chronic copper poisoning. Obstructive jaundice occurs when the drainage of the bile pigment bilirubin is blocked from entry into the intestine.
However, parasitic C.teniculosis and Stelezia hepatic have no public health importance; they are considered as the important cause of economic loss in the meat industry since viscera harboring them are rejected for aesthetic reasons. The threat these parasites pose to small ruminants' meat industry in Ethiopia is evident due to the present situation of improper disposal of offal at abattoirs and backyard slaughter. The presence of freely roaming stray dogs on grazing land together with livestock and the deeply-rooted habit of feeding dogs with offal, including sheep heads, are important risk factors. This may lead to the perpetuation of the life cycle between intermediate hosts (sheep) and the final hosts (dogs) for C.teniculosis and hydatidosis.
The financial loss in the abattoir was high, in this study analyzed those losses through condemnation of organs and carcass from local market. A total loss of (56,576 USD USD) was incurred in the abattoir. Carcass condemnation accounts highest part of the losses of the total direct losses whereas liver, lung, GIT, heart and kidney takes, respectively. The indirect losses from body weight gain, mortality at the farms, public health implications (cause of treatment for a human when diseased upon eating of the affected edible organ which is zoonotic) were not included in the analysis in this study. Thus, the total financial loss attributable to diseases of ovine and, hence, abattoir wastage could be much higher. The economic analysis of livestock diseases in Ethiopia is scarce and inadequate because of lack of information on the prevalence and partly by the complexity of the analysis. Negategize et al. [42] have reported a financial loss associated with a liver condemnation due to ovine fasciolosis alone in the central highlands of Ethiopia amounting to be 2.3 million Ethiopian Birr (460,000 USD). Similarly Jobre et al. [12] have estimated a total annual loss of 1.3 million Ethiopian Birr (260000 USD) resulting from offal condemnation and carcass weight loss [55,56].
Conclusion And Recommendations
The current study revealed that, during the study period different signs of diseases, and abnormalities leading to conditional approval, rejection and detain of animals were encountered at AM inspection. In lesion survey, a total of 192 gross pathological lesions resulting in partial and total condemnations of liver, lung, kidney, heart, GIT and carcass were investigated. Different calcifications, parasitic teniculosis, hydatidosis, fasciolosis, Stelezia hepatica, pneumonic lesions, abscess, cirrhosis, marbling (CCPP), emphysema, hepatitis, nephritis, pericarditis, bruising (mechanical damage), discoloration and foreign body were the main abnormalities recorded as causes of (56,576 USD) losses. There is perpetuation of the life cycle between intermediate hosts (sheep) and the final hosts (dogs) for C. teniculosis and hydatidosis by wasting the condemned organ near abattoir; and sometimes selling of affected organ. The results of the study showed that teniculosis and calcification were the two most frequently examined conditions, contributing 58(30.2%) of gross pathological lesions [57,58].
Based on this conclusion, the following recommendations are recommended:
a) Awareness should be created for the animal attendants, farmers, customers, abattoir workers and butchers regarding the public health significance of diseases of animal origin and the related losses.
b) The government must empower veterinarians and other meat inspector more in passing professional judgments and, avoid complains of investors working in meat industry sector on inspectors judgments.
c) Immediate, safe and controlled elimination of all condemned abattoir materials and the sale of contaminated.
To know more about open access veterinary science journals click on https://lupinepublishers.com/dairy-veterinary-science-journal/index.php
To know more about open access publishing click on https://lupinepublishers.us/
Tumblr : Follow on Linkedin : https://www.linkedin.com/company/lupinepublishers Follow on Twitter : https://twitter.com/lupine_online
6 notes
·
View notes