#Dairy plant and equipment manufacturer
Explore tagged Tumblr posts
Visit Tumblr Blog
Explore Tumblr blogs with no restrictions, modern design and the best experience.
Last Seen Tumblr Blogs





Fun Fact
Average visit duration of Tumblr.com is 10 mins and 25 secs.
Text
Dairy plant and equipment manufacturer in India
We “Saffron Machinery” have gained success in the Dairy plant and equipment manufacturer market by Manufacturing and Exporting a remarkable gamut of Dairy Machinery, Milk And Dairy Plant, Milk Storage Tank, Juice Processing Plant, Industrial Chiller, Ice-Cream Processing Machinery And Plant, CIP System, Bulk Milk Cooler, Mango Processing Plant, Fruit & Vegetable Processing Plant, Cold Room, etc. We are a well-known and reliable company at Ahmedabad (Gujarat, India). Our offered products are manufactured in compliance with the pre-defined industry norms and tested to ensure their flawlessness. Our Mission is To discover, deploy, develop and direct the available resources to enable them to demonstrate their optimum capacities to attain the highest possible level of productivity, profitability and customer satisfaction. Providing self employment in Rural India thereby improving their standard of living. We also Offering Industrial Erection Service to Our Client.
Incorporated in 2016 as Saffron Machinery with State-of-the-art Manufacturing unit of Dairy Equvipment, Food Processing Plants, Industrial Chillers And Amonia Chilling Plants,cold Rooms.
Highly skilled, dedicated, experienced work force.
0 notes
Text
What to Look for in Dairy Plant Machinery Manufacturers
When selecting the dairy plant machinery manufacturers there are several factors that one should consider, one of them being that the manufacturers should have rich experience in the industry. Long experience comes from different manufacturers that fully understand the potentiality and specific demand of the dairy sector, and they assure their supporting machineries to be as effective and durable as possible.
Expertise of a certain level creates unique designs, allowing to engineer and manufacture sophisticated equipment that meets the best industry standards, including energy saving and automation. Skilled manufacturers have the capability of constructing valued equipment like pasteurizers, homogenizers and separators which are necessary in the processing of dairy products.
Dairy plant machinery manufacturers with many years of experience, services can confidently be relied upon to increase efficiency while not compromising quality.

High-Quality and Durable Equipment
There is no doubt that processing of dairy requires the sourcing of the best and most efficient equipment that could last long. The leading manufacturers of dairy plant machinery focus on using durable materials such as stainless steel which is well recognized for strength, rust resistance and ease in cleaning, which must be cardinal in dairy plants.
Typically, intricate techniques like welding and computerised numerically controlled machining are used to create not only the precision but the durability of machinery for constant use. It also increases the durability of the equipment so that it has low incidences of breaks and thus low repair bills.
Quality is a major consideration at Aviva Equipment. Through advanced technology and acquiring high-quality materials, Aviva guarantees machinery that meets industry requirements and customers’ expectations. They are one of the few dairy plant machinery manufacturers that have not faltered in terms of their focus on the reliability and efficiency of their products.
Customization and Flexibility
This means that every business entity in the dairy industry must have special requirements for its production processes. Be it small scale operations or large industrial operations, there is a strong need of customization to carry on efficient operations and quality products. This is where machinery manufacturers of dairy plants come in handy by providing customization and flexibility.
The ability to design machinery to fit the particular needs means that companies can target issues like production rate, space, and appearance. From a pasteurizer designed for an artisanal cheese producer to a homogenizer for large-scale milk processing, customization matches equipment to purpose.
Similarly, flexibility in machinery layouts means that the dairy businesses can easily expand or contract production lines, or even introduce new products or lines into its operation. These needs are important and respected by proficient dairy plant machinery manufacturers who offer equipment that evolves with the business to guarantee not only its sustainability but also its happiness.
Compliance with Industry Standards
To machinery manufacturers of the dairy plant, conformity to standards is not a choice. Dairy principally requires high standards of food safety and hygiene in order to produce safe quality dairy foods. Manufacturers must work with non porous products and designs that can avoid contamination of the fluids therefore using stainless steel products that specialize in foods and have smooth finishes.
Basic certifications showing the company’s commitment to international standards include ISO 9001 for quality assurance and FDA for food products. These certificates can be considered as reliable signals that the equipment provided corresponds to the necessary safety, hygiene, and functional standards.
Compliance not only serves to reduce the risks of harm to the end consumer but also builds the image of a brand. The regulation of dairy equipment standards ensures that dairy businesses can proudly present products to the market. Selecting compliant manufacturers of dairy plant machinery is one way of guaranteeing long term sustainability and consumers’ confidence.
Choosing the Right Manufacturer
Choosing of right dairy plant machinery manufacturers is therefore crucial to optimal operation, quality production and componential standards. Some of the aspects to consider are manufacturer experience, longevity and quality of the equipment, opportunity for customization, safety compliance, and dedicated customer service after the sale.
Even though cost cannot be ignored, it is essential to focus on quality and long-term screw reliability, as well as quality customer support.
For better and more unique products, please see Aviva Equipment’s dairy plant machinery products that are designed to fit any business. Step up your dairy production with reliable solutions and innovative tools.
#dairy processing equipment#aviva equipment#dairy processing equipment manufacturers in india#Dairy Plant Machinery Manufacturers
0 notes
Text
#dairy plant machinery manufacturers#dairy equipment suppliers#dairy processing plant manufacturer#SM Engineering
1 note
·
View note
Text
Fast and High-Quality Dairy Product Production with Mini Dairy Plant Machinery and Equipment
Efficient and high-quality production is essential in the ever-changing dairy industry. To keep up with the rising demand for high-quality, freshly-dairy products, small and medium-sized dairy companies require dependable, high-performance solutions. Milk Processing Plant and Machines for micro dairy plants come into play here, allowing for rapid, scalable, and high-quality milk production.

#Milk Processing Plant and Machines#Milk Processing Plant and Machines Manufacturers#Milk Processing Plant and Machines Suppliers#Milk Machines#Milk Processing Machines#Milk#Dairy Equipment#Dairy Machines#Dairy Machine Manufacturers
0 notes
Text
Saffron Machinery is a leading dairy plant and equipment manufacturer in India, specializing in milk processing plant solutions. Our extensive range includes dairy machinery, milk storage tanks, juice processing plants, and industrial chillers, all designed to meet the highest industry standards. Based in Ahmedabad, Gujarat, we are committed to delivering reliable and efficient products that enhance productivity and profitability. Our mission focuses on optimizing resources while promoting self-employment in rural India, thereby improving living standards. Additionally, we provide industrial erection services, ensuring comprehensive support for our clients in the dairy and food processing sectors.
1 note
·
View note
Text
Mini Dairy Plant Cost in India

Looking for a reliable Mini Dairy Plant Manufacturer in India? Look no further than Divyom Processing Machinery & Equipments. While we are well-known for our Mini Dairy Plant, we also specialize in state-of-the-art milk processing solutions. Contact us today for more details!
#Mini dairy plant manufacturer#Mini dairy plant manufacturer in India#Mini dairy plant supplier inn Inida#Mini dairy plant manufacturer in Ghaziabad#Mini dairy plant manufacturer in Delhi NCR#Mini dairy plant supplier in Delhi#Mini dairy plant supplier in Ghaziabad#divyom process machinery & equipments
1 note
·
View note
Text
#dairy equipment#dairy equipment manufacturers#dairy processing equipment#dairy processing equipment manufacturers#dairy plant manufacturers#dairy plant#dairy plant machinery
0 notes
Text
How to start and run a milk processing plant?
The milk plant is a place, premises where milk is collect, process, store, pasteurize, packaged and prepared for supply. The milk processing plant machine must have license for it. In this license, a mini milk processing plant may prefer to process to dairy and milk products. There are many dairy business plants all over India. The whole process starts in dairy farms which have cattle such as cows, buffaloes and goats for milking purposes.
Capacity of Milk Processing Plants
Milk Plants are small, medium and big. These use different types of milk processing equipments according maximum milk capacity per day. There are number of dairy products like ghee, cream, butter, toned milk, double toned milk and skimmed milk that are also manufactured in milk plant. Milk is initially dumped in big milk tank from the milk tankers after that it chilled in a chilling unit. This chilled milk is pasteurized in the milk pasteurizer and cream is divided from the cream separator which gets skimmed milk. Milk is generally depends on the necessity of toned milk, skimmed milk, double toned milk or full cream milk.
Process of dairy Processing Plants
The proper milk production is very vital in the dairy farm. Dairy cows are milked 2 times in a day in all dairy farms. The big farms use good equipments for the processing procedure. After that, it is transferred to big refrigerated milk tanks. These milk tanks are collected by big trucks that transport the product to the milk processing plants. It is important to check the taste and temperature of product before transporting the product to milk processing plants that is suitable for use or not. If the truck is transported to the processing plants then the milk processing plant is pumped into special tanks. After that, it is taken for separation and clarification procedure.
Advertisements
In the milk processing plants, the product separates from bacteria that it is perfect for use. This procedure is well-known as clarification. It is turn in huge vats for some time and the initial spin separates every types of bacteria and fragments from the product. It turns again to separate heavy and light milk. After that, the process involves heat the product to destroy the remaining bacteria present in it. The product is heated and passed all the way through steel pipes in procedure of pasteurization. The next step is homogenization that eliminates fat from the product. The product is heated to decrease the fat particles that present in it. Without the procedure of homogenization, fat particles would float over the milk. Therefore, these processes are very helpful for milk processing business and also for plants.
if you have any query please feel free to ask me
Pranam Ji Engineering Works Khasra No 346, Jalapur, Raghunathpur Muradnagar, Ghaziabad, Uttar Pradesh-201206 +91 7017598033, 9315662914 8920968610, 8126573005
#milk dairy#dairy equipment#plant milk#manufacture#suplier#dairy cows#milk products#milk processing plant
0 notes
Text
Milton Orr looked across the rolling hills in northeast Tennessee. “I remember when we had over 1,000 dairy farms in this county. Now we have less than 40,” Orr, an agriculture adviser for Greene County, Tennessee, told me with a tinge of sadness.
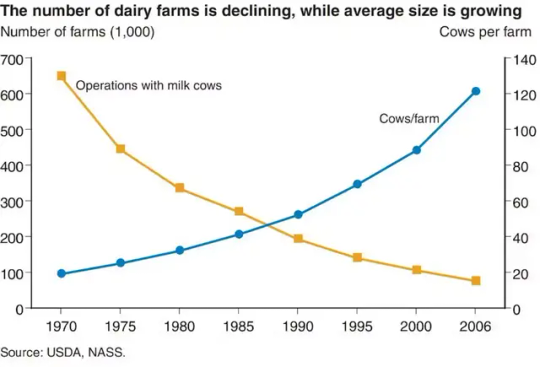
That was six years ago. Today, only 14 dairy farms remain in Greene County, and there are only 125 dairy farms in all of Tennessee. Across the country, the dairy industry is seeing the same trend: In 1970, more than 648,000 US dairy farms milked cattle. By 2022, only 24,470 dairy farms were in operation.
While the number of dairy farms has fallen, the average herd size—the number of cows per farm—has been rising. Today, more than 60 percent of all milk production occurs on farms with more than 2,500 cows.
This massive consolidation in dairy farming has an impact on rural communities. It also makes it more difficult for consumers to know where their food comes from and how it’s produced.
As a dairy specialist at the University of Tennessee, I’m constantly asked: Why are dairies going out of business? Well, like our friends’ Facebook relationship status, it’s complicated.
The Problem with Pricing
The biggest complication is how dairy farmers are paid for the products they produce.
In 1937, the Federal Milk Marketing Orders, or FMMO, were established under the Agricultural Marketing Agreement Act. The purpose of these orders was to set a monthly, uniform minimum price for milk based on its end use and to ensure that farmers were paid accurately and in a timely manner.
Farmers were paid based on how the milk they harvested was used, and that’s still how it works today.
Does it become bottled milk? That’s Class 1 price. Yogurt? Class 2 price. Cheddar cheese? Class 3 price. Butter or powdered dry milk? Class 4. Traditionally, Class 1 receives the highest price.
There are 11 FMMOs that divide up the country. The Florida, Southeast, and Appalachian FMMOs focus heavily on Class 1, or bottled, milk. The other FMMOs, such as Upper Midwest and Pacific Northwest, have more manufactured products such as cheese and butter.
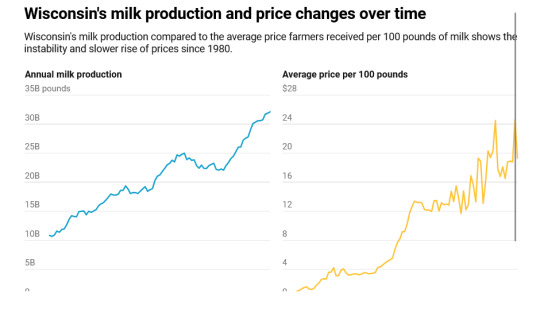
For the past several decades, farmers have generally received the minimum price. Improvements in milk quality, milk production, transportation, refrigeration, and processing all led to greater quantities of milk, greater shelf life, and greater access to products across the US. Growing supply reduced competition among processing plants and reduced overall prices.
Along with these improvements in production came increased costs of production, such as cattle feed, farm labor, veterinary care, fuel, and equipment costs.
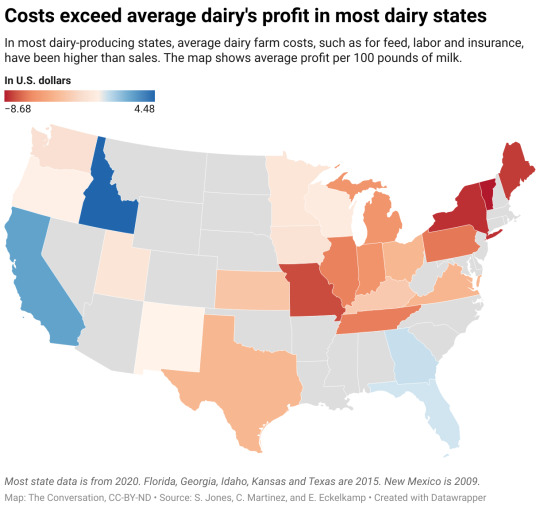
Researchers at the University of Tennessee in 2022 compared the price received for milk across regions against the primary costs of production: feed and labor. The results show why farms are struggling.
From 2005 to 2020, milk sales income per 100 pounds of milk produced ranged from $11.54 to $29.80, with an average price of $18.57. For that same period, the total costs to produce 100 pounds of milk ranged from $11.27 to $43.88, with an average cost of $25.80.
On average, that meant a single cow that produced 24,000 pounds of milk brought in about $4,457. Yet, it cost $6,192 to produce that milk, meaning a loss for the dairy farmer.
More efficient farms are able to reduce their costs of production by improving cow health, reproductive performance, and feed-to-milk conversion ratios. Larger farms or groups of farmers—cooperatives such as Dairy Farmers of America—may also be able to take advantage of forward contracting on grain and future milk prices. Investments in precision technologies such as robotic milking systems, rotary parlors, and wearable health and reproductive technologies can help reduce labor costs across farms.
Regardless of size, surviving in the dairy industry takes passion, dedication, and careful business management.
Some regions have had greater losses than others, which largely ties back to how farmers are paid, meaning the classes of milk, and the rising costs of production in their area. There are some insurance and hedging programs that can help farmers offset high costs of production or unexpected drops in price. If farmers take advantage of them, data shows they can functions as a safety net, but they don’t fix the underlying problem of costs exceeding income.
Passing the Torch to Future Farmers
Why do some dairy farmers still persist, despite low milk prices and high costs of production?
For many farmers, the answer is because it is a family business and a part of their heritage. Ninety-seven percent of US dairy farms are family owned and operated.
Some have grown large to survive. For many others, transitioning to the next generation is a major hurdle.
The average age of all farmers in the 2022 Census of Agriculture was 58.1. Only 9 percent were considered “young farmers,” age 34 or younger. These trends are also reflected in the dairy world. Yet, only 53 percent of all producers said they were actively engaged in estate or succession planning, meaning they had at least identified a successor.
How to Help Family Dairy Farms Thrive
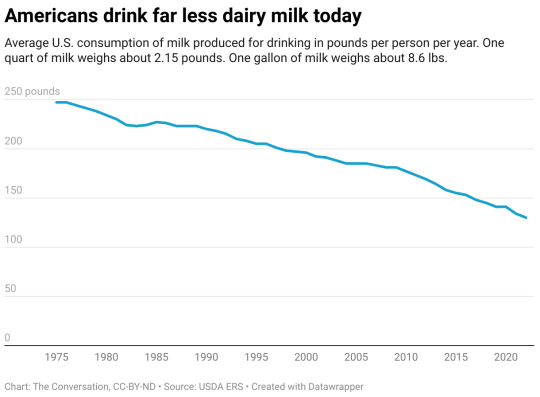
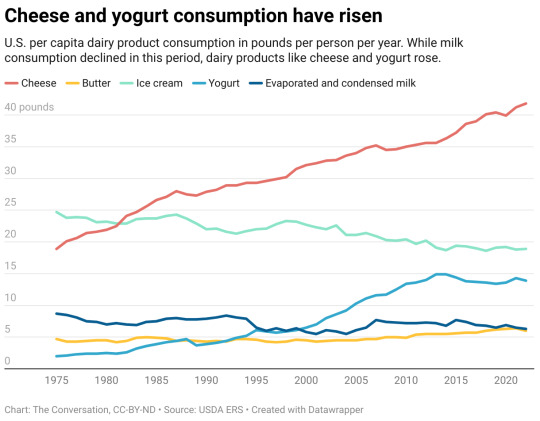
In theory, buying more dairy would drive up the market value of those products and influence the price producers receive for their milk. Society has actually done that. Dairy consumption has never been higher. But the way people consume dairy has changed.
Americans eat a lot, and I mean a lot, of cheese. We also consume a good amount of ice cream, yogurt, and butter, but not as much milk as we used to.
Does this mean the US should change the way milk is priced? Maybe.
The FMMO is currently undergoing reform, which may help stem the tide of dairy farmers exiting. The reform focuses on being more reflective of modern cows’ ability to produce greater fat and protein amounts; updating the cost support processors receive for cheese, butter, nonfat dry milk, and dried whey; and updating the way Class 1 is valued, among other changes. In theory, these changes would put milk pricing in line with the cost of production across the country.
The US Department of Agriculture is also providing support for four Dairy Business Innovation Initiatives to help dairy farmers find ways to keep their operations going for future generations through grants, research support, and technical assistance.
Another way to boost local dairies is to buy directly from a farmer. Value-added or farmstead dairy operations that make and sell milk and products such as cheese straight to customers have been growing. These operations come with financial risks for the farmer, however. Being responsible for milking, processing, and marketing your milk takes the already big job of milk production and adds two more jobs on top of it. And customers have to be financially able to pay a higher price for the product and be willing to travel to get it.
33 notes
·
View notes
Note
Where does red army get their supplies and food? Wym
Most of it is cultivated by the army themselves. They plant and grow their own produce in especially built and equipped greenhouses. Of course, livestock is another matter altogether; since they are so hard to mantain the Red Army synthesizes all meat and dairy products instead.
Other supplies like weapons are manufactured by the scientists in the engineering department, the tools to make such weapons scrapped from junkyards, and medicine is given to them by pharmaceutical companies that they made deals with.
12 notes
·
View notes
Text
Food Contract Manufacturing Market Size, Trends, and Growth Forecast 2025–2032
Market Overview
The Food contract manufacturing market Size involves outsourcing the production and packaging of food products to third-party manufacturers. This model allows food brands to focus on core activities like marketing, R&D, and distribution while leveraging the expertise and scalability of contract manufacturers. The market spans across processed foods, beverages, snacks, bakery items, dairy products, and more.
Get free sample @ https://www.statsandresearch.com/request-sample/40336-global-food-contract-manufacturing-market
Key Segments
By Service Type:
Manufacturing
Packaging
Product Development
Supply Chain Management
By Product Type:
Bakery & Confectionery
Beverages
Dairy Products
Snack Foods
Frozen & Prepared Foods
Functional Foods & Nutraceuticals
By End-Use:
Food & Beverage Companies
Private Label Brands
Retail Chains
Market Insights
Market Growth:
Increasing demand for convenience foods, specialty products, and private-label brands is fueling growth.
The outsourcing trend is expanding as companies seek cost efficiency and quicker time-to-market.
Customization & Innovation:
Manufacturers are offering tailored solutions to meet specific customer needs, including product innovation and adherence to dietary trends (e.g., gluten-free, plant-based).
Technology Integration:
Use of advanced technologies like automation, IoT, and blockchain for efficient production, traceability, and supply chain transparency.
Key Market Drivers
Cost Efficiency:
Companies save on capital investments in facilities and equipment by outsourcing production.
Focus on Core Competencies:
Brands can focus on R&D, marketing, and distribution rather than manufacturing complexities.
Rising Demand for Private Labels:
Growth of private-label products offered by retailers has boosted the need for contract manufacturing.
Specialized Expertise:
Contract manufacturers offer expertise in regulatory compliance, product formulation, and scalability.
Customization Needs:
Increasing demand for niche products, such as organic, functional, and clean-label foods, drives outsourcing.
Challenges
Quality Control:
Ensuring consistent quality across outsourced production can be challenging.
Supply Chain Disruptions:
Dependence on third-party manufacturers increases vulnerability to supply chain issues.
Regulatory Compliance:
Adhering to stringent food safety standards and labeling regulations across regions is complex.
Brand Reputation Risk:
Any failure by the contract manufacturer can directly impact the brand’s reputation.
High Initial Dependence:
Over-reliance on contract manufacturers can make switching costly or challenging.
Get full report @ https://www.statsandresearch.com/report/40336-global-food-contract-manufacturing-market/
Key Players
Gehl Foods, LLC
Kerry Group plc
Ingredion Incorporated
The OSI Group
TreeHouse Foods, Inc.
Catalent, Inc.
Glanbia plc
SunOpta, Inc.
Tate & Lyle PLC
Symrise AG
Regional Analysis
North America:
Largest market due to high demand for private-label and specialty food products.
Well-established infrastructure and advanced manufacturing capabilities.
Europe:
Significant growth driven by the rising demand for organic, gluten-free, and clean-label products.
Regulatory complexity drives brands to seek experienced contract manufacturers.
Asia-Pacific:
Fastest-growing region, fueled by rapid urbanization, increasing disposable incomes, and demand for processed and packaged foods.
Countries like China and India are key markets for contract manufacturing growth.
Latin America:
Steady growth driven by increasing demand for packaged and ready-to-eat foods.
Middle East & Africa:
Emerging market with potential, driven by the growing food and beverage sector and rising investments in manufacturing infrastructure.
Future Outlook
The global Food contract manufacturing market Size is projected to grow at a CAGR of 8%-10% over the next five years.
Key Trends:
Increased focus on sustainable and eco-friendly manufacturing practices.
Growth in functional and health-focused food segments (e.g., protein bars, nutraceuticals).
Enhanced use of automation and digital technologies for efficiency and traceability.
Expansion of small and medium food brands leveraging contract manufacturing for scalability.
Get enquiry before buying @ https://www.statsandresearch.com/enquire-before/40336-global-food-contract-manufacturing-market
0 notes
Text
How to Choose the Right Rubber Gasket for Your Application?
Rubber gaskets are essential components used to create a secure and leak-proof seal between two surfaces. They play a critical role in various industries, including automotive, food processing, pharmaceuticals, oil and gas, and chemical processing. At Arvico, we offer a wide range of small rubber gaskets manufactured from high-quality materials to meet the most demanding applications.
Our gaskets are known for their durability, flexibility, and resistance to extreme temperatures, chemicals, and pressure. With years of expertise in the industry, we provide reliable and innovative sealing solutions tailored to specific needs.
Importance of Rubber Gaskets
Rubber Gaskets serve as a vital sealing solution, preventing leakage and contamination in various applications. Their flexibility allows them to conform to different surfaces, providing a secure barrier against moisture, gas, and fluids. Properly installed gaskets help reduce maintenance costs, enhance operational efficiency, and improve equipment longevity.
Types of Rubber Gaskets
We offer a diverse range of rubber gaskets, each designed for specific applications and requirements.
1. Flange Gasket
Flange gaskets are used in piping systems to provide a tight seal between two flanges. They prevent leaks of liquids, gases, and other substances, ensuring operational efficiency and safety.

Applications:
Oil and gas pipelines
Water treatment plants
Chemical processing industries
HVAC systems
2. Diecut Gasket
Diecut gaskets are precision-cut to fit specific shapes and sizes. These gaskets offer exceptional sealing capabilities and are widely used in industrial applications.
Applications:
Automotive engines and fuel systems
Electrical enclosures
Industrial machinery
Aerospace equipment
3. Butterfly Valve Gasket
Butterfly valve gaskets are designed to provide an effective seal in butterfly valve applications. They are highly flexible and offer excellent resistance to pressure and temperature variations.
Applications:
HVAC systems
Food and beverage industries
Pharmaceutical processing
Power generation plants
4. TC Gasket
TC gaskets are commonly used in sanitary applications where cleanliness and hygiene are of utmost importance. TC (Tri-Clamp) gaskets ensure a secure seal in food-grade and pharmaceutical pipelines.
Applications:
Dairy and beverage production
Biopharmaceutical manufacturing
Water purification systems
Brewing industry
5. Rubber Washers
Rubber washers provide cushioning and sealing in various mechanical applications. They are highly resistant to wear and tear, making them a reliable choice for many industries.
Applications:
Plumbing and pipe fittings
Automotive assemblies
Industrial machinery
Marine applications
Material Options for Rubber Gaskets
Depending on the application, our rubber gaskets are available in different materials:
EPDM Rubber Gasket – Offers excellent weather, ozone, and heat resistance, making it suitable for outdoor and industrial applications.
Silicone Rubber Gasket – Ideal for high-temperature applications and food-grade uses due to its flexibility and resistance to extreme conditions.
Neoprene Rubber Gasket – Provides good oil and chemical resistance, commonly used in marine and automotive industries.
Nitrile Rubber Gasket – Suitable for applications involving fuel and oil exposure, offering strong sealing in petroleum-related industries.
Viton Rubber Gasket – Ensures high performance in extreme temperatures and aggressive chemical environments, frequently used in aerospace and automotive applications.
How to Choose the Right Rubber Gasket
Selecting the right rubber gasket depends on several factors, including:
Operating Temperature: Ensure the gasket material can withstand the required temperature range.
Chemical Compatibility: Choose a gasket that resists chemical exposure in the application.
Pressure Rating: Verify that the gasket can endure the pressure conditions of the system.
Flexibility & Durability: Opt for a material that provides the necessary elasticity and longevity.
Why Choose Arvico Rubber Gaskets?
At Arvico, we prioritize quality, precision, and customer satisfaction. Our gaskets are manufactured using cutting-edge technology and the highest industry standards. Here’s why we stand out:
Premium Quality: We use only the best raw materials to ensure longevity and performance.
Customization Options: We offer custom rubber gaskets tailored to your specific requirements.
Wide Industry Applications: Our gaskets serve diverse industries, from pharmaceuticals to heavy engineering.
Reliability: With decades of experience, we guarantee durable and dependable sealing solutions.
Technical Expertise: Our team provides expert guidance in selecting the right gasket for your needs.
Conclusion
Rubber gaskets manufacturer play a crucial role in maintaining leak-proof and secure connections across various industries. Arvico offers a comprehensive range of high-quality rubber gaskets, including flange gaskets, diecut gaskets, butterfly valve gaskets, TC gaskets, and rubber washers, among others. Our commitment to quality, innovation, and customer satisfaction ensures that we provide the best sealing solutions tailored to your needs.
Proper gasket selection, maintenance, and installation significantly impact equipment performance and longevity. Partnering with Arvico, a trusted rubber gasket supplier, ensures you receive high-performance rubber gaskets that enhance safety, reliability, and efficiency in your operations.
For more information on our rubber gaskets and to find the perfect solution for your application, contact Arvico today!
youtube
0 notes
Text
Complete processing line of paneer processing plant
Paneer is one of the most popular dairy products that are utilized in Indian cooking due to its adaptability when used in preparing both classic meals and recently trending foods. As paneer has become popular in domestic as well as international markets, there is a requirement of larger production and better manufacturing techniques. There is increasing demand for paneer that calls for automated paneer processing industries for better hygiene, uniformity, and quality production. Aviva Equipment is one of the major exporters of dairy processing technology, also offering paneer processing plant with the latest equipment of paneer processing plant to increase the rate of production and efficiency.
A common industry structure of a paneer processing plant comprises the following phases: milk reception, pasteurization, coagulation, cutting, whey separation, and packaging. Every step in the setup of the paneer production system is important to guarantee a constant quality product. The arrangement of the plant is professionally done in such a way that it facilitates large production to cater for the growing demand for paneer.

For the best results to be realized, it is important that the company has an endowed processing line enhanced by modern tools. Most of the pasteurizers, pressing systems, and packaging machines used have an advanced technology that not only makes the work easier but also hygienically handle the product. Using modern equipment it is possible to provide even texture, high quality and food safety of the finished product that is why it is difficult to imagine a efficient paneer processing plant without it.
Stages in the Paneer Processing Line
Paneer processing plant has several important steps through which it operates effectively in producing quality paneer. All the steps matter a lot for hygiene, safety, and efficiency of the organization.
Milk Reception and Storage
In a paneer processing plant the initial stage of paneer production includes receiving and keeping raw milk in a clean environment. It must be properly hand and stored in appropriate temperature to avoid spoiling and getting contaminated.
Milk Pasteurization
Paneer production begins with the pasteurization of the milk to eliminate bacterias that are hazardous to human health. This stage helps in assuring the quality and safety of the final product which makes this stage to be very vital in any processing plant of paneer.
Coagulation and Curdling
Subsequently, the milk is then coagulated through the use of some specific machines that also aid in providing a standard and uniform consistency. This step is taken to make all the curd formations similar which is required for the making of paneer.
Whey Separation and Pressing
After the completion of the coagulation process, the curd is drained off from the whey using special utensils, and the paneer is weighted to remove the extra water content. Pressing should be done properly to achieve the right level of firmness and texture as intended.
Cutting and Packaging
After the formation of the paneer, the paneer is then cut into the necessary fragile shape by the cutting machines. This is followed by packaging technology that provides a quality and hygienically packed paneer to the consumers and distributors.
Equipment Used in a Paneer Processing Plant
Milk Pasteurizers: These machines pasteurize raw milk thus using only the best and safe paneer free from any pathogenic organisms. Aviva Equipment’s pasteurizers provide temperature regulation for required outcome.
Paneer Pressing Machines: These are used for the extraction of whey and molding of the paneer where these two features are controlled to check uniformity of texture and moisture. Aviva ’s pressing machines developed for performance and effective methods of handling in hygiene.
Curd-Cutting Systems: Curd cutting is very desirable to carry out mechanically and manually using Aviva presented automated curd cutting systems make paneer production faster and do not involve much human intervention with regards to size and shape of the paneer formed.
Automated Packaging Units: Aviva’s packaging units keep the paneer hygienically packed and also quicken the process.
A well integrated and efficient paneer processing plant is thus required for achieving standardization of the final product, increased production rate and effectiveness. There is a lot to gain from the right equipment in enhancing every stage of production, from the machinery of aviva equipment in milk pasteurization and cutting and packing, so each batch of paneer is hygienically perfect and of superior quality.
Check out the wide selection of advanced equipment and technology that Aviva Equipment offer specifically for paneer production. See how Aviva Equipment can assist you in setting up your very own paneer processing plant, visit our website today to explore our product range!
https://www.avivaequipments.com/service/paneer-processing-plant/
#dairy processing equipment manufacturers in india#dairy processing equipment#aviva equipment#paneer processing plant
0 notes
Text
Unlock the Power of Dry Ice with Dryice Abudhabi!
When it comes to high-performance cooling, cleaning, and preservation, Dryice Abudhabi is the leading Dryice supplier in Abudhabi and Dryice manufacturer in Abudhabi. But what makes dry ice so special? Let’s explore its incredible advantages and why businesses worldwide trust Dryice Abudhabi for their dry ice needs.
What is Dry Ice?
Dry ice is the solid form of carbon dioxide (CO2) at a temperature of -78.5°C (-109.3°F). Unlike regular ice, it doesn’t melt into water but sublimates directly into gas, making it a powerful cooling agent with zero mess.
Advantages of Dry Ice
1. Superior Cooling Power
Dry ice is significantly colder than traditional ice, making it ideal for transporting temperature-sensitive products such as pharmaceuticals, vaccines, and perishable food items. It provides extended cooling without melting, preventing unwanted moisture damage. This property makes dry ice an essential resource in the medical, food, and logistics industries.
2. Safe & Chemical-Free Cleaning
Dry ice blasting is an innovative, non-abrasive, and eco-friendly cleaning method used across various industries. This technique removes dirt, grease, paint, and contaminants from machinery and delicate surfaces without the need for water or harsh chemicals. This is particularly beneficial in food processing plants, aviation, and industrial equipment maintenance, where cleanliness and hygiene are paramount.
3. Perfect for Food Storage & Transportation
The food industry relies heavily on dry ice to preserve perishable goods during transportation. Whether shipping seafood, meat, dairy, or frozen desserts, dry ice ensures freshness for extended periods, reducing spoilage and waste. Restaurants, supermarkets, and catering businesses benefit immensely from the cooling properties of dry ice.
4. Essential for Medical & Pharmaceutical Uses
Hospitals, laboratories, and pharmaceutical companies depend on dry ice to store and transport sensitive biological materials like blood samples, vaccines, and medicines. Given its ability to maintain ultra-low temperatures, dry ice plays a crucial role in preventing temperature-sensitive medical products from spoiling, thus ensuring patient safety and health.
5. Creates Spectacular Special Effects
From concerts and weddings to theater productions and Halloween events, dry ice is widely used to create dramatic fog and smoke effects. When mixed with warm water, it produces a thick mist that enhances stage performances and adds a magical ambiance to any occasion. Many entertainment companies rely on dry ice for high-quality special effects.
6. Pest Control & Agricultural Benefits
Dry ice is an effective and eco-friendly solution for pest control. It is commonly used to eliminate burrowing pests like rodents and insects by releasing carbon dioxide gas into their tunnels, suffocating them without harmful chemicals. Additionally, it aids in grain preservation by controlling insect infestations in storage facilities.
7. Non-Toxic & Environmentally Friendly
Unlike chemical coolants, dry ice is non-toxic and leaves no harmful residue. Since it sublimates into CO2 gas, it is completely safe for food storage, medical applications, and industrial use. Additionally, dry ice is derived from recycled carbon dioxide, making it an environmentally responsible choice that reduces industrial carbon emissions.
8. Emergency Refrigeration Solution
In cases of power outages or natural disasters, dry ice acts as an excellent emergency cooling solution. It helps preserve frozen foods in homes, restaurants, and grocery stores by maintaining ultra-cold temperatures without electricity. This makes it an essential backup resource in areas prone to power failures.
9. Industrial & Manufacturing Applications
Dry ice is widely used in industrial and manufacturing processes, including metal shrinking, pipe freezing, and rubber molding. It aids in assembling metal components by creating precision fits and is essential for repairing underground pipes without shutting down entire systems.
10. Eco-Friendly Alternative to Water Ice
Since dry ice sublimates directly into gas, it leaves no liquid residue. This makes it highly convenient for applications where water-based ice is impractical. Industries such as electronics, aerospace, and pharmaceuticals benefit from its clean and efficient cooling properties.
Why Choose Dryice Abudhabi?
✅ Trusted Dry Ice Manufacturer in Abu Dhabi
As a leading Dryice manufacturer in Abudhabi, we ensure the highest quality standards, supplying dry ice that meets various industrial, medical, and commercial needs.
✅ Reliable Dry Ice Supplier in Abu Dhabi
Need dry ice in bulk? Our Dryice supplier in Abudhabi services guarantee timely delivery across Abu Dhabi and the UAE, ensuring businesses never run out of this essential resource.
✅ Premium Quality & Competitive Pricing
We provide high-quality dry ice at competitive prices, making it affordable for businesses of all sizes.
✅ Customizable Solutions
Whether you need dry ice pellets, blocks, or slices, we offer tailor-made solutions to fit your specific requirements.
✅ Fast & Hassle-Free Delivery
We understand the importance of timely supply. Our streamlined logistics ensure fast and reliable delivery to our clients.
📞 Contact us today for your dry ice needs: +971553635753 🌐 Visit: https://dryiceabudhabi.com/
0 notes
Text
What are the main advantages of horizontal storage tanks?

Components of the horizontal storage tank include the elliptical tank, base support, flange, level meter, top inlet, outlet, and other inlets. Let us look at some of the prime advantages and benefits of a horizontal storage tank. and outlet ports. The composition structure is simple and easy for the operator to get started, as long as the daily maintenance can be carried out. In the production process, there is a staff to inspect the weld seam of the equipment, thus making the equipment more and more stable, safe, and reliable.
Calm mobility and transportation
Horizontal storage tanks are greatly used in the agricultural and beverage industries since they are best suited for storing liquids like water and chemicals. Their design and shape make horizontal steel storage tanks much easier to transport and move than vertical tanks. That easy supply makes horizontal tanks very attractive for those who need to house or conveyance liquids regularly. Horizontal storage tanks can be connected underground or above ground and are used in a variety of industries for the storage of light and heavy petroleum products, chemical solutions, water, food products, and other liquid products. Otherwise, for underground storage, it is assumed that horizontal steel tanks have a quantity of coatings and insulation to prevent erosion.
Height is no longer a factor.
If you’re facing height restrictions in your plant, factory, or vehicle, a vertical tank may cause more trouble than its worth. The horizontal storage tank design uses less vertical space, so you don’t have to worry if you are a small to medium-sized process. It more easily fits where you need it to and eliminates the risks of allocating a tank that’s a few inches too tall.
Temperature Control
Temperature is a key factor to consider if you’re in the dairy, wine, brewery, and beverage processing businesses. The shape and orientation of stainless steel horizontal storage tanks make them faster and more well-organized in heating and cooling liquids and upholding the desired temperature during storage and transportation.
Less personnel are needed.
Given how they are designed and considering that they are less cumbersome to move around from one place to another, horizontal storage tanks require less manpower to manage them. This will leave you and your employees with enough time for other important tasks and projects.
Efficient and cost-effective
Since horizontal storage tanks have a greater percentage of surface area coverage, they are capable of transhipping their products more professionally than perpendicular tanks. Besides, there are fewer charges for transportation with horizontal tanks, and they can add vertical agitation easily, making them cost-effective.
Low cost and long life.
Buying Used Horizontal Storage Tanks
Need a great horizontal storage tank? Look no further than Rahul Engineering. The company manufactures horizontal storage tanks from carbon and stainless steel, available in a variety of sizes. Below is the inventory of horizontal tanks. Let us help you.
Interested in learning more about our horizontal storage tanks for sale and what they can do for you? Contact us today to secure an expert discussion!
0 notes
Text
Premium UNS S30409 Stainless Steel Pipes & Tubes in Japan – Kogyo Steel's Reliable Supply
One of the Top Manufacturer of UNS S30409 Stainless Steel Pipes and Tubes in Japan is Kogyo Steel. Our business has built a solid reputation for producing high-performance, corrosion-resistant, long-lasting stainless-steel products that adhere to global standards. With a wealth of industry experience, we serve a variety of industries, such as power generating, chemical processing, and construction. The main features, uses, and benefits of UNS S30409 stainless steel pipes and tubes are covered in detail in this article.
Characteristics of UNS S30409 Stainless Steel Pipes & Tubes
Excellent mechanical and corrosion-resistant qualities are provided by UNS S30409, an austenitic stainless steel that is resistant to heat. Among the essential traits are:
High-Temperature Strength: UNS S30409 is perfect for heat exchangers and boilers since it can tolerate high temperatures.
Corrosion Resistance: Outstanding ability to withstand corrosion and oxidation, especially under challenging conditions.
Durability & Longevity: A longer service life with less maintenance is guaranteed by the material's exceptional strength.
Formability & Weldability: It is a popular option in many industrial applications since it is simple to construct, bend, and weld.
Applications of UNS S30409 Stainless Steel Pipes & Tubes
UNS S30409 stainless steel pipes and tubes are extensively utilized in a variety of sectors because of their exceptional qualities, including:
Oil and Gas Industry: Because of its great strength and resistance to corrosion, it is utilized in refineries, pipelines, and offshore drilling platforms.
Chemical Processing Plants: Because it is non-reactive, it is perfect for moving gasses, acids, and harsh chemicals.
Power Generation: Widely utilized in power plant superheater tubes, heat exchangers, and boilers.
The Food and Beverage Industry: makes sure that dairy and food processing equipment are hygienic and resistant to infection.
Why Choose Kogyo Steel for UNS S30409 Stainless Steel Pipes & Tubes?
The following characteristics set Kogyo Steel apart as a reliable Manufacturer of UNS S30409 Stainless Steel Pipes and Tubes in Japan:
Superior Quality Assurance: To guarantee superior goods, we follow worldwide quality standards including ASTM, ASME, and JIS.
Customization & Flexibility: To satisfy our clients' unique needs, we provide bespoke sizes, shapes, and finishes.
Competitive Pricing & On-Time Delivery: We offer affordable solutions with timely delivery thanks to effective manufacturing and logistics.
Professional Technical Support: To guarantee peak performance, our knowledgeable staff offers advice on material selection and technical requirements.
Conclusion
In Japan, Kogyo Steel is dedicated to offering premium UNS S30409 stainless steel pipes and tubes. Our products are well known for their strength at high temperatures, resistance to corrosion, and longevity, which makes them appropriate for a variety of industries. We guarantee outstanding quality, prompt delivery, and outstanding service by taking a customer-centric approach. In Japan, Kogyo Steel is a dependable partner for stainless steel solutions. For More Details CLICK HERE
0 notes