#object detection
Explore tagged Tumblr posts
Visit Tumblr Blog
Explore Tumblr blogs with no restrictions, modern design and the best experience.
Last Seen Tumblr Blogs





Fun Fact
The most popular pages on Tumblr are about Minecraft, GIFs, and David J. Peterson.

Text
https://www.futureelectronics.com/p/semiconductors--analog--sensors--time-off-flight-sensors/vl6180xv0nr-1-stmicroelectronics-4173292
Time of Flight 3D camera developed, Light Sensing, robot navigation
VL6180X Series 3 V Proximity and Ambient Light Sensing (ALS) Module - LGA-12
#STMicroelectronics#VL6180XV0NR/1#Sensors#Time of Flight (ToF) Sensors#3D camera developed#Light Sensing#robot navigation#Lock-in#camera#Object detection#RF-module light sources#Real-time simulation#phone#vehicle monitoring#people counting
1 note
·
View note
Text
Real-time Object Detection: Color USB Camera Solutions for Modern Warehouses

Success in the fast-paced logistics world of today depends on effective operations. The color USB camera is one of the most revolutionary technologies supporting this endeavor. These cameras are essential for real-time object detection, which guarantees precise and efficient inventory management in warehouses. Knowing the advantages of color USB cameras becomes more important as companies work to streamline their supply chains. They promote accuracy and safety in the handling of commodities in addition to operational efficiency.
The Importance of Color USB Cameras in Warehouse
Color USB cameras are invaluable in modern warehouses for various reasons. First and foremost, their ability to provide real-time data allows warehouse managers to monitor stock levels and inventory movements seamlessly. This capability is essential for making informed decisions quickly, helping to minimize downtime and improve overall productivity.
Additionally, the high-resolution color output of these cameras enhances object recognition capabilities. Unlike traditional monochrome cameras, color USB cameras can differentiate between items more effectively, reducing the risk of errors during sorting and stocking processes. This feature is crucial for warehouses that deal with multiple products, ensuring that items are stored and retrieved accurately.
Enhanced Inventory Management with Color USB Camera Technology
Implementing color USB camera technology in warehouses significantly enhances inventory management systems. With real-time object detection, these cameras can track products as they move through various stages of the supply chain, from receiving to shipping. The cameras’ ability to analyze and report data instantly allows for better inventory forecasting, reducing instances of overstocking or stockouts.
Moreover, integrating color USB cameras with inventory management software creates a powerful solution for warehouse operations. This synergy enables automated tracking and management of goods, streamlining processes that once required manual intervention. As a result, businesses can reduce labor costs while increasing accuracy and efficiency.
Improving Safety and Security in Warehouses
In addition to inventory management, color USB cameras contribute significantly to enhancing safety and security within warehouse environments. These cameras can monitor areas for unauthorized access and detect potential hazards in real-time. By capturing high-definition color footage, they provide clear visuals that can help identify safety compliance issues or security breaches promptly.
Furthermore, having a visual record of warehouse activities aids in investigating incidents or accidents. Color USB cameras allow management to review footage for training purposes, ensuring that employees understand safety protocols and best practices. This proactive approach to safety not only protects workers but also mitigates potential liabilities for the business.
The Future of Color USB Cameras in Warehouse Automation
As technology evolves, the role of color USB cameras in warehouse automation is expected to expand further. Innovations such as artificial intelligence and machine learning will enhance their capabilities, allowing for even more sophisticated object detection and analysis. These advancements will enable warehouses to automate various processes, from sorting items to managing inventory levels autonomously.
Additionally, the integration of color USB cameras with Internet of Things (IoT) devices will create a more connected and efficient warehouse environment. This interconnectedness will facilitate real-time data sharing across various platforms, empowering businesses to make strategic decisions based on accurate, up-to-the-minute information.
Ready to employ cutting-edge technologies to streamline your warehouse operations? Discover how our selection of color USB cameras with real-time object identification capabilities may improve your safety procedures and inventory control. Get in touch with us right now to find out more about our creative solutions and to start down the path to a warehouse that operates more efficiently.
This account's blog entries are all based on in-depth study and personal experience. To ensure that there are no skewed viewpoints, each product is only featured after undergoing extensive testing and assessment. If you encounter any issues, don't be afraid to get in touch with us.
0 notes
Text
#Object Detection#Computer Vision#Object detection in computer vision#object detection and image classification#Image Preprocessing#Feature Extraction#Bounding Box Regression
0 notes
Text
Why Should IITs Implement Face Recognition Technology?
Our latest blog post explores the transformative power of face recognition technology! Discover why IITs should embrace Face Recognition Technology innovation and how it can significantly enhance their educational institutions.
From improving attendance and video surveillance to object detection, activity monitoring, and identification, face recognition technology offers comprehensive benefits for campus safety and efficiency.
#face recognition technology#iit#campus#biometrics#video surveillance#object detection#face biometrics#cctv based solutions#cctv face recognition
1 note
·
View note
Text
Guide to Image Classification & Object Detection
Computer vision, a driving force behind global AI development, has revolutionized various industries with its expanding range of tasks. From self-driving cars to medical image analysis and virtual reality, its capabilities seem endless. In this article, we'll explore two fundamental tasks in computer vision: image classification and object detection. Although often misunderstood, these tasks serve distinct purposes and are crucial to numerous AI applications.
The Magic of Computer Vision:
Enabling computers to "see" and understand images is a remarkable technological achievement. At the heart of this progress are image classification and object detection, which form the backbone of many AI applications, including gesture recognition and traffic sign detection.
Understanding the Nuances:
As we delve into the differences between image classification and object detection, we'll uncover their crucial roles in training robust models for enhanced machine vision. By grasping the nuances of these tasks, we can unlock the full potential of computer vision and drive innovation in AI development.
Key Factors to Consider:
Humans possess a unique ability to identify objects even in challenging situations, such as low lighting or various poses. In the realm of artificial intelligence, we strive to replicate this human accuracy in recognizing objects within images and videos.
Object detection and image classification are fundamental tasks in computer vision. With the right resources, computers can be effectively trained to excel at both object detection and classification. To better understand the differences between these tasks, let's discuss each one separately.
Image Classification:
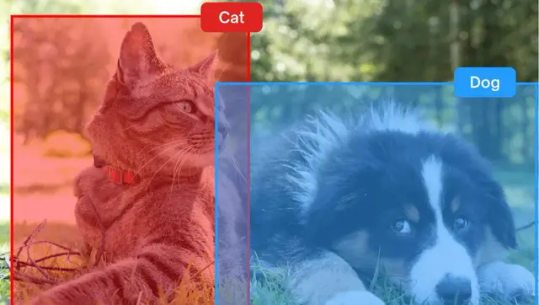
Image classification involves identifying and categorizing the entire image based on the dominant object or feature present. For example, when given an image of a cat, an image classification model will categorize it as a "cat." Assigning a single label to an image from predefined categories is a straightforward task.
Key factors to consider in image classification:
Accuracy: Ensuring the model correctly identifies the main object in the image.
Speed: Fast classification is essential for real-time applications.
Dataset Quality: A diverse and high-quality dataset is crucial for training accurate models.
Object Detection:
Object detection, on the other hand, involves identifying and locating multiple objects within an image. This task is more complex as it requires the model to not only recognize various objects but also pinpoint their exact positions within the image using bounding boxes. For instance, in a street scene image, an object detection model can identify cars, pedestrians, traffic signs, and more, along with their respective locations.
Key factors to consider in object detection:
Precision: Accurate localization of multiple objects in an image.
Complexity: Handling various objects with different shapes, sizes, and orientations.
Performance: Balancing detection accuracy with computational efficiency, especially for real-time processing.
Differences Between Image Classification & Object Detection:
While image classification provides a simple and efficient way to categorize images, it is limited to identifying a single object per image. Object detection, however, offers a more comprehensive solution by identifying and localizing multiple objects within the same image, making it ideal for applications like autonomous driving, security surveillance, and medical imaging.

Similarities Between Image Classification & Object Detection:
Certainly! Here's the content presented in a table format highlighting the similarities between image classification and object detection:
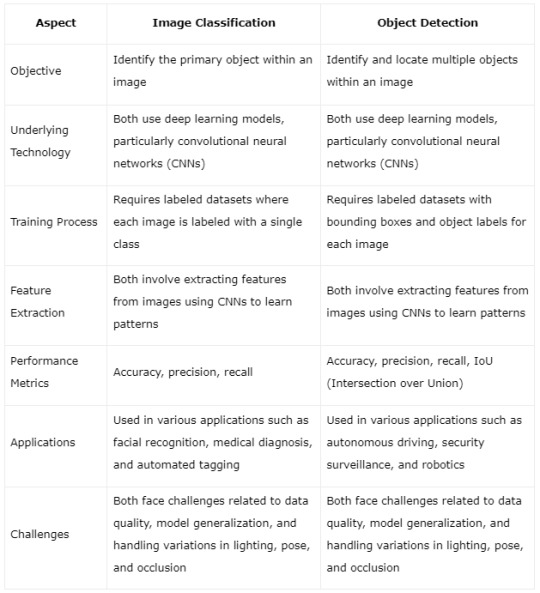
By presenting the similarities in a tabular format, it's easier to grasp how both image classification and object detection share common technologies, challenges, and methodologies, despite their different objectives in the field of computer vision.
Practical Guide to Distinguishing Between Image Classification and Object Detection:
Building upon our prior discussion of image classification vs. object detection, let's delve into their practical significance and offer a comprehensive approach to solidify your basic knowledge about these fundamental computer vision techniques.
Image Classification:

Image classification involves assigning a predefined category to a visual data piece. Using a labeled dataset, an ML model is trained to predict the label for new images.
Single Label Classification: Assigns a single class label to data, like categorizing an object as a bird or a plane.
Multi-Label Classification: Assigns two or more class labels to data, useful for identifying multiple attributes within an image, such as tree species, animal types, and terrain in ecological research.
Practical Applications:
Digital asset management
AI content moderation
Product categorization in e-commerce
Object Detection:

Object detection has seen significant advancements, enabling real-time implementations on resource-constrained devices. It locates and identifies multiple objects within an image.
Future Research Focus:
Lightweight detection for edge devices
End-to-end pipelines for efficiency
Small object detection for population counting
3D object detection for autonomous driving
Video detection with improved spatial-temporal correlation
Cross-modality detection for accuracy enhancement
Open-world detection for unknown objects detection
Advanced Scenarios:
Combining classification and object detection models enhances subclassification based on attributes and enables more accurate identification of objects.
Additionally, services for data collection, preprocessing, scaling, monitoring, security, and efficient cloud deployment enhance both image classification and object detection capabilities.
Understanding these nuances helps in choosing the right approach for your computer vision tasks and maximizing the potential of AI solutions.
Summary
In summary, both object detection and image classification play crucial roles in computer vision. Understanding their distinctions and core elements allows us to harness these technologies effectively. At TagX, we excel in providing top-notch services for object detection, enhancing AI solutions to achieve human-like precision in identifying objects in images and videos.
Visit Us, www.tagxdata.com
Original Source, www.tagxdata.com/guide-to-image-classification-and-object-detection
0 notes
Text
Autonomous Vehicles: LiDAR Modeling and Sharps Object Detection by Daniel Reitberg
Driving cars that drive themselves just got easier. Advanced self-driving car companies are using LiDAR (Light Detection and Ranging) technology more and more to improve how they see and find objects. While LiDAR systems make high-resolution, point-by-point models of their surroundings, they work like very fast 3D laser scanners, sending out millions of pulses per second. However, LiDAR works well in low light, rain, and fog, while cameras have trouble with changing lighting conditions.
Self-driving cars can "see" the world in new and amazing detail thanks to this accurate 3D mapping. LiDAR is a very accurate way to tell the difference between things like people walking, bicycles, and even abandoned cars. This means better navigation, especially in cities with lots of traffic and surprising obstacles. With LiDAR, self-driving cars can see their surroundings clearly and completely, which lets them respond quickly and correctly to changing conditions on the road.
LiDAR is a big step forward in the development of self-driving cars. Self-driving cars can travel more safely and more efficiently in the future thanks to LiDAR's better ability to find objects.
#artificial intelligence#machine learning#deep learning#technology#robotics#autonomous vehicles#robots#collaborative robots#business#lidar#lidar technology#object detection
0 notes
Text
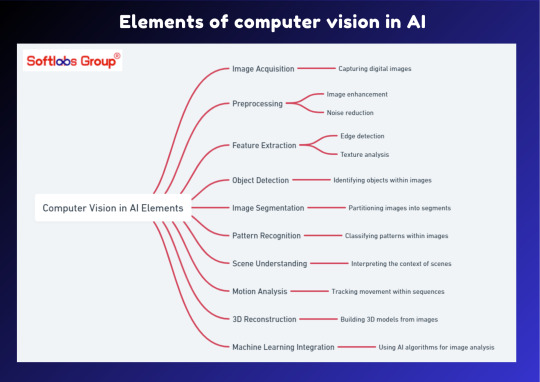
Explore the fundamental elements of computer vision in AI with our insightful guide. This simplified overview outlines the key components that enable machines to interpret and understand visual information, powering applications like image recognition and object detection. Perfect for those interested in unlocking the capabilities of artificial intelligence. Stay informed with Softlabs Group for more insightful content on cutting-edge technologies.
0 notes
Text
Ultrasonic Sensors: A Comprehensive Guide
Ultrasonic sensors are devices that use ultrasonic waves, which are sound waves with frequencies higher than the audible range for humans (typically above 20,000 hertz), for various applications.
These sensors operate on the principle of sending out ultrasonic waves and measuring the time it takes for the waves to bounce back after hitting an object. This information can then be used to determine the distance or presence of the object.
Ultrasonic Sensors Working Principle
The working principle of ultrasonic sensors is based on the transmission and reception of ultrasonic waves. Here’s a step-by-step explanation of how these sensors operate:
Generation of Ultrasonic Waves:
Ultrasonic sensors consist of a transducer, typically a piezoelectric crystal, that can convert electrical energy into ultrasonic waves. When an electrical voltage is applied to the crystal, it vibrates and generates ultrasonic waves in the frequency range beyond human hearing (typically above 20,000 hertz).
Wave Emission:
The ultrasonic sensor emits a short burst of ultrasonic waves into the surrounding environment. This burst of waves travels outward from the sensor.
Wave Propagation:
The ultrasonic waves move through the air until they encounter an object in their path. The waves continue to propagate until they hit a surface.
Reflection of Ultrasonic Waves:
When the ultrasonic waves strike an object, they are reflected back towards the sensor. The reflection occurs because the ultrasonic waves encounter a change in the medium (from air to the object’s surface), causing the waves to bounce back.
Reception of Reflected Waves:
The same transducer that emitted the ultrasonic waves now acts as a receiver. It detects the reflected waves returning from the object.
Time Measurement:
The sensor measures the time it takes for the ultrasonic waves to travel from the sensor to the object and back. This time measurement is crucial for determining the distance to the object.
Distance Calculation:
Using the known speed of sound in the air, which is approximately 343 meters per second (at room temperature), the sensor calculates the distance to the object. The formula for distance (D) is given by D = (Speed of Sound × Time) / 2.
Output Signal:
The calculated distance information is then processed by the sensor’s electronics, and the output is provided in a suitable format, often as an analog voltage, digital signal, or distance reading.
These sensors work by emitting ultrasonic waves, detecting their reflections from objects, measuring the time taken for the round trip, and using this time information to calculate the distance to the objects in their detection range. This working principle is fundamental to various applications, including distance measurement, object detection, and obstacle avoidance.
Ultrasonic Sensors Pins Configurations
The pin configurations of ultrasonic sensors may vary depending on the specific model and manufacturer. However, We will discuss general overview of the typical pin configuration for a commonly used ultrasonic sensor module, like the HC-SR04. This module is widely used in hobbyist and educational projects.
The HC-SR04 ultrasonic sensor typically has four pins:
VCC (Voltage Supply):
This pin is used to provide power to the sensor. It typically requires a voltage in the range of 5V.
Trig (Trigger):
The Trig pin is used to trigger the start of the ultrasonic pulse. When a pulse of at least 10 microseconds is applied to this pin, the sensor emits an ultrasonic wave.
Echo:
The Echo pin is used to receive the ultrasonic waves that are reflected back from an object. The duration of the pulse received on this pin is proportional to the time it takes for the ultrasonic waves to travel to the object and back.
GND (Ground):
This pin is connected to the ground (0V) of the power supply.
Read More: Ultrasonic Sensors
#ultra sonic#ultrasonic sensors#ultrasonic technology#sensor technology#sensor applications#non-contact measurement#distance measurement#level measurement#flow measurement#object detection#obstacle avoidance#industrial automation#automotive industry#robotics#healthcare#home automation#smart homes#IoT#internet of things#technology#innovation#engineering#science#research#development#education#learning#acoustics#sound waves#frequency
0 notes
Text
Object detection and its Real-World Applications
The real-world applications of object detection can be seen in many crucial areas of our lives such as medical imaging, video tracking, movement detection, facial recognition, object recognition and even in autonomous vehicles.
0 notes
Text
Image Classification vs Object Detection
Image classification, object detection, object localization — all of these may be a tangled mess in your mind, and that's completely fine if you are new to these concepts. In reality, they are essential components of computer vision and image annotation, each with its own distinct nuances. Let's untangle the intricacies right away.We've already established that image classification refers to assigning a specific label to the entire image. On the other hand, object localization goes beyond classification and focuses on precisely identifying and localizing the main object or regions of interest in an image. By drawing bounding boxes around these objects, object localization provides detailed spatial information, allowing for more specific analysis.
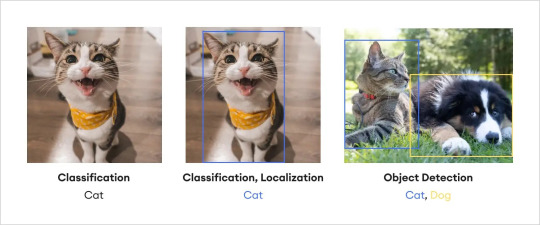
Object detection on the other hand is the method of locating items within and image assigning labels to them, as opposed to image classification, which assigns a label to the entire picture. As the name implies, object detection recognizes the target items inside an image, labels them, and specifies their position. One of the most prominent tools to perform object detection is the “bounding box” which is used to indicate where a particular object is located on an image and what the label of that object is. Essentially, object detection combines image classification and object localization.
1 note
·
View note

Text
Merevolusi Pembuatan Konten: Pengertian, Apa itu Gambar AI? Manfaat, Fitur, serta Bagaimana Dampak, Cara Kerja dan Aplikasi AI Image Resizer atau Pengubah Gambar AI!
Merevolusi Pembuatan Konten, Pengertian dan Apa itu Gambar AI? Manfaat, Fitur, serta Bagaimana Dampak, Cara Kerja dan Aplikasi Pengubah Gambar AI atau AI Image Resizer! Dalam lanskap pembuatan konten digital yang terus berkembang, integrasi kecerdasan buatan atau yang sekarang, khususnya di tahun ini lebih dikenal dengan istilah Artificial Intelligence (AI) telah membawa transformasi yang…

View On WordPress
#Apa#Aplikasi#Augmented Reality#CapCut#Cara Kerja#Citra Medis#Content Creation#Dampak#Evolusi#Filters#Fitur#Gambar AI#GANs#Internet#Manfaat#Masa Depan#Object Detection#Penerapan#Pengertian#Restorasi Gambar#Segmentation#Style Transfer#Super Resolution#Tantangan#Tools
0 notes
Text
Global Shutter USB Cameras: Revolutionizing Warehouse Object Detection Accuracy

Accuracy and efficiency are crucial in the hectic world of logistics and warehousing. Cutting-edge technology like the global shutter USB camera is becoming game-changers as companies want to streamline processes. Global shutter USB cameras simultaneously capture every pixel of a picture, unlike typical cameras that may produce motion blur during high-speed activity. Accurate object detection is made possible by this capacity, which is essential for enhancing inventory control, cutting down on mistakes, and expediting processes. This blog post will discuss the several advantages that global shutter USB cameras offer as well as how they are transforming the accuracy of warehouse item recognition.
Understanding Global Shutter USB Camera Technology
What makes global shutter USB cameras unique?
Global Shutter USB cameras use a technology that allows all pixels in the sensor to be exposed to light at the same time. This is in contrast to rolling shutter cameras, which expose pixels sequentially. The advantage of the global shutter mechanism lies in its ability to eliminate motion distortion, which is particularly beneficial in environments where objects are moving quickly, such as warehouses. This feature ensures that images are clear and sharp, even when capturing fast-moving items.
Benefits of Global Shutter Technology in Warehouses
The introduction of global shutter USB cameras into warehouse settings offers several significant benefits:
Improved Accuracy: With the ability to capture images without distortion, businesses can achieve higher accuracy in object detection. This leads to fewer errors in inventory management, reducing costly mistakes.
Faster Processing Speeds: The simultaneous exposure of all pixels allows for faster image processing. This is crucial in environments where time is of the essence, such as during peak shipping periods.
Enhanced Object Recognition: Global shutter USB cameras facilitate more reliable object recognition technologies, enabling automated systems to identify products and manage inventory more effectively.
Applications of Global Shutter USB Cameras in Warehouse
Automated Inventory Management Systems
One of the most significant applications of global shutter USB cameras in warehouses is in automated inventory management systems. These cameras can provide real-time imaging and analysis, enabling businesses to track inventory levels accurately and efficiently. By integrating with software solutions, these cameras help automate restocking processes and inventory audits, ensuring that stock levels are always optimal.
High-Speed Sorting and Quality Control
In the fast-paced world of warehousing, sorting and quality control processes must be swift and accurate. Global shutter USB cameras play a vital role in these operations by providing clear images of products as they move through sorting systems. This technology allows for quick identification of items, reducing the chances of misplacement or mislabeling and ensuring that only quality products reach the end consumer.
Enhanced Security Monitoring
Security is a top priority for warehouses, and global shutter USB cameras contribute significantly to this aspect. Their ability to capture clear images in varying lighting conditions makes them ideal for surveillance purposes. With real-time monitoring capabilities, these cameras can help detect unauthorized access or suspicious activity, enhancing overall security protocols within warehouse environments.
The Future of Global Shutter USB Cameras in Warehouses
Advancements in Technology
The evolution of global shutter USB cameras is ongoing, with advancements continuously enhancing their capabilities. Innovations in sensor technology and image processing algorithms promise even better performance in terms of speed, accuracy, and reliability. As these cameras become more affordable, their adoption in warehouse settings is expected to rise significantly.
Integration with AI and Machine Learning
Global shutter USB cameras are becoming commonplace in storage, and their performance will be further improved by integrating them with machine learning and artificial intelligence (AI) technology. Real-time image analysis by these technologies enhances object detection precision and makes predictive analytics possible for inventory control. Smarter warehouses that run more effectively and efficiently will be made possible by this connection.
Are you prepared to deploy global shutter USB cameras to advance your warehousing operations? Examine how these cutting-edge tools can improve the precision of your item identification and optimize your workflow. Get in touch with us right now to find out more about our innovative solutions and maintain your lead in the cutthroat logistics market!
0 notes
Text
Visionary Guide to Unattended Object Detection using AI Video Analytics

The rise of artificial intelligence (AI) has revolutionized the way we look at security and surveillance systems. AI video analytics offer an innovative way to detect and monitor objects in a variety of scenarios, a technology that can be used to enhance security, automate processes, and increase accuracy. In this article, we’ll explore the different types of object detection using AI video analytics, and how they can be used to improve safety and security.
Unattended Object Detection
Unattended object detection, also known as abandoned object detection, is a type of object detection that uses AI video analytics to detect objects that have been left behind in an area. This technology can be used to detect objects that are not normally visible to the naked eye, such as suspicious packages or items that have been left behind in public areas. This type of object detection can be used in a variety of scenarios, such as airports, public transportation hubs, and shopping malls, to ensure that no suspicious activity is taking place.
Colour-Based Object Detection
Colour-based object detection is a type of object detection that uses AI video analytics to detect objects based on their colour. This type of object detection can be used to identify objects that are of a certain colour, which can be used to identify individuals, detect objects that need to be removed, or detect objects that are of interest. This type of object detection can be used in a variety of scenarios, such as traffic monitoring, medical imaging, and security systems.
#object detection#ai#aritificial intelligence#video analytics#traffic management#smart city#traffic safety#intozi#intozitechnology
0 notes
Text
Simplify Detection Challenges with KUS600 Ultrasonic Sensor
Are you facing detection challenges in your industrial or automation processes? The KUS600 Ultrasonic Sensor from Kcsensor might be the solution you've been looking for. Designed to provide accurate and reliable distance and level measurements, the KUS600 sensor offers a range of features that can help you simplify complex detection tasks and improve overall efficiency.
Key Features:
High Accuracy: The KUS600 Ultrasonic Sensor is equipped with advanced signal processing technology, enabling it to achieve high measurement accuracy even in challenging environments. This accuracy is essential for critical applications where precision is paramount.
Long Range Capability: With a range of up to 10 meters (32.8 feet), the KUS600 can cover a wide variety of distance and level measurement needs, making it suitable for both short-range and long-range applications.
Multiple Output Options: The sensor offers various output options, including analog voltage and current outputs, as well as digital outputs. This versatility allows seamless integration with various control systems and programmable logic controllers (PLCs).
Easy Installation: The sensor comes with mounting brackets and hardware, simplifying the installation process. The intuitive interface and adjustable settings further streamline setup, reducing downtime and installation costs.
Non-Contact Measurement: Ultrasonic technology enables non-contact distance measurement, eliminating the need for physical contact with the target object. This feature is particularly useful when dealing with delicate, abrasive, or hazardous materials.
Built-in Temperature Compensation: Temperature fluctuations can affect measurement accuracy. The KUS600 includes built-in temperature compensation, ensuring that measurements remain reliable even when operating in varying temperature conditions.
User-Configurable Parameters: The sensor allows users to adjust various parameters such as measurement range, sensitivity, and output scaling. This flexibility enables customization to suit specific application requirements.
#Ultrasonic Sensor#KUS600#Detection Challenges#Sensor Technology#Distance Measurement#Object Detection
0 notes