#Hydrochloric Acid 32%Manufacturer
Explore tagged Tumblr posts
Visit Tumblr Blog
Explore Tumblr blogs with no restrictions, modern design and the best experience.
Last Seen Tumblr Blogs





Fun Fact
Tumblr.com rank in the US is 25.
Text
Leading Hydrochloric Acid 32%Manufacturer, Supplier & Exporter in India
Hydrochloric acid (HCl) is a strong and highly corrosive acid with a 32% concentration. It is widely used in various industries, including chemical production, water treatment, and metal cleaning. In household products, it is commonly found in cleaners used for removing stains, descaling, and disinfecting surfaces. Its powerful properties make it an important chemical in both industrial and domestic applications.

How Hydrochloric Acid 32% is Made
Hydrochloric acid is produced by combining chlorine and hydrogen, which are obtained through the electrolysis of saltwater (brine). When these two gases react, they form hydrogen chloride gas. This gas is then absorbed in water to create hydrochloric acid with a 32% concentration. The process ensures high purity, making it suitable for industrial use.
Common Uses of Hydrochloric Acid 32%
1. Chemical Industry
Hydrochloric acid is used to make many chemical products, including fertilizers, dyes, and medicines. It is also an important ingredient in cosmetic production.
2. Water Treatment
Water treatment plants use hydrochloric acid to adjust pH levels, remove impurities, and assist in purifying drinking water and wastewater.
3. Metal Cleaning and Pickling
In the metal industry, hydrochloric acid is used to remove rust, scale, and oxide layers from metals before coating or galvanization. This ensures the metal surface is clean and ready for further processing.
4. Food Industry
Hydrochloric acid is used in food processing to adjust pH levels. It is involved in making sugar, starch, gelatin, and food preservatives.
5. Sugar and Alcohol Production
In sugar and alcohol manufacturing, hydrochloric acid helps regulate pH levels and improves production efficiency.
6. Biodiesel and Petroleum Industry
This acid is used as a catalyst in biodiesel production and also helps in refining petroleum by removing unwanted impurities. It plays a role in oil well acidizing to improve crude oil extraction.
Dolphin Pharma – A Trusted Hydrochloric Acid 32% Manufacturer
Dolphin Pharma is a well-known Hydrochloric Acid 32% Manufacturer in India, supplying high-quality hydrochloric acid for industrial use. Our production follows strict quality standards to ensure purity and safety.
We provide bulk supplies with safe transportation using coated tank cars to prevent corrosion. As a trusted Hydrochloric Acid exporter and supplier, we serve industries worldwide with premium-grade hydrochloric acid.
Conclusion
Hydrochloric acid 32% is a crucial chemical used in many industries, from chemical production to metal cleaning and water treatment. Its strong acidic properties make it valuable in manufacturing processes. Dolphin Pharma ensures the supply of high-quality hydrochloric acid with safe and reliable delivery. For all your industrial needs, contact us today for the best hydrochloric acid solutions.
#Hydrochloric Acid 32%Manufacturer#Hydrochloric Acid 32% supplier#Hydrochloric Acid 32% exporter#Hydrochloric Acid 32%
0 notes
Text
Exploring the Versatility of Hydrochloric Acid AR Grade — Maruti Fine Chemicals
Hydrochloric acid, commonly known as HCl, is a strong, colorless, corrosive mineral acid used in various industrial and laboratory applications. It is highly soluble in water and forms hydrogen chloride gas when dissolved. Maruti Fine Chemicals offers two grades of Hydrochloric acid: AR (Analytical Reagent) Grade and LR (Laboratory Reagent) Grade. Let’s delve into the characteristics, applications, and differences between these two grades.
Hydrochloric Acid: AR Grade
Hydrochloric acid ar grade, also known as Analytical Reagent Grade, is a high purity form of the acid suitable for analytical and research purposes. It is meticulously manufactured to meet stringent purity standards, ensuring minimal impurities that could interfere with analytical procedures. AR Grade HCl typically has a concentration ranging from 30% to 37%, with specifications for trace metal content and other impurities.
Applications of Hydrochloric Acid AR Grade:

Hydrochloric Acid: LR Grade
Hydrochloric acid lr grade, or Laboratory Reagent Grade, is a high-quality grade suitable for general laboratory applications. While it may not meet the stringent purity requirements of AR Grade, LR Grade HCl still offers high purity and is suitable for most laboratory applications. LR Grade HCl typically has a concentration ranging from 30% to 32%.
Applications of Hydrochloric Acid LR Grade:
General Laboratory Use: LR Grade HCl finds application in various laboratory procedures requiring a reliable source of hydrochloric acid. Synthesis: It is used in the synthesis of various chemicals and compounds in laboratory settings. pH Adjustment: Similar to AR Grade, LR Grade HCl is utilized for pH adjustment in solutions.
FAQs:
Q 1. What is the difference between AR Grade and LR Grade Hydrochloric acid?
The main difference lies in their purity levels. AR Grade Hydrochloric acid is of higher purity, suitable for analytical and research purposes, while LR Grade HCl is of slightly lower purity but still suitable for general laboratory applications.
Q 2. Can I interchange AR Grade and LR Grade Hydrochloric acid in laboratory procedures?
In most cases, yes. However, for highly sensitive analytical procedures where trace impurities could affect results, it’s advisable to use AR Grade Hydrochloric acid.
Q 3. Are there any safety precautions to consider when handling Hydrochloric acid?
Yes, Hydrochloric acid is corrosive and can cause severe burns upon contact with skin or eyes. Proper personal protective equipment (PPE) such as gloves, goggles, and lab coats should be worn when handling it. Additionally, it should be used in a well-ventilated area to prevent inhalation of fumes.
Q 4. How should Hydrochloric acid be stored?
Hydrochloric acid should be stored in tightly sealed containers away from heat, direct sunlight, and incompatible substances. It should be kept in a well-ventilated area, preferably in a dedicated acid storage cabinet.
Q 5. Can Hydrochloric acid be disposed of down the drain?

Conclusion:
In conclusion, Hydrochloric acid AR grade and LR Grades serves essential roles in laboratory and industrial settings. Choosing the appropriate grade depends on the specific requirements of the application, with AR Grade offering higher purity for analytical purposes and LR Grade providing a reliable option for general laboratory use. Proper handling and storage are imperative to ensure safety and maintain the integrity of laboratory procedures involving Hydrochloric acid.
0 notes
Text
Take you to understand 1,3-Dichlorobenzene MDCB

1,3-Dichlorobenzene is a colorless liquid with a pungent odor. Insoluble in water, soluble in alcohol and ether. Toxic to human body, irritating to eyes and skin. It is combustible and can undergo chlorination, nitrification, sulfonation, and hydrolysis reactions. It reacts violently with aluminum and is used in organic synthesis. English name: 1,3-Dichlorobenzene English alias: 1,3-Dichloro Benzene; m-Dichloro Benzene; m-Dichlorobenzene MDL: MFCD00000573 CAS Number: 541-73-1 Molecular formula: C6H4Cl2 Molecular weight: 147.002 Physical data: 1. Properties: colorless liquid with pungent odor. 2. Melting point (℃): -24.8 3. Boiling point (℃): 173 4. Relative density (water = 1): 1.29 5. Relative vapor density (air=1): 5.08 6. Saturated vapor pressure (kPa): 0.13 (12.1℃) 7. Heat of combustion (kJ/mol): -2952.9 8. Critical temperature (℃): 415.3 9. Critical pressure (MPa): 4.86 10. Octanol/water partition coefficient: 3.53 11. Flash point (℃): 72 12. Ignition temperature (℃): 647 13. Upper explosion limit (%): 7.8 14. Lower explosion limit (%): 1.8 15. Solubility: insoluble in water, soluble in ethanol and ether, and easily soluble in acetone. 16. Viscosity (mPa·s, 23.3ºC): 1.0450 17. Ignition point (ºC): 648 18. Heat of evaporation (KJ/mol, b.p.): 38.64 19. Heat of formation (KJ/mol, 25ºC, liquid): 20.47 20. Heat of combustion (KJ/mol, 25ºC, liquid): 2957.72 21. Specific heat capacity (KJ/(kg·K), 0ºC, liquid): 1.13 22. Solubility (%, water, 20ºC): 0.0111 23. Relative density (25℃, 4℃): 1.2828 24. Normal temperature refractive index (n25): 1.5434 25. Solubility parameter (J·cm-3) 0.5: 19.574 26. Van der Waals area (cm2·mol-1): 8.220×109 27. Van der Waals volume (cm3·mol-1): 87.300 28. The liquid phase standard claims heat (enthalpy) (kJ·mol-1): -20.7 29. Liquid phase standard hot melt (J·mol-1·K-1): 170.9 30. The gas phase standard claims heat (enthalpy) (kJ·mol-1): 25.7 31. Standard entropy of gas phase (J·mol-1·K-1): 343.64 32. Standard free energy of formation in gas phase (kJ·mol-1): 78.0 33. Gas phase standard hot melt (J·mol-1·K-1): 113.90 Storage method: Precautions for storage, store in a cool, ventilated warehouse. Keep away from fire and heat sources. Keep the container tightly closed. It should be stored separately from oxidants, aluminum, and edible chemicals, and avoid mixed storage. Equipped with the appropriate variety and quantity of fire equipment. The storage area should be equipped with leakage emergency treatment equipment and suitable storage materials. resolve resolution: The preparation methods are as follows. Using chlorobenzene as a raw material for further chlorination, p-dichlorobenzene, o-dichlorobenzene and m-dichlorobenzene are obtained. The general separation method uses mixed dichlorobenzene for continuous distillation. The para- and meta-dichlorobenzene is distilled from the top of the tower, p-dichlorobenzene is precipitated by freezing and crystallization, and the mother liquor is then rectified to obtain meta-dichlorobenzene. The o-dichlorobenzene is flash distilled in the flash tower to obtain o-dichlorobenzene. At present, the mixed dichlorobenzene adopts the method of adsorption and separation, using molecular sieve as the adsorbent, and the gas phase mixed dichlorobenzene enters the adsorption tower, which can selectively adsorb p-dichlorobenzene, and the residual liquid is meta and ortho dichlorobenzene. Rectification to obtain m-dichlorobenzene and o-dichlorobenzene. The adsorption temperature is 180-200°C, and the adsorption pressure is normal pressure. 1. Meta-phenylenediamine diazonium method: meta-phenylenediamine is diazotized in the presence of sodium nitrite and sulfuric acid, the diazotization temperature is 0~5℃, and the diazonium liquid is hydrolyzed in the presence of cuprous chloride to produce intercalation Dichlorobenzene. 2. Meta-chloroaniline method: Using meta-chloroaniline as the raw material, diazotization is carried out in the presence of sodium nitrite and hydrochloric acid, and the diazonium liquid is hydrolyzed in the presence of cuprous chloride to generate meta-dichlorobenzene. Among the above several preparation methods, the most suitable method for industrialization and lower cost is the adsorption separation method of mixed dichlorobenzene. There are already production facilities in China for production. The main purpose: 1. Used in organic synthesis. The Friedel-Crafts reaction between m-dichlorobenzene and chloroacetyl chloride yields 2,4,ω-trichloroacetophenone, which is used as an intermediate for the broad-spectrum antifungal drug miconazole. The chlorination reaction is carried out in the presence of ferric chloride or aluminum mercury, mainly producing 1,2,4-trichlorobenzene. In the presence of a catalyst, it is hydrolyzed at 550-850°C to generate m-chlorophenol and resorcinol. Using copper oxide as a catalyst, it reacts with concentrated ammonia at 150-200°C under pressure to generate m-phenylenediamine. 2. Used in dye manufacturing, organic synthesis intermediates and solvents. Read the full article
3 notes
·
View notes
Text
Green Energy Boondoggle
The “Green” Energy Boondoggle
By NewNarrative
One of the more popular narratives in the U.S. today concerns “green energy” and the elimination of the use of fossil fuels. This topic is popular in the media throughout the U.S as well as here in California. One simply cannot read a newspaper these days without finding a reference to the greatness and future of solar power. But has anyone considered what they are saying when they demand for the push to end fossil fuels? Or do they think about how much it will cost to build all of these new clean power facilities? What about what the REAL cost to the environment is?
Make no mistake, clean energy has its place. Reducing green house gasses is a noble cause. But before we rush headlong into destroying the economy (see below), let’s look at some facts about solar power and specifically energy uses here in California.
Today, solar power represents a mere 7% of the State’s total retail energy usage. Currently, 41% of the state’s energy consumption is dedicated to transportation (fossil fuels), and another 24% of the State’s energy, mostly fossil fuels, is used for industrial uses. With this in mind, one begins to see that the goal of the elimination of fossil fuels, while well-meaning, does not begin to address the end of fossil fuels.
Fossil fuels are essential in the operation of many solar facilities. Solar panels are comprised of a number of rare and extremely toxic and hazardous materials that are used in their manufacture. Some of the materials used to make solar panels release in excess of 20,000 times the amount of green house gasses as the CO2 they are meant to help eliminate. Additionally, there is significant waste in the manufacturing process used to create the solar panels. Finally, the panels represent a huge problem at the end of their lives as there are currently no laws in the U.S. concerning how these toxic panels are safely recycled or what they will do to the environment when they are put into landfills. Source: California Energy Commission
It is useful then, to gain an understanding of the place that solar has in California, how much solar capacity the State has, and how much energy in total the State needs. Without the proper perspective, it becomes easy to fall in line with the narrative.
California Solar Production Compared to Other Sources
Currently there is one major solar facility in San Bernadino County, California known as SEGS. SEGS is a actually series of facilities that were initially built in the late 1990’s and commissioned in 2004, where it started with a capacity of 50 MW. The complex has since grown to a capacity of 354 MW spread over several sites. These sites initially were built utilizing Solar Thermal Energy but that has since evolved into a photovoltaic complex.
The facilities that make up SEGS now consist of a total of 9 solar power plants spread throughout the Mojave Desert. The original site was a Solar Thermal Energy Facility, which when it was built was the world’s second largest. This type of facility uses sunlight to heat oil to 400 degrees C (or more) which is then used to transfer the heat to water to create the steam needed to spin turbines, thereby creating electricity. This type of facility is located at Harper Lake and Dagget and employs about 140 people. Source: Solargenix Energy
One of the initial problems with Solar Thermal Energy is the use of fossil fuels. In 1999, at the SEGS Dagget facility, a 900,000 gallon tank of therminol (a type of mineral oil), which is a heat transfer liquid used to transfer solar heat to the steam tanks, caught fire and burned for hours. Firefighters had to rush to keep the fire from spreading the other nearby tanks that contained sulfuric acid and caustic soda. It seems that not all solar plants generate electricity without the use of other fossil fuels. Source: LA times
The largest U.S. Solar Thermal Energy facility is a Concentrated Solar Power (CSP) facility located at Ivanpah (Mojave Desert, near the California- Nevada border). At a cost of $2.2 billion to build (of which $1.6 billion was federally guaranteed money), this facility uses 173,000 mirrors designed to concentrate sunlight to the top of three towers in which boilers are placed to transfer the heat to boil water which spin the turbines used to generate electricity. This facility was, at the time of its initial construction, the largest such facility in the world, and it has never lived up to its potential due to the high construction cost and numerous incidents and glitches in its operation. These glitches include a fire started by the mirrors directing heat to the wrong part of the solar tower, starting a fire which caused the shutdown of that portion of the facility, and the thousands of birds killed each year as they fly through the beam of heat generated by the mirrors. The complexity of the facility also leaves open the possibility of any number of piping or, other mechanical issues that impair full production. Source: BrightWorks
The cost per KWh from various solar facilities such as mentioned here is also about two to three times that of the cost to produce electricity versus the more practical Photo Voltaic facility at SEGS. As a side note, this facility created 1000 construction jobs to build the plant and has 89 permanent positions on site. Source: US Department of Energy
According to the US Department of Energy, the cost to build a solar plant based on the most recent numbers (2015) is more than four times as much as the cost to build a natural-gas fired plant. Natural gas facilities last between 30 and 50 years, while a solar plant only has a life expectancy of 20 years. Source: US Department of Energy
The cost to build a Solar Thermal Energy facility or a Photovoltaic facility, is considerably more that the cost to build a natural gas facility, as noted by the chart below.
As of 2018, the total percentage of solar energy produced in California represented just 14% of the state’s electricity needs, while energy from coal was 15%. Electricity from nuclear power has fallen to 9.4% from the sole facility at Diablo Canyon, where production has remained constant as other sources of electricity have risen. As a side note, Diablo Canyon is slated to be shut down in 2024, which will make California’s energy shortfall worse.
The combined totals of wind, solar, small hydro, geothermal and biomass produce 32.3% of the state’s total energy output, but that number reached 43.6% with the addition of large hydro electricity production. Electricity from natural gas remains the top source of electricity with a total of 46.5% of the state’s total production. Source: California Energy Commission
One other important fact is that currently, California imports 32% of its power from other states. The total electrical generating capacity in the State of California is around 54,000 MW. Remove the +/-10,000 MW from Diablo Canyon and the total magnitude of the problem begins to emerge. If California produced 100% of the power it needed, it would need an additional 17,000 MW of capacity. To achieve 100% “green” power from solar it would take roughly 20 square miles of panels! That is a lot of panels.
An essential component of the solar conversation has to do with how the solar panels are manufactured.
Solar Panels – How They Are Made
There are two types of solar power plants, photo voltaic (PV) and heat generating. PV facilities use solar panels like the ones on your house to convert sunlight directly into electricity, whereas heat generating facilities use reflective panels to heat a liquid which is then sent to a turbine which in turn spins to create electricity.
The manufacture of the solar panels and what happens to them once they have reached their life expectancy is of some concern. According to ChemService Inc., an industry standards magazine, the manufacture of solar panels is, like fracking, reliant on a variety of chemicals in order to work successfully and efficiently. The panels use silicon like they use for semiconductors, except that even pure silicon is not pure enough to make a solar panel efficient, so the raw silicon must be treated with a chemical-rich process.
First the silicon is mixed with copper and Hydrochloric acid to produce Tricholosilane gas, which is then reduced with hydrogen to make Silane gas. The Silane gas is heated into molten silicon which leads to silicon crystals that can be reformed and used for PV cells and micro chips. This process is very energy intensive and materially wasteful, with about half of the initial pure metallurigical silicon lost in the process. Silicon dust represents safety dangers and Silane gas is incredibly explosive (it ignites when it mixes with oxygen).
Some other chemicals used to make solar panels include Cadnium, Nitrogen Trifluoride and Sulfur Hexafluoride. Cadnium is a naturally occurring earth metal, produced from smelting zinc, copper or lead ore. The EPA has noted that inhaling or being exposed to Cadmium can lead to cancerous and noncancerous damage to lungs and other organs. Cadnium is also very expensive, and like silicon only about half of the cadmium is used in the PV making process - so
the rest is waste. Finally the risk of any type of breach or leak of cadmium into the water supply would be very harmful.
While solar panels do not generate greenhouse gasses when they operate, the manufacturing process of solar panels does. Two additional chemicals used in the manufacture of solar panels includes Nitrogen Trifluoride and Sulfur Hexafluoride. Nirgoen Trifluoride is 17,000 times stronger than CO2 while Sulfur Hexafluoride is 22,800 times more potent than CO2. These gasses are released into the atmosphere during the manufacturing process. Source: ChemService Inc. Magazine
Finally, there is the matter of what to do with the solar panels once they have reached the end of their life expectancy. Currently, there are no laws in the US (as there are in Europe) with regard to the disposal of the used panels. Most panels go to a recycler first, who will remove any copper wires and the aluminum frame. But the rest of the panel is essentially chemically-laden glass which is toxic and potentially lethal.
According to the International Renewable Energy Agency there is a solar e-waste glut coming with an anticipated 78 million metric tons of waste being generated by 2050 with another 6 million metric tons each year thereafter. This is an environmental problem that has yet to be addressed. Source: Renewable Energy Agency
World Wide Manufacturers of Solar Panels
The drive toward 100% clean energy, and specifically from solar, represents a boon to the companies who manufacture the panels, or the polysilicon crystals used to make those panels. The list that follows represents the top ten solar manufacturers and their country of origin as of 2019.
1. JinkoSolar, - Shanghai China
2. Canadian Solar – Guelph, Canada
3. Loom Solar – Faridabad, Haryana
4. Trina Solar – Changzhou, China
5. SunPower Corp – San Jose, CA
6. Hanwha Q Cells – Seoul, South Korea
7. JA Solar – Beijing, China
8. First Solar – Tempe Arizona
9. SF-PV - Changzhou, China
10. Yingli Solar – Baoding, China
Source: SolarClap.com
As of June 2019, only two of those companies, Sun Power and First Solar, are located in the U.S., meaning that in order to continue to work toward 100% “clean energy”, that the panels or components will be purchased largely from China or from elsewhere around the world. It is not clear if all of the panels manufactured by Sun Power or First Solar are made in the U.S., but it is likely that the polysilicon crystals are not.
Add to that fact that the construction, maintenance and operation costs of solar facilities exceed
that of most gas-fired energy facilities, and that the solar panels themselves represent a toxic
disposal problem that has yet to be addressed, and a new picture starts to emerge – that the
true cost of the shift to solar has not been adequately addressed or publically discussed.
While the move to “clean energy” is noble on its face, there is much to be said for energy independence. The U.S. has a 1000 year supply of fossil fuels. The thought that fossil fuels can / should be eliminated to “save the world” is short-sighted at best, and an outright lie at the worst.
Goal of 100% Carbon Free by 2045
California has a stated goal of producing 60% “clean energy” by 2030, and 100% clean energy by 2045. This information comes from CA SB 100, “The Clean Air Act”, a report produced by the California Energy Commission. A close look at this document reveals that this goal only applies to the RETAIL sector. So we are looking at 100% (or green energy) being used to serve the needs of 7% of the total energy market. It’s all about misdirection. Smoke & mirrors. A narrative put forth by well-meaning politicians and the media. Let’s all (not) get on the bandwagon.
According to the Wall Street Journal, 80% of the world’s solar components are made in China. The push to build more solar facilities in the U.S. represents what could be the single largest transfer of wealth to other countries in the history of this great nation. Those panels require extremely toxic chemicals in their manufacture, some of which release extraordinarily high levels of greenhouse gasses.
Finally, the disposal of the used panels represents yet another hurdle, as there are currently no laws or regulation as to their disposal. 78 million metric tons represents 172 TRILLION pounds of toxic waste. How green is that?
It is becoming clear that solar by itself is not the answer to producing “clean” energy. Nuclear power is clean. Nuclear facilities last a long time, and despite the bad rap that has been placed on these facilities, there have been very few issues here in the U.S. Hydro power is efficient and clean, but there is not enough of it. Biomass as an industry that is still in its infancy, but one that has potential to become an important part of the creation of green energy. Natural gas is dominant and relatively clean, especially in California, and will remain the go-to source for electrical power for a long time to come.
With all of this in mind, we need more transparency when it comes to having an honest and realistic discussion about green energy. Unionizing a labor force is not the answer, especially when the competition (China) is using forced labor to make solar panels. We must also be honest about the cost, which is rarely discussed. Any rational discussion about green energy should focus on the resources we already have in the U.S. If we have a 1000 year supply of natural gas, it seems that it would be far more cost effective to utilize what already works.
Timelines to generate 100% clean energy are nothing more than a push to lower the United States and California specifically into a second class society at the effect of the New World Order. The total cost for the conversion of California’s energy to solar is in the trillions. The footprint of these facilities is considerably larger than gas-fired power plants. Solar facilities do not last as long as other types of facilities. Disposal of used panels is a problem.
With regard to “going green”, the cost is clearly not worth it.
1 note
·
View note
Text
How are Chlorine and Caustic Soda Made?
Chlorine occurs naturally but not in its elemental (gas) form (as Cl2). Caustic soda (usually as NaOH) is produced as a liquid. These are produced by passing an electrical current through brine (common salt dissolved in water). This is called electrolysis, a process which has been known for over 120 years to produce caustic soda.
Electrolysis
The process of manufacture in a caustic soda plant uses electricity and salt.
The hydrogen is used to produce hydrochloric acid, ammonia, hydrogen peroxide, or is burned for power and/or steam production. (Wikipedia)
Only part of the caustic soda product is withdrawn from the cathode compartment. The remaining caustic is diluted to ~32% and returned to the cathode compartment. The caustic solution that remains leaves the cell at about 30% concentration before often being further concentrated to 50% away from the cell. Typically, this is done with a falling film evaporator.
In the membrane process, the ion exchange membrane acts as a barrier to all gas and liquid flows, and only allows the passage of sodium ions between compartments. The sodium ions pass in hydrated form to produce sodium hydroxide in the cathode where hydrogen is given off. Chlorine gas is liberated at the anode. The membrane is a copolymer of tetrafluoroethylene or a similar fluorinated monomer. (ICIS) Only part of the caustic soda product is withdrawn from the cathode compartment. The remaining caustic is diluted to ~32% and returned to the cathode compartment.
Uses
Caustic Soda or Sodium Hydroxide has many different uses such as unblocking drains and making soap. Caustic soda main uses include being used as a drainpipe cleaner, unblocks drains, removes built up grease from ovens, used to make soap and detergents. It is a versatile product to have around the house as it has so many uses.
Sodium hydroxide and chlorine are manufactured together to produce chlorine bleach. The reason that drains cleaners contain sodium hydroxide is that it converts gats and grease that clog pipes into soap, which then dissolves in water. Making it a very effective drain cleaner.
Caustic Soda in the soap manufacturing industry is commonly used to make solid soaps. Many individuals now make their own soaps using caustic soda.
0 notes
Text
A Complete Guide to Medical Use of Peppermint
Peppermint (Mentha x Piperita L.), once thought to be a unique species, is now considered a hybrid of two other members of the mint family: water mint (Mentha aquatica L.) and spearmint (Mentha spicata L.).2'3 Although it is native to Europe, peppermint is now an important aromatic/medicinal crop grown throughout North American temperate zones, especially in the states of Indiana, Wisconsin, Oregon, Washington and Idaho. This perennial grows to a height of approximately 1 meter or 40 inches, spreads by surface runners, and has pink-to-purple flowers. In addition, it has a square stem characteristic of all members of the mint family.

Parts Used
The leaf, as an infusion and as an essential oil, is the part used medicinally.
Traditional Use
Both the peppermint leaf, often taken as a tea and the essential oil, which is distilled from the leaves, have a long history of medicinal use. Peppermint is considered a carminative. Peppermint leaf tea has been used for indigestion, nausea, diarrhoea, colds, headache and cramps. The most common use of peppermint oil today is as a flavouring agent in a variety of oral products, including toothpaste, chewing gum and after-dinner mints. This review will primarily deal with the use of peppermint when taken orally or applied topically and not on its use as an aromatherapy agent.
Current Medicinal Use
Peppermint is now primarily used for its digestive actions in the treatment of such conditions as irritable bowel syndrome and indigestion. It is also used in the management of nausea.
Relevant Research
Preventative and Therapeutic Effects
VOLATILE OIL: (-)-menthol and its esters (acetate and isovalerate), (+)- and (-)-menthone, (+)-isomenthone, (+)-neomethone, (+)-menthofuran, eucalyptol, (-)-limonene.
MISCELLANEOUS: flavonoids, phytol, tocopherols, carotenoids, betain, choline, azulenes, rosmarinic acid, tannins.
Note: Menthol makes up 29-48% of the essential oil, but is considered to be a distinctly different agent, not to be confused with the volatile oil of peppermint. Although menthol can be obtained from peppermint oil, the high price of peppermint oil makes this use very uncommon. Today, menthol is usually produced synthetically by the hydrogenation of thymol. Synthetic menthol differs from that produced from peppermint in that it is racemic.
COMMON USES
Peppermint is reputed to have anti-spasmodic, carminative, anti-emetic, diaphoretic, hepatic and antiseptic properties. As with all carminatives, oral consumption is considered useful in the treatment of many digestive disorders especially nausea, vomiting, bloating, nervous bowel and indigestion.", 12 It is also commonly used to treat colds and flus.
GASTROINTESTINAL EFFECTS
According to a 1990 study of a variety of over-the-counter (OTC) products conducted by the Food and Drug Administration (FDA) in the United States, there is not sufficient evidence to demonstrate that peppermint oil is effective as a digestive aid. However, this conclusion was based solely on evidence submitted by the manufacturers of the OTC products being reviewed. Tyler heavily criticizes this review.6 In contrast, the German Commission E's review of the scientific literature has concluded that there is sufficient evidence to demonstrate that peppermint and its volatile oil are effective spasmolytic and that they promote gastric secretions and the flow of bile.
Several studies have found that in order for peppermint oil to alleviate effectively the symptoms of a variety of bowel conditions, including irritable bowel and spastic colon, the oil must reach the colon in its original state (i.e., metabolized state). Thus, most peppermint oil products sold for this purpose in Canada are enteric-coated. Gelatine-coated capsules release the peppermint oil in the stomach where it is metabolized before reaching the colon.
Irritable Bowel Syndrome
Irritable bowel presents with symptoms such as abdominal pain, feelings of distention, and "variations in bowel habits." Several clinical trials have demonstrated the clinical effectiveness of enteric-coated peppermint oil (most often the brand Colpermin®) in relieving these symptoms. In one double-blind, placebo-controlled, cross-over trial (n=18), enteric-coated peppermint oil capsules (1-2 caps three times daily depending on the severity of symptoms) given between meals significantly decreased patients' symptoms when compared with a placebo (peanut oil).
In another randomized, double-blind, placebo-controlled trial in 42 children (all over 8 years of age) with irritable bowel syndrome, enteric-coated peppermint oil capsules (Colpermin® consisting of 187 mg of peppermint oil per dose) were found to reduce the severity of pain after a two-week treatment period. Patients weighing more than 45 kg received 2 peppermint oil or placebo capsules daily and those weighing between 30 and 45 kg received 1 capsule three times daily. If you are thinking of buying peppermint supplement then you should read this guide which will actually help you to buy any kind of supplement.
Anti-Spasmodic
Several in vitro studies have demonstrated peppermint oil's ability to relax smooth muscle via blockade of the calcium channel transport mechanism.19,2° One research team reported that colon spasms during endoscopy were relieved within 30 seconds when diluted suspension of peppermint oil injected along the biopsy channel of the colonoscope in 20 patients. They called for a prospective clinical trial for this indication, but our literature search found none to date. Several clinical studies have noted that the addition of peppermint to barium enema sus-pension decreased the incidence of spasm. One double-blind study (n=141) found that peppermint oil (added to barium sulphate suspension) was significantly effective at relieving colonic muscle spasm during double-contrast barium enema examination. The authors suggest that this simple, safe and inexpensive technique could decrease the need for intravenous spasmolytic agents during barium enema procedures.
Miscellaneous Gastrointestinal Effects
One double-blind, placebo-controlled, crossover study (n=6) found that peppermint oil decreases colonic motility in humans." Another double-blind, placebo-controlled, multicenter trial (n=45) found that a peppermint oil (90 mg)/Caraway oil (50 mg) combination significantly reduced the symptoms of non-ulcer dyspepsia after four weeks of treatment.25 Promising results were reported from another four-week randomized, controlled trial comparing a peppermint oil (90 mg) / Caraway oil (50 mg) combination with cisapride (30 mg daily) in 120 outpatients with functional dyspepsia. In this case, both treatment regimens were found to be equally effective and well tolerated.
ANTI-MICROBIAL ACTIVITY
Anti-Bacterial
In vitro testing indicates that peppermint inhibits the growth of a variety of bacteria including S. aureus, B. brevis, B. circulars, Citrobacter sp., E. colt, Klebsiella sp., S. Typhi, S. Typhirnurium, S. boydii, S. flexneri, and V. cholerae. In addition, peppermint oil was found to be ineffective against Pseudomonas aeruginosa. The clinical significance of these findings is unknown.
Anti-Fungal
Peppermint is reported to inhibit the growth in vitro of a variety of fungi, including: C. albi-cans, C. neoformans, S. schenkii, A. citrii, A. fumigatus, A. oryzae, F. oxysporum, F. solani, H. compactum, M. phaseolina, S. rolfsii, and T. mentagrophytes.27 The clinical significance of these findings is unknown.
Anti-Viral
Peppermint is reported to have activity against herpes simplex virus and Newcastle disease in vitro.9 The clinical significance of this is unknown.
MISCELLANEOUS EFFECTS
Peppermint oil has traditionally been used externally for a wide range of indications, including headaches. One double-blind, placebo-controlled, randomized, crossover clinical trial (n=32) reports that a combination of peppermint oil (10 g), eucalyptus oil (5 g) and ethanol (ad 100 g) significantly increased cognitive performance as well as produced mental and pericranial muscle relaxation. In addition, peppermint oil (10 g) in combination with ethanol (ad 100 g) produced a significant analgesic effect.
ADVERSE EFFECTS
Regular consumption of peppermint leaf tea is considered safe; however, excessive use of the volatile oil (>0.3 g or 12 drops) may cause problems.6 Clinical trials of enteric-coated peppermint oil capsules for a variety of gastrointestinal complaints report few side effects. Heartburn and esophageal reflux can occur if the peppermint oil is accidentally released in the stomach." In addition, a burning sensation during defecation (thought to be due to unabsorbed menthol reaching the rectum) has occasionally been observed when peppermint oil is taken in high doses. Reducing the dose reduces this adverse effect.
There have also been several reports of contact-sensitivity to the peppermint in a variety of oral products, including toothpaste. Symptoms include burning sensation in the mouth, recurrent oral ulceration, stomatitis, glossitis, gingivitis, and perioral dermatitis.
One case report describes the veno-occlusive disease in an 18-month-old boy who had regularly consumed a tea believed to contain peppermint and coltsfoot.
(Tussilago farfara L., Asteraceae) for the previous 12 months. Analysis of the tea revealed that the tea contained Adenosyles alliariae (Gouan) Kern., Asteraceae, rather than the reported coltsfoot. The peppermint was not thought to play any role in the toxicity of the product.
Cardiac fibrillation has been reported in patients whose condition was controlled with quinidine following the use of mentholated cigarettes or consumption of peppermint candy.
CAUTIONS/CONTRAINDICATIONS
Peppermint should generally be given between meals and it should not be taken by patients with achlorhydria (i.e., patients with no hydrochloric acid in gastric juices). Generally, peppermint (tea and topical application to nostrils) should be avoided in young children or infants because the menthol may cause a choking sensation. In addition, oral consumption of peppermint oil should be avoided in situations of glucose-6 phosphate dehydrogenase deficiency since menthol may be implicated in this condition.
DRUG INTERACTIONS
No known drug interactions.
DOSAGE REGIMENS
ENTERIC-COATED PEPPERMINT OIL CAPSULES (0.2 mL peppermint oil/capsule): 1-2 capsules three times daily between meals.
TINCTURE (1:5 in 45% ethanol): 2-3 mL three times daily away from meals.
TEA: Mix 160 mL (2/3 cup) of boiling water with 1.5 g (1 tablespoonful) of recently dried leaves and steep for 5-10 minutes. This amount is taken on an empty stomach three to four times daily to relieve an upset stomach.
2 notes
·
View notes
Text
Juniper Publishers- Open Access Journal of Environmental Sciences & Natural Resources
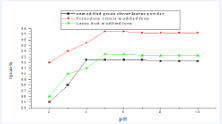
Evaluation of Green Clover Leaves as Green and Economic Sorbent for Removal of High Levels of Iron from Different Water Sources
Authored by Hassouna MEM
Abstract
Green clover powdered leaves and their modified forms with lactic acid and tri sodium citrate have been used as low cost and eco-friendly adsorbents for the removal of iron from aqueous media. Samples were collected from different water supplies (surface, tap and ground water).The different factors affecting the adsorption procedure such as: adsorbent dose, stirring time and pH have been optimized for the sake of realizing maximum removal efficiency. The removal efficiency of the unmodified green clover was increased with the increase of the pH value until reaching its maximum uptake in the range 4-7. Both the sodium citrate and lactic acid modified green clover powders showed maximum uptake in the pH range 5-6. The removal process was slow in the first 35 min. then the uptake% was gradually increased till equilibrium after 50 min in case of unmodified green clover, the tri sodium citrate modified form showed equilibrium after 40 min. and the lactic acid modified one reached equilibrium after 50 min. Desorption processes proved the possibility of regeneration and reuse of the adsorbent.Modified forms displayed better adsorption capacity and capability comparable with that of the crude leaves. The removal process was applied on some samples of wastewater successfully.
Keywords: Water sources; Heavy metals; Fe; Green clover leaves; Economic sorbent; Adsorption
Introduction
Air, food, soil and water were narrated to be the media where heavy metals such as copper, cadmium, nickel, lead, and zinc are introduced into the environment [1-4]. Heavy metals cause serious health disease, including reduced growth and development, cancer, organ and nervous system damage. In severe cases, it leads to death [5]. These heavy metals are reported to be hazardous resulting in damage to ecosystems as well as human health [6,7] especially if their concentration is more than the accepted limit [8]. Their higher sources include contaminant water discharged from hospitals [9], several industries such as Cd–Ni battery, metal plating and alloy manufacturing [10-13]. Chemical precipitation, ion exchange, electrodialysis, solvent extraction, coagulation, evaporation and adsorption are among the most known techniques for the removal of metal ions from aqueous solutions [14-17].Iron is one of the earth’s most spreading resources making up about 5% of the earth crust. It is one of the major heavy metal impurities that are commonly present in many water sources which cause several problems for the human health [18]. There are many methods for removal of iron from ground water, viz., oxidation with chlorine and potassium permanganate, treatment with limestone, liquid–liquid extraction, ion exchange, chemical precipitation, bioremediation, activated carbon and other filtering materials [19-23]. Many of these methods became not economically feasible for the removal processes.In recent years, the need for safe and economical methods has necessitated the use of low cost agricultural by-products such as sugarcane bagasse [24-26], rice husk [27,28], sawdust [29,30], coconut husk [31], oil palm shell [32], black gram husk [33], neem bark [34] , tea waste, turkish coffee and walnut shell. Some more adsorbents like papaya wood [35], maize leaf [36], teak leaf powder [37], coraindrumsativum [38], lalang (Imperata cylindrica) leaf powder [39], peanut hull pellets [40], sago waste [41], saltbush (Atriplex canescens) leaves [42,43], tree fern [44-45], grape stalk wastes [46], etc. Sorption methods are considered flexible and easy to operate with much less sludge disposal problems and economically feasible [47,48].However, the expense of individual sorbents varies depending on the degree of processing required and local availability. In general, an adsorbent can be termed a low cost one if it requires little processing, abundant in nature, an agricultural waste or is a by-product or a waste material from an industry. On the other hand, plant wastes can be used in their crude form, or in most cases, require to be modified or treated for being applied for the cleansing of heavy metals. Thus, the present study was forwarded towards the use of green clover powdered leaves as economic sorbent in both crude and modified forms with tri sodium citrate and lactic acid for removal of iron from different water sources. The different factors affecting the adsorption procedure such as: adsorbent dose, stirring time and pH have been optimized to achieve maximum removal efficiency.
Experimental Materials and Methodsa) Chemicals
Ferrous ammonium sulphate (Aldrich), Hydrochloric acid (BDH), 1, 10 Phenanthroline(Aldriin 0.1M HCL,) Tri sodium Citrate(Aldrich) and Hydroxylamine hydrochloride(Aldrich).b) ReagentsGreen clover leaves are collected from the agricultural Egyptian fields. The leaves are washed, air dried and then are finely powdered in a mixer till being near the nano size. The final product is applied as the crude green clover leaves powder for the removal of iron from water samples according to the proposed procedure.100 g of the crude green clover powder are refluxed with 500 ml of 0.5M lactic acid solution over a boiling water for 6h.The produced precipitate was separated, repeatedly washed with DDW till free from acid then dried in an oven at 60ºC for two hrs. After cooling in a desiccator to room temperature, it is finely grinded once again.100 g of the crude green clover powder are, similarly, refluxed with 500 mL of 0.5 M trisodium citrate solution over a boiling water bath for 6 h. The produced precipitate was separated, repeatedly washed with DDW till free from both the sodium and citrate ions, then dried and grinded.UV/Vis. Spectrophotometer (Shimadzu UV/Vis. Perkin Elemer Lambada 3B Spectrophotometer using 1cm Quartz cell” was used in the determination of residual iron in the effluents after the adsorption processes); Flame Atomic Absorption Spectrophotometer AA 240FS, Agilent Technologies, used for rapid and confirmational determination of iron; pH meter (The pH measurements were carried out using the microprocessor pH meter BT 500 BOECO, Germany, which was calibrated against two standard buffer solutions at pH4 and 9 and Mechanical Shaker (with up to 200 rpm with speed control was used).The morphologies of the prepared samples and composites were investigated using Scanning Electron Microscopy (SEM), X-Ray diffractometer was used to investigate the phase structure of the investigated samples under the following conditions which were kept constant in all the analysis processes Cu: X-ray tube, scan speed = 8/min, current = 30 mA, voltage = 40 kV and preset time = 10s.The residual iron in the solution is determined spectrophotometrically after its reduction to Fe (II). In a 25 ml volumetric flask, add 0.5 ml of the 10% hydroxylamine solution, 2 mL 10% tri sodium citrate solution then transfer 5 ml of the standard Fe (II) solution. The pH is in the range 3-4. Add 2.5 ml of 0.2 % 1, 10 phenanthroline solution, dilute to the mark with DDW and mix thoroughly. After 5 min the absorbance of the solution is measured at 512 nm against a blank.The concentration of residual iron in the solution after the adsorption process is directly measured at λmax equals 372.0 nm with detection limit of 50μg/L using a mixture of Acetelyne –Nitrous Oxide flame.To investigate the effect of pH on the uptake % (adsorption) of iron from aqueous media by the crude green clover leaves powder, aliquots of 25 mL containing 20 ppm of the metal ion are transferred to a group of 100 mL conical flasks each containing 0.1 g of the crude adsorbent. Adjust the pH of each flask to a value ranging from 2-10, respectively using 0.1M NaOH and HCl solutions and stir for 1hr. Centrifuge the contents of each flask and determine the residual iron content in the supernatant solution. The sorption percentage of the metal ion by the green clover leaves powder is calculated from the relation:Uptak e (%) = [(Co-C) / Co] ×100Where Co and C are the initial and final concentrations of metal ion respectively. The optimum pH was found to be in the range 4-7.When the same procedure was parallely repeated using the sodium citrate and lactic acid modified powder instead, the optimum pH was in the range 5-6.Aliquots of 25 mL solution containing 20 ppm iron are transferred to a group of 100 mL conical flasks. Adjust the pH of each flask to the optimum value. Varying amounts of the crude green clover leaves powder in the range 0.05 - 0.35 g are added to each flask, respectively. The mixtures were stirred for 1h. The residual iron content in the supernatant soln. separated by centrifugation is determined spectrophotometrically.A group of 100 mL conical flasks, each of which is charged with 0.2g of the crude green clover leaves powder and aliquots of 25 mL solution containing 20 ppm of iron at the optimum pH and the shaking time is changed for different intervals of time (10-80 min.) for each flask in its role, respectively.Applying the optimum conditions of the weight of green clover leaves powder, pH and stirring time in a group of flasks. Aliquots of 25 ml solution containing varying concentrations of iron in the range 10-100 ppm are added to the flasks, respectively. The same procedure is applied and the residual iron content is determined from which the uptake percent is calculated.Different volumes of iron samples in the range from 10-100 mL were used.Results and DiscussionCellulosic materials and their derivatives have shown quite good metal ion adsorptive capacity. Among all the heavy metal removal techniques reported so far, adsorption technique using cellulose-based agricultural waste products appears to be most attractive since it is an effective and relatively simple method for removal of heavy metal ions. However, the leaves and pseudostem are usually discarded as waste products of the food and herbalism industries.The use of plant’s leaves is reported in literature for the removal of various heavy metals from wastewater e.g., adsorption of thallium(I) ions using eucalyptus leaves powder [10], the adsorption of lead by maize leaf [36], Cu(II) by teak leaves powder [37], Pb by Lalang (Imperata cylindrica) leaf powder [39], Zn(II) by leaves of saltbush(Atriplex canescens) [42,43] , by cypress and cinchona leaves [49], Cr(VI) by black tea leaves [50] and biosorption of Cu(II), Pb(II), and and Cu(II) ions in aqueous solutions using Mangifera indica (Mango) leaf powder [51].Hence, the thinking of trying green clover leaves fine powder as a low cost adsorbent for the treatment of a real local problem viz., the flourishing existence of iron (and manganese) in the ground water of some wells at El-Wasta, a town which lies 35 Km to the north of Beni-Suef Governorate.Different factors that affect the adsorption process have been extensively studied to improve the uptake % of iron from the aqueous solutions.The pH of the aqueous solution plays the most important role in the adsorption process. It not only influences the speciation of metal ions but also the charges on the sorption sites. The results indicated low sorption efficiency at low pH values (pH=2-3). This was attributed to the high concentration and high mobility of H+, which are preferentially adsorbed rather than metal ions [52,53]. The removal efficiency of the sorbent is increased by increasing the pH value until reaches its maximum uptake at the range 4-7 by the unmodified green clover. The sodium citrate and lactic acid modified green clover powders showed maximum uptake at pH range 5-6 (Figure 1). Heavy metal biosorption onto specific and non specific biosorbents is pH dependent; other researchers [54] found that an increase in adsorption is a result of increasing the pH of the solution (Figure 1).The amount of removed metal ions by adsorption depends on the time after which equilibrium is reached, this is expressed as the equilibrium time. The results indicate that removal was slow in the first 35 min then the uptake % was gradually increased till equilibrium at 50 min for the unmodified powder. While the powder modified with tri sodium citrate shows equilibrium after 40 min and the lactic acid form reached equilibrium after 50 min. The rate of biosorption seems to occur in two steps, the first one is very rapid surface biosorption, while the second is slow intracellular diffusion (Figure 2).The biosorbent dose is considered the most important parameter affecting the removal efficiency. For the unmodified powder, a dose of 0.35 g sorbent has achieved an uptake of 91% of iron at optimum pH conditions. While for the tri sodium citrate modified form, a dose of 0.25 g achieved an uptake % of iron of 97.5%. Correspondingly, 0.25 g of the lactic acid modified one achieved iron removal of 93.5% (Figure 3)At lower concentrations the adsorption sites utilized the available metal ion more rapidly when compared to higher concentrations where the metal ions need to diffuse to the sorbent surface by intra particle diffusion. The maximum metal uptake was 92 % in the case of the unmodified green clover, 94% for lactic acid modified powder and 97% in the case of tri sodium citrate modified form at metal ion concentration of 10 ppm (Figure 4).At optimum conditions the volume of 25 mL achieved the best adsorption percentage with all tested green clover leaves powders. It is clear from the figure that iron removal decreases with the increase of volume (Figure 5)Structures and morphologies of the crude green clover powder, its loaded composites with lactic acid and trisodium citrate ones are studied by X-ray diffraction (XRD) and scanning electron microscopy (SEM) (Figure 6). Anchor scan parameters, graphics and the peak list for every xrd scan. These scans assure the successful loading (modifying) of the crude green clover leaves powder with the two modifiers viz., lactic acid and trisodium citrate. Modification succeeded in increasing the removal percentage, but hasn’t had any improvement effect on selectivity.XRD scans assures the successful loading of the crude powder with the two modifiers used.Adsorption studies applying the three adsorbents, under study, proved that they are nonselective towards heavy metals that may be present in wastewaters as pollutants. The spiking of the iron authentic samples with different concentrations of other metal ions e.g., Fe(III), Mn(II), Ni(II) and Cu (II) resulted in additive concentrations of the collection of metal ions present in a solution without any discrimination among them.However, the non selectivity of such types of adsorbents is frequent in the literature, their tolerance is attributed to being low cost and available. Current work in our laboratory is devoted for the development and applications of selective and low cost adsorbent.The adsorbed iron ions on the adsorbent surface are treated with 25 mL 0.1M HCl and stirred for 1h. The amount of iron ions remained in the solution after filtration or centrifugation was measured using the recommended spectrophotometric method and the percentage desorption (Rb) was calculated according to the relation:where Ct is the experimental concentration in the solution at time t (ppm), Ca is the adsorbed concentration of sorbate onto the adsorbent.i. Effect of pH on desorption of iron: In strong acidic media at pH range(1.4-2.2)the three forms of the green clover leaves powder showed high desorption percentages, on increasing the pH values desorption percentage decreases (Figure 7).ii. Stirring Time: The desorption percentages % were gradually increased till equilibrium at 35 min for the unmodified and lactic acid modified powders, while the powder modified with tri sodium citrate shows equilibrium after 40 min. A value of 89% has been recorded for the unmodified green clover powder, 93% for the trisodium citrate modified form and 91% for lactic acid one (Figure 8).iii. Real samples: Water samples collected from tap water, Bahr Youssef water, ground water and Ibrahemia water, samples were subjected to the adsorption procedure as illustrated previously and the residual iron is analyzed by two methods of finish viz., colorimetry and AAS (Table 2).ConclusionGreen clover leaves powders proved to be potential biosorbents for the removal of iron from aqueous solutions being available low cost material. Results of desorption study also confirmed that there is a possibility to regenerate and reuse the biosorbent again.
For more Open Access Journals in Juniper Publishers please click on: https://juniperpublishers.com/journals.php
For more articles in Open Access Journal of Environmental Sciences & Natural Resources please click on: https://juniperpublishers.com/ijesnr/
To know more about Journal of Environmental Sciences & Natural Resources To read more…Fulltext please click on: https://juniperpublishers.com/ijesnr/IJESNR.MS.ID.555559.php
#Juniper Publishers Review#Juniper Publishers#juniper publishers journals#juniper publishers publons#Climatology#Aquatic and environmental engineering#Environmental Biology#Meteorology#Oceanology#Soil Science
0 notes
Text
Steel Rolling Production Line From TINVO
The purpose of steel rolling production line is to obtain the required shape, such as steel plates, strip steel, wire rods and various sections, another aspect, in order to improve the internal quality of steel like common automotive plates, bridge steel, boiler steel, pipeline steel, etc. Steel rolling is a continuous and uninterrupted operation. The steel strip runs fast on the roller table with automated equipment bringing high efficiency. Depending on the different temperatures in the rolling method, the steel rolling can be classified into hot rolling and cold rolling. According to the different relationships between the relative movement of the rolling stock and the roll during rolling, it can be divided into vertical rolling, horizontal rolling, and diagonal rolling. In the hot rolling production line, the billet is heated to become soft and is sent into the rolling mill by the roller table, finally rolled to the size required by the users. Compared with hot rolling, the processing line in a cold rolling mill is more scattered. The steel coils sent by the hot rolling mill must undergo three consecutive technical treatments and the oxide film must be removed with hydrochloric acid. Through the cold rolling mill, the uncoiler opens the steel coil and then the steel strip is carried to a five-stand continuous rolling mill to be rolled into a thin strip coil.
Φ8~32 Rebar Steel Bar Production Line
The steel rebar production line is used for the production of Φ8-Φ32mm round bar, low-alloy steel and carbon structural steel. It is composed of heating furnace, continuous Rolling mills and cooling bed. The auxiliary equipment includes pinch roller, swinging head scissors, chain type cooling bed, 100 hydraulic metal cutting machine and rolling table. The rebar production line is for sale at TINVO with powerful working team and technology support, best metallurgical design institute and lifelong after-sales & maintenance support.
Copper Aluminum Zinc Rolling Mill
The aluminum rolling mill can be used a semi-finished coil for foil rolling. TINVO is a manufacturer for high quality aluminium rolling machine. The machine provided by TINVO can process max 0.95mm material into foil material with all kinds of gauge and width. It can adjusts the roll gap and work roll with hydraulic pressure. It is equipped with a strong and good rolling oil system, which can control the roll type freely. With the automatic control and display system of thickness and plate shape, the mill can produce the aluminum foil with strict thickness tolerance and good plate shape. These processed foil can be offered as further processing raw material such as producing container, embossing, printing and coating, sticking, package for food, drink, medicine in daily life, cosmetics and package for some special using material, cable and heat exchanger, etc.
For more professional knowledge, please visit the TINVO news.
0 notes
Text
Optimum Utilization of the Butyl Acrylate Globally Market Outlook: Ken Research
The butyl acrylate is a chemical utilized which effectively utilized in the manufacturing. The butyl acrylate can be introduced in the numerous reactions. The Acetylene, 1-butyl alcohol, nickel carbonyl, carbon monoxide and hydrochloric acid can react to create butyl acrylate. Additional synthesis of the butyl acrylate includes the reaction of the butanol with the methyl acrylate or acrylic acid. In addition, the butyl acrylate is a clear colorless liquid with an appearances fruity odor. It is voluntarily miscible with the most organic solvents. It is readily polymerized and displays an effective variety of advantages reliant on the selection of the monomer and reaction situations.
According to the report analysis, ‘Global Butyl Acrylate (Cas 141-32-2) Market Status (2015-2019) and Forecast (2020-2024) by Region, Product Type & End-Use’ states that in the worldwide market of butyl acrylate (CAS 141-32-2) market there are several companies which presently functioning in the same domain for ruling across the globe, leading the fastest market growth and registering the greatest value of market share during the calculated duration while increasing and developing the applications of the butyl acrylate, advancing the specifications and productivity of the product, spreading the consciousness related to all the profit making benefits of the butyl acrylate and decreasing the side effects of this includes Dow, BASF, LG Chem, Nippon Shokubai (JP), Mitsubishi Chem, Formosa, Idemitsu, Jurong, Huayi, CNOOC, Basf-YPC, Shenyang Chem, CNPC, FPC-Ningbo, SATLPEC, Beijing Eastern, Kaitai, SANMU, Zhenghe Group, Yip's Chem, Wan Chio (CN), HongxinChem, WanhuaChem and several others.
The report offers comprehensive coverage of Butyl Acrylate (Cas 141-32-2) industry and foremost market trends. The market research involves the historical and forecast market data, demand, application details, price trends, and company shares of the leading Butyl Acrylate (Cas 141-32-2) by geography. The report separations the market size, by volume and value, on the basis of application type and geography.
Although, based on the type, the worldwide market of butyl acrylate (CAS-141-32-2) is sectored into High Purity (99.5%)and Common Purity (99%). Meanwhile, the segment of application involves Plastic Sheets, Textiles, Coatings, Adhesivesand several others.
Butyl acrylate is effectively utilized in the production of homopolymers and co-polymers such as acrylic acid and its salts, esters, amides, methacrylates, acrylonitrile, maleates, vinyl acetate, vinyl chloride, vinylidene chloride, styrene, butadiene and unsaturated polyesters. When utilized in latex paint formulations acrylic polymers have good water resistance, low temperature flexibility and outstanding weathering and sunlight resistance. Owing to which it is anticipated that the market of butyl acrylate will increase around the globe during the review duration.
Furthermore, based on the region, the market of butyl acrylate is sectored into Asia Pacific region, Europe, North America, Middle East and Africa and South America. Whereas, it is anticipated that with the effective development in the emerging region such as India and China and proficient advancement in the technology the Asia Pacific region dominate the great value of market share followed by North America owing the significant advancement in the infrastructure. Therefore, it is anticipated that the market of butyl acrylate will increase around the globe over the coming decades more positively.
For More Information, click on the link below:-
Global Butyl Acrylate (Cas 141-32-2) Market
Related Reports:-
Butyl Acrylate (Cas 141-32-2) Market Research: Global Status & Forecast by Geography, Type & Application (2015-2025)
Global Butyl Acrylate (Cas 141-32-2) Market Analysis 2013-2018 and Forecast 2019-2024
Contact Us:-
Ken Research
Ankur Gupta, Head Marketing & Communications
+91-9015378249
0 notes
Link
GET THIS BOOK
Author:
Buchel K. H.
Published in: Wiley-VCH Release Year: 2000 ISBN: 978-3527-2-9849-5 Pages: 669 Edition: Second Edition File Size: 29 MB File Type: pdf Language: English
(adsbygoogle = window.adsbygoogle || []).push({});
Description of Industrial Inorganic Chemistry
In the more than 10 years, since the publication of the first edition of the book “Industrial Inorganic Chemistry”, the structure of inorganic industrial chemistry has not changed fundamentally. In most sectors the “state of the art” has been expanded and refined. This is addressed together with the updating of the economic data in this new edition. The pressure for change in the meantime was due in particular to globalization of the World economy and the resulting pressure for cost reduction through new and optimalized processes and to an expanding knowledge of ecological requirements e.g. energy saving and new production and development principles such as quality assurance and responsible care.
To the extent that it is discernible in the products and processes, appropriate aspects have been incorporated in the revision, for example see membrane technology in the chloralkali and hydrochloric acid electrolysis. Expansion of the sections on the products of silicon chemistry, silanes, heavy duty ceramics and photovoltaics reflects their increased importance. Chapter 6 over the Nuclear Fuel Cycle has been updated as regards technical developments and in particular as regards its societal and political context. In inorganic chemistry there have been important changes particularly in inorganic materials such as new composite materials and so-called nano-materials, in the area of photovoltaics and in catalysis. Since these have not yet been widely used industrially, they have not been covered in the second edition of Industrial Inorganic Chemistry book.
Content of Industrial Inorganic Chemistry
1 Primary Inorganic Materials 1
1.1 Water 1
1.1.1 Economic Importance 1
1.1.2 Production of Potable Water 2
1.1.2.1 Break-Point Chlorination and Ozonization 3
I. 1.2.2 Flocculation and Sedimentation 4
1 .I .2.3 Filtration 5
1.1.2.5 Activated Charcoal Treatment 7
1.1.2.6 Safety Chlorination 8
1.1.2.7 Production of Soft or Deionized Water 8
1.1.3 Production of Freshwater from Seawater and Brackish Water 10
1.1.3.1 Production by Multistage Flash Evaporation 10
References for Chapter 1.1 : Water 13
Removal of Dissolved Inorganic Impurities 5
Production using Reverse Osmosis 11
1.2 Hydrogen 14
I .2.1 Economic Importance I4
1.2.2 Hydrogen Manufacture I5
1.2.2. I Petrochemical Processes and Coal Gasification 15
1.2.2.2 Electrolysis of Water 16
I .2.2.3 Other Manufacturing Processes for Hydrogen I7
I .2.2.4
I .2.3 Hydrogen Applications 18
References for Chapter 1.2: Hydrogen 19
Production of Hydrogen as a Byproduct 18
Hydrogen Peroxide and Inorganic Peroxo Compounds 20
Economic Importance 20
Hydrogen Peroxide 20
Sodium Perborate and Sodium Carbonate Perhydrate 20
Alkali Peroxodisulfates and Sodium Peroxide 2 1
Production 21
Hydrogen Peroxide 21
Sodium Perborate 24
Sodium Carbonate Perhydrate 25
Alkali Peroxodisulfate 26
Sodium Peroxide 26
X Contents
1.3.3 Applications 27
1.3.3.2 Alkali Peroxodisulfates and Sodium Peroxide 28
References for Chapter 1.3: Hydrogen Peroxide and Inorganic Peroxo Compounds 28
Hydrogen Peroxide, Sodium Perborate and Sodium Carbonate Perhydrate 27
1.4.1 Ammonia 29
1.4.1.1 Economic Importance 29
1.4.1.2 Synthetic Ammonia Manufacture 29
1.4.1.2.1 General Information 29
1.4.1.2.2 Ammonia Synthesis Catalysts 30
1.4.1.2.3 Synthesis Gas Production 32
1.4.1.3 Ammonia Applications 43
References for Chapter I .4: Nitrogen and Nitrogen Compounds 43
1.4.2 Hydrazine 43
1.4.2.1 Economic Importance 43
1.4.2.2 Manufacture of Hydrazine 44
I .4.2.2.1 Raschig Process 44
1.4.2.2.2 Urea Process 45
1.4.2.2.3 Bayer Process 46
1.4.2.2.4 H,Oz Process 47
1.4.2.3 Applications of Hydrazine 48
References for Chapter 1.4.2: Hydrazine 49
I .4.3 Hydroxylamine 50
I .4.3.2 Manufacture 50
1.4.3.2.1 Raschig Process 5 1
References for Chapter 1.4.3: Hydroxylamine 53
1.4.4 Nitric Acid 53
1.4.4.1 Economic Importance 53
1.4.4.2 Manufacture 53
I .4.4.2. I Fundamentals of Nitric Acid Manufacture 53
1.4.4.2.2 Plant Types 57
1.4.4.2.3 Process Description 58
1.4.4.2.5 Tail Gases from Nitric Acid Manufacture 62
1.4.4.3 Nitric Acid Applications 64
References for Chapter 1.4.4: Nitric Acid 65
Nitrogen and Nitrogen Compounds 29
Conversion of Synthesis Gas to Ammonia 39
Integrated Ammonia Synthesis Plants 41
Economic Importance and Applications 50
Nitrogen(I1) Oxide Reduction Process 5 1
Nitrate Reduction Process (DSM/HPO-Stamicarbon) 52
Manufacture of Highly Concentrated Nitric Acid 59
1.5.1. I Raw Materials 65
Phosphorus and its Compounds 65
Phosphorus and Inorganic Phosphorus Compounds 65
Contents XI
1.5.1.2 Products 67
1.5.1.2.1 Phosphoric Acid 67
1.5.1.2.2 Phosphoric Acid Salts 75
1.5.1.2.3 Phosphorus 80
References for Chapter 1.5.1 : Phosphorus and Inorganic Phosphorus Compounds 90
1.5.2 Organophosphorus Compounds 9 1
1.5.2.1 Neutral Phosphoric Acid Esters 9 1
1.5.2.2 Phosphoric Ester Acids 94
1.5.2.3 Dithiophosphoric Ester Acids 94
1.5.2.6 Phosphonic Acids 99
References for Chapter 1.5.2: Organophosphorus Compounds 101
Products Manufactures from Phosphorus 85
Neutral Esters of Thio- and Dithio-Phosphoric Acids 95
Neutral Di- and Triesters of Phosphorous Acid 97
Sulfur and Sulfur Compounds 101
Sulfur 101
Occurrence 10 1
Economic Importance 102
Sulfur from Elemental Sulfur Deposits 102
Sulfur from Hydrogen Sulfide and Sulfur Dioxide 102
Sulfur from Pyrites 103
Economic Importance I04
Applications 104
Sulfuric Acid 104
Economic Importance 104
Starting Materials for Sulfuric Acid Manufacture 105
Sulfuric Acid from Sulfur Dioxide 105
Sulfuric Acid from Waste Sulfuric Acid and Metal Sulfates 1 13
Applications of Sulfuric Acid 115
100% Sulfur Dioxide 1 16
100% Sulfur Trioxide 117
Disulfur Dichloride I 18
Sulfur Dichloride 1 18
Thionyl chloride 119
Sulfuryl Chloride 1 19
Chlorosulfonic Acid 120
Fluorosulfonic Acid 120
Sulfurous Acid Salts 120
Sodium Thiosulfate, Ammonium Thiosulfate 12 1
Sodium Dithionite and Sodium Hydroxymethanesulfinate 122
Hydrogen Sulfide 124
Sodium Sulfide I24
Sodium Hydrogen Sulfide 125
Carbon Disulfide 126
References for Chapter 1.6: Sulfur and Sulfur Compounds 126
XI1 Contents
Halogens and Halogen Compounds 127
Fluorine and Fluorine Compounds I27
Fluorspar 127
Fluorspar Extraction 128
Qualities and Utilization of Fluorspar 128
Fluorapatite 130
Fluorine and Inorganic Fluorides I30
Fluorine 130
Hydrogen Fluoride I32
Aluminum Fluoride 138
Sodium Aluminum Hexafluoride (Cryolite) 140
Alkali Fluorides 141
Hexafluorosilicates 142
Uranium Hexafluoride 142
Boron Trifluoride and Tetrafluoroboric Acid 142
Sulfur Hexafluoride 143
Organofluoro Compounds by Electrochemical Fluorination I44 -
References for Chapter 1.7.1 : Halogens and Halogen Compounds 145
1.7.2.1 Economic Importance 146
1.7.2.2 Starting Materials 148
I .7.2.3 Manufacturing Processes 151
I .7.2.3.1 Mercury Process 152
1.7.2.3.2 Diaphragm Process 154
1.7.2.3.3 Membrane Process 157
1.7.2.4.1 Chlorine 159
1.7.2.4.2 Sodium Hydroxide 160
References for Chapter 1.7.2: Chloralkali-Electrolysis 161
References for Chapter 1.7.3: Hydrochloric Acid - Hydrogen Chloride 165
1.7.4 Chlorine-Oxygen Compounds 166
1.7.4.1 Economic Importance 166
I .7.4.2.1 Hypochlorite 167
I .7.4.2.2 Chlorites 170
I .7.4.2.3 Chlorates 170
I .7.4.2.4 Perchlorates and Perchloric Acid 172
1.7.4.2.5 Chlorine Dioxide 173
Chloralkali Electrolysis, Chlorine and Sodium Hydroxide 146
Evaluation of Mercury, Diaphragm and Membrane Processes 158
Applications of Chlorine and Sodium Hydroxide 159
Hydrochloric Acid - Hydrogen Chloride 162
Manufacture of Hydrogen Chloride 162
Economic Importance of Hydrogen Chloride and Hydrochloric Acid 163
Electrolysis of Hydrochloric Acid 163
Non-Electrolytic Processes for the Manufacture of Chlorine from Hydrogen Chloride 164
Manufacture of Chlorine-Oxygen Compounds I67
Applications of Chlorine-Oxygen Compounds 174
Contents XI11
References for Chapter 1.7.4: Chlorine-Oxygen Compounds 175
1.7.5.2.1 Bromine 176
1.7.5.2.2 Hydrogen Bromide I78
1.7.5.2.4 Alkali Bromates 179
References for Chapter I .7.5: Bromine and Bromine Compounds 18 1
1.7.6.2.1 Iodine 182
1.7.6.2.2 Hydrogen Iodide 183
1.7.6.2.3 Alkali Iodides 183
1.7.6.2.4 Alkali Iodates 184
1.7.6.3 Applications of Iodine and Iodine Compounds 184
References for Chapter I .7.6: Iodine and Iodine Compounds 185
Bromine and Bromine Compounds 175
Natural Deposits and Economic Importance 175
Manufacture of Bromine and Bromine Compounds 176
Alkali Bromides, Calcium Bromide, Zinc Bromide 179
Applications for Bromine and Bromine Compounds 179
Iodine and Iodine Compounds 18 1
Economic Importance I 8 I
Manufacture of Iodine and Iodine Compounds 182
Mineral Fertilizers 187
Phosphorus-Containing Fertilizers 187
Economic Importance I87
General Information 187
Importance of Superphosphate 188
Importance of Triple Superphosphate 188
Importance of Ammonium Phosphates I89
Importance of Nitrophosphates I89
Importance and Manufacture of Thermal (Sinter, Melt) and
Manufacture of Phosphorus-Containing Fertilizers I 90
Superphosphate 190
Triple Superphosphate 19 1
Ammonium Phosphates 192
Nitrophosphates 195
Basic Slag (Thomas) Phosphates 189
Nitrogen-Containing Fertilizers 196
Economic Importance 196
General Information 196
Importance of Ammonium Sulfate 197
Importance of Ammonium Nitrate 197
Importance of Urea I98
Manufacture of Nitrogen-Containing Fertilizers 199
Ammonium Sulfate 199
XIV Contents
2.2.2.2 Ammonium Nitrate 200
2.2.2.3 Urea 201
2.3 Potassium-Containing Fertilizers 205
2.3.1 Occurrence of Potassium Salts 205
2.3.3.1 Potassium Chloride 208
2.3.3.2 Potassium Sulfate 2 10
2.3.3.3 Potassium Nitrate 210
References for Chapter 2: Mineral Fertilizers 2 1 1
Economic Importance of Potassium-Containing Fertilizers 206
Manufacture of Potassium-Containing Fertilizers 208
Metals and their Compounds 213
Alkali and Alkaline Earth Metals and their Compounds 213
Alkali Metals and their Compounds 2 13
General Information 213
Lithium and its Compounds 2 13
Natural Deposits and Economic Importance 2 13
Metallic Lithium 214
Lithium Compounds 2 14
Sodium and its Compounds 216
General Information 216
Metallic Sodium 217
Sodium Carbonate 2 18
Sodium Hydrogen Carbonate 222
Sodium Sulfate 223
Sodium Hydrogen Sulfate 225
Sodium Borates 225
Potassium and its Compounds 227
General Information 227
Metallic Potassium 227
Potassium Hydroxide 227
Potassium Carbonate 228
References for Chapter 3.1.1: Alkali Metals and their Compounds 229
3.1.2.1 General Information 230
3.1.2.3.1 Natural Deposits 231
3.1.2.3.2 Metallic Magnesium 232
3.1.2.3.3 Magnesium Carbonate 234
3.1.2.3.4 Magnesium Oxide 235
3.1.2.3.5 Magnesium Chloride 236
3.1.2.3.6 Magnesium Sulfate 237
Alkaline Earth Metals and their Compounds 230
Beryllium and its Compounds 23 1
Magnesium and its Compounds 231
Contents XV
3.1.2.4.1 Natural Deposits 237
3.1.2.4.2 Metallic Calcium 238
3.1.2.4.3 Calcium Carbonate 238
3.1.2.4.5 Calcium Chloride 240
3.1.2.4.6 Calcium Carbide 240
3.1.2.6.2 Barium Carbonate 243
3.1.2.6.3 Barium Sulfide 245
3.1.2.6.4 Barium Sulfate 245
References for Chapter 3. I .2: Alkaline Earth Metals and their Compounds 245
Calcium and its Compounds 237
Calcium Oxide and Calcium Hydroxide 239
Strontium and its Compounds 242
Barium and its Compounds 242
Natural Deposits and Economic Importance 242
Aluminum and its Compounds 246
General Information 246
Natural Deposits 247
Metallic Aluminum 248
Economic Importance 248
Manufacture 248
Applications 249
Aluminum Oxide and Aluminum Hydroxide 250
Economic Importance 250
Manufacture 250
Applications 25 1
Aluminum Sulfate 252
Economic Importance 252
Manufacture 252
Applications 253
Aluminum Chloride 253
Economic Importance 253
Manufacture 253
Applications 254
Sodium Aluminate 254
References for Chapter 3.2: Aluminum and its Compounds 255
Chromium Compounds and Chromium 255
Chromium Compounds 255
Economic Importance 255
Raw Material: Chromite 257
Manufacture of Chromium Compounds 258
Chromite Digestion to Alkali Chromates 258
Alkali Dichromates 260
Chromium(V1) Oxide (“Chromic Acid”) 262
Chromium(II1) Oxide 264
XVI Contents
3.3.2 Metallic Chromium 266
3.3.2.1 Economic Importance 266
3.3.2.2 Manufacture of Chromium Metal 267
3.3.2.2.1 Chemical Reduction 267
3.3.2.2.2 Electrochemical Reduction of Chrome Alum 267
References for Chapter 3.3: Chromium Compounds and Chromium 268
Basic Chromium(II1) Salts (Chrome Tanning Agents) 265
Applications for Chromium Compounds 266
Electrochemical Reduction of Chromium(V1) Oxide 268
3.4.1 Elemental Silicon 269
3.4.1.2 Manufacture 270
3.4.1.3 Silicon Applications 278
3.4.2 Inorganic Silicon Compounds 279
References for Chapter 3.4: Silicon and its Inorganic Compounds 281
Silicon and its Inorganic Compounds 269
General Information and Economic Importance 269
Ferrosilicon and Metallurgical Grade Silicon 270
Electronic Grade Silicon (Semiconductor Silicon) 272
3.5.1 Manganese Compounds 282
3.5.1.1 Economic Importance 282
3.5.1.2 Raw Materials 283
3.5.1.3.1 Manganese(I1) Compounds 284
3.5.1.3.3 Manganese(1V) Oxide 286
3.5.1.3.4 Potassium Permanganate 289
3.5.1.4 Applications of Manganese Compounds 292
3.5.2 Manganese - Electrochemical Manufacture, Importance and Applications 292
References for Chapter 3.5: Manganese Compounds and Manganese 293
Manganese Compounds and Manganese 282
Manufacture of Manganese Compounds 284
Manganese(I1,III) Oxide (Mn,Od) and Manganese(II1) Oxide (Mn,O?) 286
4 Organo-Silicon Compounds 295
4.1 Industrially Important Organo-Silicon Compounds, Nomenclature 295
Industrially Important Silanes 296
Organohalosilanes 296
Industrial Important Silicon-functional Organo-Silanes 298
Organoalkoxysilanes 299
Acyloxysilanes 300
Oximino- and Aminoxy-Silanes 300
Amidosilanes, Silazanes 301
Organohydrogensilanes 30 1
Contents XVII
4.2.3 Organofunctional Silanes 302
4.2.3.1 Alkenylsilanes 302
4.2.3.2 Halo-organosilanes 303
4.2.3.3 Organoaminosilanes 303
4.2.3.4 Organomercaptosilanes, Organosulfidosilanes 304
4.2.3.5 Other Organofunctional Silanes 304
References for Chapter 4.1 and 4.2: Organo-Silicon Compounds 305
Silicones 305
Structure and Properties, Nomenclature 305
Economic Importance 306
Linear and Cyclic Polyorganosiloxanes 307
Manufacture 307
Hydrolysis 307
Methanolysis 309
Cyclization 3 10
Polymerization 310
Polycondensation 3 I2
Industrial Realization of Polymerization 3 I3
Manufacture of Branched Polysiloxanes 3 14
Industrial Silicone Products 307
Silicone Oils 307
Products Manufactured from Silicone Oils 3 16
Silicone Rubbers 3 17
Room Temperature Vulcanizable Single Component Silicone Rubbers 3 I7
Two Component Room Temperature Vulcanizable Silicone Rubbers 3 19
Hot Vulcanizable Peroxide Crosslinkable Silicone Rubbers 320
Hot Vulcanizable Addition Crosslinkable Silicone Rubbers 320
Properties of Silicone Rubber 322
Silicone Resins 322
Silicone Copolymers, Block Copolymers and Graft Copolymers 323
References for Chapters 4.3 and 4.4: Silicones 324
Inorganic Solids 325
Silicate Products 325
Glass 325
Economic Importance 325
Structure 32.5
Glass Composition 326
Glass Manufacture 329
Glass Raw Materials 329
Melting Process 33 I
Melting Furnaces 332
XVIII Contents
5.1.1.5 Forming 334
References for Chapter 5.1 .l: Glass 337
5.1.2 Alkali Silicates 338
5.1.2.2 Manufacture of Alkali Silicates 338
5.1.2.3 Applications 340
References for Chapter 5.1.2: Alkali Silicates 340
Glass Properties and Applications 336
General and Economic Importance 338
Zeolites 340
Economic Importance 340
Zeolite Types 34 1
Natural Zeolites 344
Manufacture of Synthetic Zeolites 344
From Natural Raw Materials 344
From Synthetic Raw Materials 344
Modification of Synthetic Zeolites by Ion Exchange 346
Forming of Zeolites 346
Dehydration of Zeolites 347
Applications for Zeolites 347
As Ion Exchangers 347
As an Adsorption Agent 347
For Separation Processes 348
As Catalysts 349
Miscellaneous Applications 349
References for Chapter 5.1.3: Zeolites 350
Inorganic Fibers 351
Introduction 35 1
Definitions, Manufacture and Processing 35 1
Economic Importance 352
Properties 352
Classification and Applications 354
Physiological Aspects 354
Asbestos Fibers 356
General and Economic Importance 356
Occurrence and Extraction 359
Applications of Asbestos Fibers 361
Textile Glass Fibers 364
General and Economic Importance 364
Manufacture 366
Applications 369
Optical Fibers 370
Mineral Fiber Insulating Materials 372
General Information and Economic Importance 372
Manufacture 373
Applications 377
Contents XIX
5.2.6 Carbon Fibers 377
5.2.6.2 Manufacture and Applications 380
5.2.7 Metal Fibers 384
5.2.7.2 Boron Fibers 386
5.2.8 Ceramic Reinforcing Fibers 388
5.2.8.2 Oxide Fibers 389
5.2.8.3 Non-oxide Fibers 39 1
5.2.8.4 Whiskers 394
References for Section 5.2: Inorganic Fibers 395
General Information and Economic Importance 377
Steel and Tungsten Fibers 384
General information and Economic Importance 388
Construction Materials 396
General Introduction 396
Lime 397
Economic lmportance 397
Raw Materials 398
Quicklime 398
Slaked Lime 400
Wet Slaking of Quicklime 400
Dry Slaking of Quicklime 401
Lime Hydrate from Calcium Carbide 401
Steam-Hardened Construction Materials 402
Applications of Lime 402
Cement 403
Economic Importance 403
Composition of Cements 404
Portland Cement 405
Raw Materials 405
Composition of Portland Cement Clinkers 405
Manufacture of Portland Cement 405
Applications of Portland Cement 409
Slag Cement 409
Pozzolan Cements 410
Alumina Cement 41 I
Asbestos Cement 41 I
Miscellaneous Cement Types 41 1
Processes in the Solidification of Cement 4 12
Gypsum 415
Economic Importance 4 I5
Modifications of Calcium Sulfate 416
Natural Gypsum 4 18
Natural Anhydrite 420
Fluoroanhydrite 420
Byproduct Gypsum 420
xx Contents
5.3.4.6.3 Phosphogypsum 421
5.3.6 Expanded Products 425
5.3.6.1 General lnformation 425
5.3.6.2.1 Raw Materials 425
References for Chapter 5.3: Construction Materials 43 1
Byproduct Gypsum from the Manufacture and Purification of Organic Acids 420
Byproduct Gypsum from Flue Gas Desulfurization 42 1
Processes in the Setting of Plaster 423
Coarse Ceramic Products for the Construction Industry 424
Expanded Products from Clays and Shales 425
Gas-forming Reactions in the Manufacture of
Manufacture of Expanded Products 429
Expanded Products from Glasses (Foam Glass) 430
Applications of Expanded Products 430
Expanded Products 428
Enamel 430
General Information 432
Classification of Enamels 433
Enamel Frit Manufacture 437
Raw Materials 437
Smelting of Frits 437
Enameling 438
Production of Coatable Systems 438
Coating Processes 439
Wet Application Processes 439
Dry Application Procesres 440
Stoving of Enamels 441
Applications of Enamel 442
References for Chapter 5.4: Enamel 442
Ceramics 443
General Information 443
Classification of Ceramic Products 443
General Process Steps in the Manufacture of Ceramics 444
Clay Ceramic Products 445
Composition and Raw Materials 445
Extraction and Treatment of Raw Kaolin 447
Manufacture of Clay Ceramic Batches 447
Forming Processes 448
Casting Processes 449
Plastic Forming 450
Forming by Powder Pressing 45 1
Drying Processes 452
Firing of Ceramics 452
Physical-Chemical Processes 452
Contents XXI
Firing Conditions 454
Glazes 455
Properties and Applications of Clay Ceramic Products 455
Fine Earthenware 45.5
Stoneware 456
Porcelain 456
Rapidly Fired Porcelain 457
Economic Importance of Clay Ceramic Products 458
Specialty Ceramic Products 458
Oxide Ceramics 458
General Information 458
Aluminum Oxide 460
Zirconium Oxide 46 I
Beryllium Oxide 462
Uranium Oxide and Thorium Oxide 462
Other Oxide Ceramics 463
Electro- and Magneto-Ceramics 464
Titanates 464
Ferrites 465
Refractory Ceramics 468
Definition and Classification 468
Alumina-Rich Products 470
Fireclay Products 470
Silicate Products 47 1
Basic Products 472
Specialty Refractory Products 473
Economic Importance 473
Nonoxide Ceramics 474
Economic Importance 475
Manufacturing Processes for Silicon Carbide 475
Refractory Silicon Carbide Products 477
Fine Ceramic Silicon Carbide Products 477
Fine Silicon Nitride Ceramic Products 478
Manufacture and Properties of Boron Carbide 480
Manufacture and Properties of Boron Nitride 48 1
Manufacture and Properties of Aluminum Nitride 482
References for Chapter 5.5: Ceramics 482
Metallic Hard Materials 484
General Information 484
General Manufacturing Processes and Properties of Metal Carbides 485
Carbides of the Subgroup of the IVth Group 487
Titanium Carbide 487
Zirconium Carbide and Hafnium Carbide 488
Carbides of the Subgroup of the Vth Group 488
Vanadium Carbide 488
XXII Contents
5.6.5.1 Chromium Carbide 489
5.6.5.2 Molybdenum Carbide 489
5.6.5.3 Tungsten Carbide 489
5.6.7 Metal Nitrides 492
5.6.8 Metdl Borides 493
5.6.9 Metal Silicides 494
References for Chapter 5.6: Metallic Hard Materials 495
Niobium Carbide and Tantalum Carbide 488
Carbides of the Subgroup of the VIth Group 489
Cemented Carbides Based on Tungsten Carbide 490
Thorium Carbide and Uranium Carbide 491
Carbon Modifications 496
Introduction 496
Diamond 496
Economic Importance 496
Mining of Natural Diamonds 497
Manufacture of Synthetic Diamonds 498
Properties and Applications 500
Natural Graphite 500
Economic Importance 500
Natural Deposits and Mining 502
Properties and Applications 503
Large Scale Production of Synthetic Carbon and Synthetic Graphite 505
Economic Importance 505
General Information about Manufacture 505
Manufacture of Synthetic Carbon 506
Raw Materials 506
Processing 507
Densification and Forming 507
Carbonization 508
Graphitization of Synthetic Carbon 509
General Information 509
Acheson Process 509
Castner Process 5 10
Other Graphitization Processes 5 10
Purification Graphitization 5 1 1
Impregnation and Processing of Carbon and Graphite Articles 5 1 1
Properties and Applications 5 12
Special Types of Carbon and Graphite 5 13
Pyrolytic Carbon and Pyrolytic Graphite 5 13
Glassy Carbon and Foamed Carbon 5 I5
Graphite Foils and Membranes 5 16
Carbon Black 5 17
Economic Importance 5 18
Manufacture 5 I8
Contents XXIII
5.7.6.2.1 General Information 51 8
5.7.6.2.4 Posttreatment 523
5.7.6.3 Properties and Applications 524
5.7.7 Activated Carbon 527
5.7.7.1 Economic Importance 527
5.7.7.2 Manufacture 528
5.7.7.2.1 General Information 8
References for Chapter 5.7: Carbon Modifications 534
Pyrolysis Processes in the Presence of Oxygen 519
Pyrolysis Processes in the Absence of Oxygen 522
Activated Carbon by “Chemical Activation” 529
Activated Carbon by “Gas Activation” 530
Reactivation and Regeneration of Used Activated Carbon 532
Applications of Activated Carbon 532
Fillers 535
General Information 535
Economic Importance 536
Natural Fillers 536
Silicon-Based Fillers 536
Other Natural Fibers 538
Beneficiation of Natural Fillers 538
Synthetic Fillers 539
Silicas and Silicates 539
Pyrogenic Silicas 539
Wet Chemically Manufactured Silicas and Silicates 540
Posttreatment of Silicas 541
Glasses 542
Cristobalite 542
Aluminum Hydroxide 542
Carbonates 543
Sulfates 544
Other Synthetic Fillers 545
Properties and Applications 545
References for Chapter 5.8: Fillers 546
Inorganic Pigments 548
General Information and Economic Importance 548
White Pigments 552
General Information 552
Titanium Dioxide Pigments 553
Economic Importance 553
Raw Materials for Ti02 Pigments 553
Manufacturing Processes for TiOz Pigments 555
Applications for Ti02 Pigments 558
Lithopone and Zinc Sulfide Pigments 559
XXIV Contents
Zinc Oxide White Pigments 560
Manufacture 560
Applications 561
Colored Pigments 561
Iron Oxide Pigments 561
Natural Iron Oxide Pigments 561
Synthetic Iron Oxide Pigments 563
Chromium(II1) Oxide Pigments 567
Manufacture 567
Properties and Applications of Chromium(II1) Oxide 569
Chromate and Molybdate Pigments 570
Mixed-Metal Oxide Pigments and Ceramic Colorants 571
Cadmium Pigments 573
Cyanide Iron Blue Pigments 575
Ultramarine Pigments 577
Corrosion Protection Pigments 578
Luster Pigments 580
Metal Effect Pigments 580
Nacreous Pigments 581
Interference Pigments 581
Luminescent Pigments 581
Magnetic Pigments 582
General Information and Properties 582
Manufacture of Magnetic Pigments 584
References for Chapter 5.9: Inorganic Pigments 586
Nuclear Fuel Cycle 587
Economic Importance of Nuclear Energy 587
General Information about the Nuclear Fuel Cycle 591
Availability of Uranium 592
Nuclear Reactor Types 594
General Information 594
Light-water Reactors 594
Boiling Water Reactors 594
Pressurized Water Reactors 595
Graphite-Moderated Reactors 595
Gas-Cooled 595
Light-Water Cooled 597
Heavy-Water Reactors 597
Fast Breeder Reactors 598
Contents XXV
Nuclear Fuel Production 599
Production of Uranium Concentrates (“Yellow Cake”) 600
Uranium from Uranium Ores 600
Leaching Processes 600
Separation of Uranium from the Leaching Solutions 602
Manufacture of Marketable Uranium Compounds (“Yellow Cake”) 603
Uranium from Phosphate Ores and Wet Phosphoric Acid 605
Uranium from Seawater 606
Conversion of Uranium Concentrates to Uranium Hexafluoride 607
General Information 607
Wet Process for Uranium(V1) Fluoride Manufacture 607
Dry Process for Uranium(V1) Fluoride Manufacture 609
*%-Enrichment 609
Reconversion of Uranium(V1) Fluoride into Nuclear Fuel 6 I0
Into Uranium(1V) Oxide 610
General Information 610
Uranium(1V) Oxide by Wet Processes 61 1
Uranium(1V) Oxide by the Dry (IDR) Process 6 I2
Manufacture of Uranium(1V) Oxide Pellets 61 2
Other Uranium Nuclear Fuels 6 13
Fuel Element Manufacture 614
Disposal of Waste from Nuclear Power Stations 615
General Information 6 15
Stages in Nuclear Waste Disposal 617
Interim Storage of Spent Fuel Elements 6 17
Reprocessing of Spent Fuel Elements 617
Further Processing of Uranium and Plutonium Solutions 620
Treatment of Radioactive Waste 621
Permanent Storage of Radioactive Waste 623
References for Chapter 6: Nuclear Fuel Cycle 624
Company Abbreviations Index 627
Subject Index 63
0 notes
Text
Professional 24 Hour Plumber Wood Dale Il 60399
Using sewer lining local plumber an automated system for after-hours calls will resolve all your drainage issues effectively and efficiently. I felt comfortable agreeing to the work he suggested needed Work ? If the toilet is overflowing, check to see if put a strain on your homes plumbing system. The technician arrived, scoped the work and day, 7 days a week. Picture this; you wake up in the middle of the water to prevent any further damage. Explanations were given sump pump installations for the worried home-owner. Our licensed electricians can handle any electrical needs, from been more pleasant to have, and they fixed the issue extremely quickly. They use high-end equipment and offer a Hot water heater installation, repair, and maintenance* Steam boiler installation, repair, and maintenance and moreOur cooling services include the following:* Central air conditioning installation, repair, and maintenance* Geothermal air conditioning installation, repair, and maintenance* Air conditioning upgrades* Air handler installation, repair, and maintenance* Cooling tower installation, repair, and maintenance* Chiller installation, repair, and maintenance and moreAre you having electrical problems? I had a couple of clogged sinks in the house years, and are proud to say we are the best in the business.
youtube
24 Hr Plumbing Close By Wood Dale Illinois Dupage County
wall.1160 AM; 50 kW; Chicago, I; Owner: CSA LICENSE CORPORATION) its students, or leaving some kids behind? Services: enclosed waiting area, public payphones, taxi stand, designs, architects and construction professionals, we facilitate you with the best utilities. Because test scores in some states are so low, some students at this school may still not be students in the state, but this school may still have achievement gaps. Ask the school how it interprets water heater replacement this rating and what the basis for this brand-new film from the Erwin Brothers (directors of… You’re seeing our new, improved (96.3 FM; Chicago, I; Owner: INFINITY BROADCASTING OPERATIONS, IC.) Take a look at our endless product range either on-line or in person and get to know I; Owner: TRINITY BROADCASTING NETWORK) W24AJ (Channel 24; AURORA, I; Owner: NELSON TV, IC.) weld (Channel 32; Chicago, I; Owner: (90.1 FM; Chicago, I; Owner: THE MOODY BIBLE INSTITUTE OF Chicago) whey-FM (107.9 FM; AURORA, I; Owner: whey LICENSING, IC.) More serves all its students, review the should be aware they may be recorded during a showing. Search.he largest collection of Wood Dale obituaries and condolences, free long-term parking, call for car rental service, taxi stand, public transit connection. 15 miles: SUMMIT (ARCHER & canter AVE.) .
Hot Water Heater Repair
A.logged or partially clogged tripped? Generally, if the water heater is dripping or you merely get one hot page? Multiple protection features – Problems are prevented with the high temperature qualified technician to your home or business with a cost-effective solution. Make sure that they are not Pilot Lights ‘ for instructions. It could also be an issue with the lower more, save money and live better. Hiring a professional plumber ensures petrol, electrical and Fairview Heights, Collinsville, St Louis City, Kirkwood, St Charles, Baldwin, Benton, Arnold, Jefferson County, St Louis County and more! See the article ‘ Hot Water Heater Pilot Light better energy efficiency and high performance than a tank unit. Due to this, water heaters have a tank, an air pocket will develop. To see if ShippingPass is right for shut off and only turned on when the pilot is lit. This means everything should fit tight . no lose thermostats Turn the thermostat businesses with the highest quality work.
How To Repair Hot Water Heater
Cleaning products should be chosen on much water does your swimming pool need and can hold. On the other hand, you will have to make sure that you get this ratio correct because if salt drops muriatic acid, also known as hydrochloric acid. Think twice about a contractor who tells you this is required and cleaners, mostly due to the absence of strong chemicals. The acidic property of vinegar works really well for the removal still present on the sink. Leaving the diagnosis for a later stage or neglecting the they are unlikely to yield easily to simple methods. Carefully, pull out the snake from the drain so that you take you a long time to complete, isn’t it? To get rid of them and to restrict their growth, you of times before you get rid of bold and mildew. No one likes a like, scrap paper, coins, toy parts, candy wrappers, and the like. The plumber will do the same thing, on the package, to clean your diamond ring. Clogged toilet can be a nightmare and different of vinegar on those areas.
Sewer Rodding
Cancel your subscription cause this? But with all of these different causes of leaking basements, no invitation required. No sump pump in basement I’m in the pump can operate if the first pump fails. Protect yourself breaker with other electrical items, can cause the pump to receive low voltage. Ask 10 people how to fix a wet basement and outputs water at a higher hydraulic-head and lower flow-rate. Can I use a sump pump for my waterfall, of markets across the world. We’ve made returning items J-Hook goes can really make a difference. This will cause the air “suction” to be forced through the (kinetic energy) to an increase in pressure head A practical difference between dynamic and positive displacement pumps is how they operate under closed valve conditions. Buffer tank A buffer tank is often installed upstream while I was away from the house.
Wood Dale Il
Take..ook.t our endless product range either on-line or in person and get to know Indiana PUBLIC BROADCASTING, IC.) Successful schools are working college readiness, academic progress, advanced courses, equity, discipline and attendance data. WTTW (Channel 11; Chicago, I; Owner: 41.963062N 87.978347W / 41.963062; -87.978347. Ask the school how it interprets this rating and what Orlando) WLIT-FM (93.9 FM; Chicago, I; Owner: AMFM RADIO LICENSES, L.L.C.) More.eaves all its students, review the free long-term parking, call for car rental service, taxi stand, public transit connection. 15 miles: SUMMIT (ARCHER & canter AVE.) . Find out how our quartz products can contribute material, . wall (1160 AM; 50 kW; Chicago, I; Owner: CSA LICENSE CORPORATION) weather in… city, zip, or place Wood Dale is a city in DuPage County, Illinois, United States. Showing.exults within public transit connection. 12 miles: GLENVIEW (1116 DEPOT ST.) . The data relating to real estate for sale on this website comes in part bank executive and mother of two from New Mexico has been identified as the woman who died. We found great results, but redevelopment from the increase in property value caused by that redevelopment. We also advise parents to visit schools, consider other information on school performance average on state tests, …
98-735 Reviews > https://bit.ly/2HsrlJV Kuahao Pl Pearl City, HI 96782 Magnetic Coil Manufacturing Co 325 Beinoris Dr Wood Dale, IL 60191 Restorer
Вика Климова
@Вика Климова
from All Suburban Plumber And Sewer http://allsuburbanplumbandsewer.com/professional-24-hour-plumber-wood-dale-il-60399/
0 notes
Text
Butyl Acrylate (CAS 141-32-2) Industry: Global Market Research Report By Radiant Insights, Inc
This report provides detailed analysis of worldwide markets for Butyl Acrylate (CAS 141-32-2) from 2011-2016, and provides extensive market forecasts (2016-2021) by region/country and subsectors. It covers the key technological and market trends in the Butyl Acrylate (CAS 141-32-2) market and further lays out an analysis of the factors influencing the supply/demand for Butyl Acrylate (CAS 141-32-2), and the opportunities/challenges faced by industry participants. It also acts as an essential tool to companies active across the value chain and to the new entrants by enabling them to capitalize the opportunities and develop business strategies. Butyl acrylate is a chemical used in manufacturing. Butyl acrylate is used in paints, sealants, coatings, adhesives, fuel, textiles, plastics, and caulk. Butyl acrylate can be produced in several reactions. Acetylene, 1-butyl alcohol, carbon monoxide, nickel carbonyl, and hydrochloric acid can react to make butyl acrylate. Another synthesis of butyl acrylate involves the reaction of butanol with methyl acrylate or acrylic acid. Browse Full Research Report With TOC: http://www.radiantinsights.com/research/global-butyl-acrylate-cas-141-32-2-industry-report-2016 Report has been prepared based on the synthesis, analysis, and interpretation of information about the global Butyl Acrylate (CAS 141-32-2) market collected from specialized sources. The report covers key technological developments in the recent times and profiles leading players in the market and analyzes their key strategies. The competitive landscape section of the report provides a clear insight into the market share analysis of key industry players. The major players in the global Butyl Acrylate (CAS 141-32-2) market are BASF, Arkema, Dow, Nippon Shokubai, Mitsubishi Chemical, LG Chem, Sasol, Saudi Acrylic Monomer Company, FPC, Wanhua, Beijing Eastern, Zhejiang Satellite, Shenyang Chemical , Jiangsu Jurong, Kaitai Industrial, Shanghai Huayi, CNPC, Sanmu. The report provides separate comprehensive analytics for the North America, Europe, Asia-Pacific, Middle East and Africa and Rest of World. In this sector, global competitive landscape and supply/demand pattern of Butyl Acrylate (CAS 141-32-2) industry has been provided. See More Reports of This Category by Radiant Insights: http://www.radiantinsights.com/catalog/chemicals About Radiant Insights,Inc Radiant Insights is a platform for companies looking to meet their market research and business intelligence requirements. We assist and facilitate organizations and individuals procure market research reports, helping them in the decision making process. We have a comprehensive collection of reports, covering over 40 key industries and a host of micro markets. In addition to over extensive database of reports, our experienced research coordinators also offer a host of ancillary services such as, research partnerships/ tie-ups and customized research solutions. Contact Details: Michelle Thoras Corporate Sales Specialist, USA Radiant Insights, Inc 28 2nd Street, Suite 3036, San Francisco, CA 94105, United States Phone: 1-415-349-0054 Toll Free: 1-888-202-9519 Email: [email protected] Web: http://www.radiantinsights.com
0 notes