#Custom Glassware Products manufacturing company
Explore tagged Tumblr posts
Visit Tumblr Blog
Explore Tumblr blogs with no restrictions, modern design and the best experience.
Last Seen Tumblr Blogs





Fun Fact
Tumblr was acquired by Yahoo for $1.1B in 2013.
Text
Custom Glassware manufacturer & suppliers | Goel Scientific Glass Works Ltd | Canada
We serve best Custom Glassware, Custom Glassware Products, Custom Glassware price, Custom Glassware Products manufacturing company, Custom Glassware etching, industry, equipments, Distributors, Dealers, Wholesalers, Manufacturers, in canada, Goel Scientific Glass Works Ltd, Canada
#Buy Custom Glassware#Custom Glassware Products#Custom Glassware price#Custom Glassware Products manufacturing company#Custom Glassware etching#industry#equipments#Distributors#Dealers#Wholesalers#Manufacturers#in canada#Goel Scientific Glass Works Ltd#Canada
0 notes
Text
Laboratory equipment Lab Equipment Manufacturer, Suppliers and Exporter in India
Laboratory equipment manufacturers play a vital role in the scientific community by providing the tools and instruments necessary for research and development. They design, manufacture, and distribute a wide range of products, including glassware, chemicals, and analytical instruments. These products are used in a variety of settings, including research laboratories, universities, and industrial facilities. Laboratory equipment manufacturers must adhere to strict quality control standards to ensure that their products are safe, reliable, and accurate. They must also be aware of the latest technological advancements in order to provide their customers with the most cutting-edge products. Some of the most well-known laboratory equipment manufacturers include Thermo Fisher Scientific, Danaher Corporation, and PerkinElmer. These companies offer a wide range of products that are used in a variety of industries. They also have a global presence, with manufacturing facilities and sales offices located around the world. The laboratory equipment manufacturing industry is a growing market, driven by the increasing demand for research and development. As the scientific community continues to make new discoveries, the need for sophisticated laboratory equipment will only continue to grow. Microscopes: Explore high-quality microscopes from trusted manufacturers for precise observations in biology and chemistry labs. Centrifuges: Choose from a range of efficient centrifuges designed by leading manufacturers for accurate separation of substances in your school or college lab. Spectrophotometers: Enhance your lab experiments with reliable spectrophotometers crafted by industry-leading brands, ensuring accurate analysis of light absorption and emission. Balances and Scales: Find precision balances and scales from reputable manufacturers to meet the exacting demands of chemistry and physics experiments in educational settings. Incubators: Create optimal conditions for cell and bacteria cultures with cutting-edge incubators from well-known laboratory equipment providers. Autoclaves: Ensure safety and sterilization with autoclaves from trusted manufacturers, vital for maintaining a contamination-free environment in educational laboratories. Fume Hoods: Prioritize safety in your chemistry lab with fume hoods manufactured by top-notch brands, providing effective ventilation and protection. Laboratory Glassware: Source durable and reliable glassware sets from renowned manufacturers to support a wide range of experiments across various scientific disciplines. Pipettes: Facilitate precise liquid handling in your lab with pipettes from established manufacturers, known for accuracy and ergonomic design. Heating Equipment: Opt for state-of-the-art heating equipment from reputable brands to meet the diverse needs of your physics and chemistry experiments. Safety Cabinets: Prioritize safety with high-quality safety cabinets from leading manufacturers, offering secure storage for chemicals and hazardous materials. pH Meters: Ensure accurate measurements in your biology and chemistry labs with pH meters manufactured by trusted brands, known for their reliability and precision. By incorporating these top-notch laboratory equipment options from reputable manufacturers, your school or college lab can create a conducive environment for effective scientific exploration and learning.
4 notes
·
View notes
Text
Top-Rated Laboratory Products for Diverse Applications
HIMLABORREAKTIV is a leading Ukrainian company specializing in providing comprehensive solutions for industry-specific laboratories. We understand that laboratories across various sectors have unique needs, and we offer a broad range of products and equipment to meet these requirements. Whether you're in pharmaceuticals, healthcare, agriculture, food production, chemistry, mining, metallurgy, machine engineering, oil and gas, or state quality control, HIMLABORREAKTIV has everything you need to ensure that your laboratory operates efficiently and meets the highest standards.
Wide Range of Solutions for Different Industries
At HIMLABORREAKTIV, we pride ourselves on offering a diverse selection of products for laboratories across multiple sectors. Our comprehensive solutions cater to industries such as:
Pharmaceutical and Medical Laboratories: We provide the essential tools for conducting precise tests and experiments. Our range includes lab equipment, reagents, and consumables tailored to the needs of pharmaceutical and medical laboratories. Whether you're working in research or routine diagnostics, our products help ensure high-quality results.
Agricultural and Food Laboratories: Our products for agricultural and food industries help maintain safety and quality standards. From soil testing equipment to food safety analysis tools, we ensure that your lab is equipped to handle the rigorous demands of food and agriculture testing.
Chemical Laboratories: For chemical industries, we supply an array of products such as lab chemicals, testing instruments, and specialized glassware. These tools are critical for conducting chemical analyses and ensuring accurate and reliable results.
Mining, Metallurgy, and Machine Engineering: HIMLABORREAKTIV offers specialized equipment for mining, metallurgy, and machine engineering laboratories. Our solutions are designed to help professionals analyze materials and metals, ensuring that processes in these industries meet the highest safety and quality standards.
Oil and Gas Laboratories: The oil and gas industry requires highly precise testing tools. We provide equipment for testing petroleum products, gases, and other materials. Our solutions support your laboratory in maintaining industry compliance and safety standards.
State Quality Control Laboratories: HIMLABORREAKTIV also supplies laboratories with solutions for state quality control. We understand the importance of meeting national regulatory requirements, and we offer tools to help labs test products for compliance with government standards.
Why Choose HIMLABORREAKTIV?
Largest Supplier in Ukraine: HIMLABORREAKTIV is proud to be the largest supplier of laboratory solutions in Ukraine. Our extensive product catalog ensures that you can find all the tools and equipment you need under one roof.
User-Friendly Online Store: We believe in making the shopping experience as easy as possible. Our modern, convenient online store allows you to browse and order products quickly and securely, saving you time and effort.
High-Quality Products: We source our products from reliable manufacturers, ensuring that they meet the highest quality standards. All our lab equipment and materials are carefully selected to provide consistent performance, durability, and accuracy.
Comprehensive Customer Support: At HIMLABORREAKTIV, customer satisfaction is our top priority. Our team is always available to answer your questions and assist with product selection, making sure that you get the right tools for your laboratory needs.
Conclusion
When it comes to equipping your laboratory with high-quality tools and equipment, HIMLABORREAKTIV is your trusted partner. With a wide range of products for various industries, competitive pricing, and exceptional customer support, we provide everything you need to ensure the success and efficiency of your laboratory operations. Visit shop.hlr.ua today and explore our comprehensive catalog. Let HIMLABORREAKTIV help you take your laboratory to the next level.
0 notes
Text
What Are the Benefits of Working with a Chemistry Laboratory Equipment Manufacturer in India?

India has emerged as one of the foremost players in the sphere of chemistry laboratory equipment manufacturing. The country boasts a variety of quality products like burettes, pipettes, distillation units, fume cupboards, analytical balance, etc. which are utilized in educational endeavors, research centers, and industrial laboratories across the globe. Engaging with the best chemistry laboratory equipment manufacturer in India provides several advantages, making them a preferred choice for many organizations around the globe. In this Blog, we will look at the Benefits of Working with a chemistry laboratory equipment manufacturer in India.
Importance Of Chemistry Laboratory Equipment In India
Chemistry laboratory Equipment Is useful in education and research fields in India. Therefore, high quality laboratory appliances are necessary for precise experiments, safety as well as a hands-on approach to learning. Researches has shown that the students in the chemical education institutions who have learned in well maintained and provisioned laboratories have higher degrees of comprehension of chemical processes, higher levels of problem-solving towards the processes as well as a high demand for work within the industries.
In addition, the focus is also on how there is pressure to use less expensive laboratory apparatus that can be manufactured within the countries so as to be able to offer education services to urban and rural scholars. The support for local production has helped to cut down the purchase bills arising from the international market and at the same improving the economy. Safety, ease of use ,and the need for equipment durability are some of the main parameters of the equipment purchasing process especially in schools and colleges.
Benefits of Working with a Chemistry Laboratory Equipment Manufacturer in India
Quality Products
Products manufactured by Indian companies are usually defined by specific quality control measures and they are able to manufacture reliable, sturdy, and accurate chemistry laboratory equipment. This concern helps laboratories avoid mistakes during their experimental and research work which is very important for the development of science.
Pricing Benefits
India has cost-effective operational capabilities which allows for the competition of the pricing to both laboratory equipment and above all, its quality. This allows Indian manufacturers to capture the market of institutions and companies that wish to equip their laboratories with quality instruments.
Wide Range of Products
Chemistry laboratory equipment manufacturers in India offer a wide range of products that include glassware such as beakers, flasks, and analytical instruments, as well as laboratory benches and cabinets. This enables the customers to locate all the products they need under one roof thus making procurement easier.
Customization and Flexibility
Indian manufacturers are known for their flexibility in meeting specific customer requirements. Whether it’s customizing the design of an instrument or adjusting specifications, they offer tailored solutions to meet the unique needs of various laboratories.
Strategic Global Expansion
Manufacturing companies in India like Jlab Export have achieved worldwide export markets for their manufactured products. Jlab Export also has a broad distribution network so as to offer the products on time and offer services to the overseas customers making it a perfect partner to work with.
Conformance with International Standards
Several Indian manufacturers comply with international certifications such as ISO and CE to ensure that the products they manufacture are accepted globally and meet different authorities’ requirements. Compliance ensures that the equipment is safe and effective which is very important in any laboratory environment.
Why Choose Jlab Export?
Jlab Export is amongst the prominent chemistry laboratory equipment manufacturers in India. The company is known for its quality, innovation, and customer-centric focus. When opting for Jlab Export, one gets to enjoy our long-standing success in the industry, a multitude of products on offer, and a highly skilled team. The quality of our equipment is of international standard and can therefore be used by schools and research facilities across the globe.
Key Chemistry Laboratory Equipment Offered By Jlab India
Burette
A burette is a glassware used primarily in titrations for accurate measurement and dispensing of varying quantities of fluids. Jlab Export has a number of glass and digital burettes that deliver accurate results in relation to chemical analysis.
Analytical Balance
Analytical balances are used to obtain the mass of small objects with precision. The analytical balances available at Jlab Export possess high-tech features with great sensitivity hence speed and accuracy are ideal in the quantitative analysis of any chemistry laboratory.
Fume Hood
In view of the health hazards associated with the use of volatile chemicals, fume hoods are necessary in a laboratory for ventilation and containment of inflammatory gasses and toxic chemicals respectively. At Jlab Export, strong fume hoods are produced with newer technologies such as airflow management and large windows for the prevention of chemical fume hazard risks.
Distillation Unit
This apparatus is used to separate the components of a mixture based on the different temperatures at which the components boil. Jlab Export offers distillation units of the highest quality that can be applied in both learning environments and manufacturing industries providing safe and effective separation processes.
Pipette
Pipettes are chemistry laboratory equipment that are meant for taking set quantities of liquids. Jlab Export has different pipettes for sale including single-channel pipettes, multi-channel pipettes, and electronic pipettes which enhance accuracy in the laboratory.
Hot Plate
This instrument is used for heating specimens under controlled temperature conditions. Jlab Export introduces hot plates that have features such as temperature control systems, efficient heaters, and vigorous construction increasing the possible applications of the hot plates in the laboratory.
With these advanced tools, Jlab Export supports construction firms and academic institutions across the country. They are agronomic teamwork that promotes order and sustainability of foreign funding infrastructural developments in India. Jlab Export is one of the leading Chemistry Laboratory Equipment Manufacturers in India.
#chemistry laboratory equipment manufacturer in india#chemistry laboratory equipment manufacturer#chemistry laboratory equipment
0 notes
Text
Top Trends in Disposable Plate Manufacturing for 2025

The disposable plate industry is undergoing a significant transformation, driven by changing consumer preferences, environmental concerns, and technological technological advancements. As we head into 2025, manufacturers are embracing innovative trends to meet sustainability, convenience, and aesthetics demands. Here’s a look at the top trends shaping the disposable plate manufacturing landscape.
1. Increased Focus on Biodegradable Materials
With growing awareness about the harmful effects of plastic waste, manufacturers are shifting towards biodegradable materials like bagasse, bamboo, and cornstarch. These materials are not only eco-friendly but also durable, offering a practical alternative to traditional plastic plates.
Consumers are now actively seeking products that align with their commitment to sustainability, making biodegradable plates a top priority for manufacturers.
2. Customization and Personalization
Customization is no longer a luxury but an expectation. Disposable plate manufacturers are adopting advanced printing technologies to cater to businesses and events that want personalized designs. From corporate logos to themed graphics for weddings and parties, customized disposable plates are set to become a popular trend in 2025.
3. Plant-Based Coatings for Enhanced Performance
To improve the durability and functionality of disposable plates, manufacturers are turning to plant-based coatings. These coatings make plates grease-resistant, waterproof, and suitable for both hot and cold foods without compromising on their biodegradability.
This innovation is particularly appealing to food service businesses that require high-performance tableware with minimal environmental impact.
4. Automation and Smart Manufacturing
Advances in manufacturing technology are enabling higher efficiency in the production of disposable plates. Smart manufacturing systems, powered by artificial intelligence and robotics, are reducing waste, lowering costs, and ensuring consistent quality.
Automation also allows manufacturers to scale production quickly to meet rising demands without increasing their environmental footprint.
5. Zero-Waste Manufacturing Processes
Sustainability isn’t limited to the end product—it's becoming a core focus in the manufacturing process itself. Many companies are adopting zero-waste practices, recycling production by-products into other products or compost.
This holistic approach to sustainability resonates with eco-conscious consumers and helps brands stand out in a competitive market.
6. Compact and Stackable Designs
In 2025, convenience will continue to be a driving factor in product design. Manufacturers are creating compact and stackable plates that are easy to store and transport. This feature is particularly beneficial for catering businesses, event planners, and consumers with limited storage space.
7. Focus on Aesthetics and Premium Appeal
Disposable plates are no longer just functional; they’re becoming aesthetic pieces. Sleek designs, natural textures, and earthy tones are trending as consumers look for plates that complement the visual appeal of their meals.
For upscale events, manufacturers are offering luxury disposable plates that mimic the look of ceramic or glassware while remaining eco-friendly.
8. Integration of QR Codes for Transparency
Transparency is becoming essential in the food and packaging industry. Many disposable plate manufacturers are adding QR codes to their products, allowing consumers to trace the material source, learn about the manufacturing process, and check composting or recycling guidelines.
This not only builds trust but also educates consumers about the environmental impact of their choices.
9. Expansion of Compostable Plate Offerings
Compostable plates are gaining traction as consumers seek products that break down quickly without harming the environment. Manufacturers are diversifying their compostable plate offerings to include various sizes, shapes, and styles to cater to different needs.
As composting infrastructure improves globally, the demand for these plates is expected to soar.
10. Regulatory Compliance and Certifications
Governments around the world are implementing stricter regulations on single-use plastics. In response, disposable plate manufacturers are focusing on obtaining eco-certifications and meeting compliance standards.
Certifications such as USDA BioPreferred, BPI Compostable, and European EN 13432 are becoming essential for manufacturers to build credibility and remain competitive.
Conclusion
The disposable plate manufacturing industry is at the forefront of sustainability and innovation. From embracing biodegradable materials to adopting smart manufacturing practices, these trends for 2025 highlight the industry's commitment to meeting consumer demands while addressing environmental challenges.
As these advancements continue to unfold, businesses and consumers alike can look forward to a new era of disposable plates that combine functionality, aesthetics, and eco-consciousness. Whether for daily use or special events, the future of disposable tableware is greener than ever!
0 notes
Text
The Ultimate Guide to Cushion Packing Machines

Cushion wrapping machines are becoming increasingly popular in India, and even the packaging industry is beginning to adopt them. In this guide, we’ll see what we know about these wrapping machines, and what makes them suited for modern day packaging requisites.
How Are Packaging Wraps Created
Cushion packing wraps are created by certain machines that protect against wear, dampness, and various forms of environment such as heat or impact. Some common industries these machines are utilized in are glassware, electronics and automobile making, where items are fragile or delicate.
Typically, these cushions or wraps are constructed from foam, plastic, or air-filled balloons, all of which blend into one another to create the perfect buoyant cushion for the products. Once wrapped, products are eliminated from the packaging and loaded into the companies’ vehicles.
Advantages of Cushion Packing Machines
1. Higher Level of Product Protection
Cushion packing machines’ major advantage is aimed at protection during shipping. The product is enveloped in cushioning materials which provide a smooth barrier from physical blows or movement. This is of utmost importance for any product deemed vulnerable in nature and guarantees that the good is transported in a safe manner Preparing for Obstacles.
2. Cost Efficient Alternative
Cost of Packaging, which can be quite daunting in such a vast region as India, can be significantly lowered through the use of cushion packing machines. These machines possess a high level of productivity and can be paired with inexpensive and light-weight material. Moreover, getting rid of bubble wraps or peanuts to ensure the protection during shipping of goods can enable companies in the long term to save money and spend it on material that is worth procuring.
3. More Effective Operations
When compared to packing by hand, cushion packing machines reduce the time taken to prepare a product for mass manufacturing, or already post assembled or ready to be sent to a customer greatly. Maintaining high levels of product integrity and quality is sidelined by tightening timelines using these machines. For companies managing high order volumes, these machines work wonders.
4. Green Effect
A number of cushion packaging machines use recyclable materials for packing products. They are thus more environmentally responsible as compared to traditional packing techniques which employ non-biodegradable polystyrene or plastic peanuts. Incorporating biodegradable or recyclable packaging materials enables businesses to aid environmental conservation while minimizing their carbon emissions.��
Visit Us for More Information:- https://indiaterron.wordpress.com/2025/01/20/the-ultimate-guide-to-cushion-packing-machines-and-their-benefits/
#Cushion Packing Machine#Cushion packing Machine in India#Cushion packing Machine Manufacturers#Cushion packing Machine Manufacturers in India
0 notes
Text
A List of Top Chemistry Laboratory Equipment Manufacturers in Ambala

In terms of its chemistry laboratories and structures, Ambala is among the top in India. Due to the manufacture of high-end scientific instruments and chemistry laboratory necessities, Ambala has become an important zone for the production of chemistry laboratory equipment. Including burettes and pipettes up to complex newer digital equipment, this region comprises manufacturers who are capable of delivering dependable and modern Chemistry Laboratory Equipment. Chemistry laboratory equipment manufacturers in Ambala provide an amazing list of products including Colourimeter Colourwave, Fixed Flow Regulator, pH meters, beakers and so much more. Be it for educational laboratories, research, or industrial purposes, these manufacturing companies appreciate the need for quality, precision, and accuracy of every piece of equipment. In this blog, we mention the top chemistry laboratory equipment manufacturers in Ambala and the essential chemistry laboratory equipment that they offer.
Top Chemistry Laboratory Equipment Manufacturers in Ambala
Lab Equipment Ambala
Lab Equipment Ambala is a reputable Chemistry Laboratory Equipment manufacturer in Ambala who has been specializes in constructing high-tech and solid chemistry laboratory equipment. They provide all standard instruments from normal glassware to advanced pH meters and burettes that conform to international standards. Their quality and innovation convinces many educational institutions as well as research laboratories to select them as their manufacturers.
Ambala Science Lab
The equipment manufactured by the Ambala Science Lab is well-known for its strong and lasting effects in the laboratories. Their chemistry laboratory range includes both traditional and digital instruments, enabling clients to get their required instruments for effective experimentation. Their equipment comes out to be user-friendly and built to perform for a long time, which is good enough for tough laboratory conditions.
Jlab
Jlab incorporates an innovative selection of chemistry laboratory equipment that fits the comprehensive requirements of the scientific community. Such goods include all types of beakers and pipettes or even complex devices such as Fixed Flow Regulators. This company is focused on quality control, hence, they ensure that every chemistry laboratory device works well for its intended use.
Jainco Lab
Jainco Lab has a wide range including a variety of chemistry Laboratory equipment such as burettes, PH meters, and Colourwave colorimeters. Their products help to accomplish difficult experiments as well as provide precision and Jainco Lab is known for mainly Quality and customer satisfaction, which has enabled them to forge strong roots within the scientific world.
Laboratory Glassware Ambala
The glassware includes beakers and flasks that are also used in chemistry experiments and this is exactly what the Laboratory Glassware Ambala specializes in. The range of products offered by this manufacturer includes enduring and precision glassware.
Essential Chemistry Laboratory Equipment
Colorimeter Colourwave
The Colorimeter Colourwave is an important device used in measuring the concentration of solutions in chemistry. It works on the principle of using wavelength-dependent absorbance for the determination of concentration levels. This instrument is especially useful in experiments connected with chemical reactions and analysis of solutions; therefore, it is a common device in research and educational laboratories.
Fixed Flow Regulator
A Fixed Flow Regulator is put to use while dealing with gases in different experiments in the laboratory. As it has the capacity for fine adjustment, it also guarantees that during an experiment, the precise volume of gas required for the reaction is dispensed with, thus ensuring greater accuracy and safety. This instrument is important in laboratories where gas flow-related experiments are performed such as those involving reaction rate studies.
Burettes
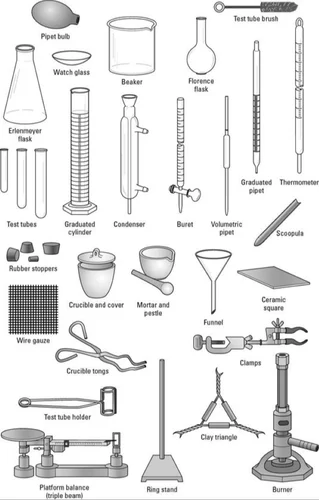
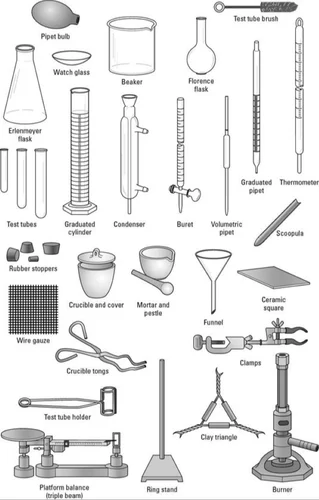
A burette is a long graduated tube used in making large amounts of liquid measurements throughout a titration, as well as controlling the flow of the liquid. All Chemistry laboratories possess this equipment due to the importance in those experiments, which require making some titration. There are manual and digital types of burettes, so every laboratory has what differs to their needs.
According to Wikipedia, For the purpose of delivering known volumes of a liquid, particularly in titrations, a burette is a graded glass tube with a tap at one end.
pH Meter
A pH meter is very useful for determining acidic and alkaline concentrations of any of the solutions. As this instrument gives very precise results, it is enormously helpful in both simple and complex chemistry laboratories. The pH meter can be applied for a range of tasks, including the measurement of soil, water, and other solution characteristics.
Beaker
In a chemistry laboratory, beakers are perhaps the simplest, yet most vital equipment. They serve the purpose of execution of chemical reactions which involve mixing, heating, and storing as well. Beakers come in different shapes and sizes and are manufactured to withstand high temperatures and chemical reactions making them versatile equipment in any laboratory.
Pipettes
Pipettes are designed in such a way that they are able to draw measured quantities of liquids from one container and transfer it to another container in a seamless manner. Pipettes are crucial in many processes and come in many varieties: manual, digital, or even micropipette.
Conclusion
Ambala has placed itself as a dominant player in the industry of chemistry laboratory equipment manufacturers. Top Chemistry Laboratory Equipment Manufacturers in Ambala such as Lab Equipment Ambala, Ambala Science Lab, Jlab, Jainco Lab, and Laboratory Glassware Ambala have supplied adequately the institutions and research centers with a variety of instruments. These manufacturers also include the Colorimeter Colourwave, Fixed Flow Regulator, burettes, pH meters, beakers, and pipettes as well as offer enhanced precision, reliability, and innovation in their products. These manufacturers therefore ensure accurate and effective results and as such every researcher or student can be able to delve into the details of chemistry without fear. With such a well elasticated supply chain structure, Ambala will remain the best place for a wide range of chemistry laboratory equipment in India.
#chemistry laboratory equipment manufacturers in Ambala#chemistry laboratory equipment manufacturer#chemistry laboratory equipment manufacturer and supplier
1 note
·
View note
Text
Laboratory Metalware Manufacturers in India
Laboratory metalware manufacturers in India play a crucial role in supporting scientific research and education by providing high-quality equipment essential for various laboratory applications.
Key Players
Sai Scientific Instruments:
Offers a wide range of metalware including retort stands, clamps, and Bunsen burners.
Products are known for their durability, superior strength, and fine finish.
Manufactured to meet international quality standards.
Omsons Labs:
Produces laboratory glassware, hydrometers, and thermometers for over 40 years.
State-of-the-art facility ensures the production of high-quality metalware.
Meets stringent requirements of laboratories.
Commitment to Quality
Both companies emphasize:
Innovation
Quality
Customer satisfaction
These factors make them reliable choices for laboratory metalware needs in India.
0 notes
Text
Pharmaceutical Grade Washer Market: Ensuring Sterility and Quality in Pharmaceutical Equipment up to 2033
Market Definition The Pharmaceutical Grade Washer market consists of specialized cleaning equipment designed for the strict hygiene and safety requirements in pharmaceutical production environments. These washers are engineered to effectively clean a range of equipment and components, such as glassware, vials, syringes, and other lab instruments, ensuring compliance with Good Manufacturing Practices (GMP) and stringent regulatory standards. Pharmaceutical grade washers play a critical role in preventing contamination and maintaining the quality and safety of pharmaceutical products.
To Know More @ https://www.globalinsightservices.com/reports/Pharmaceutical-Grade-Washer-Market
The pharmaceutical grade washer market is expected to expand from $3.1 billion in 2023 to $5.4 billion by 2033, with a CAGR of 5.8%.
Market Outlook The Pharmaceutical Grade Washer market is expanding as regulatory pressures and the demand for high-quality pharmaceutical manufacturing increase globally. With the rise in drug production and new drug development, the need for reliable cleaning solutions has become essential to maintaining rigorous sterility standards. Pharmaceutical grade washers offer automated, validated cleaning processes, reducing the risk of cross-contamination and ensuring that production equipment is consistently prepared for reuse, thereby optimizing manufacturing workflows.
A key driver of this market is the growing investment in biotechnology and pharmaceutical production facilities, as companies expand their operations to meet the demand for complex biologics, vaccines, and other high-value therapeutics. The adoption of pharmaceutical grade washers is further supported by advancements in automated cleaning technology, which enhances efficiency and enables precise control over cleaning parameters. These washers also aid in compliance with regulatory bodies such as the FDA and EMA, which mandate strict cleaning protocols to ensure product safety.
However, the market faces challenges in the form of high initial costs and the need for regular maintenance and validation, which may pose a barrier for smaller pharmaceutical companies. Additionally, the custom requirements for different types of pharmaceutical equipment and materials necessitate flexible and adaptable washer designs, which can add to production costs. Despite these challenges, the push for improved quality standards and automated cleaning solutions is expected to sustain demand for pharmaceutical grade washers in the years ahead.
Request the sample copy of report @ https://www.globalinsightservices.com/request-sample/GIS32130
0 notes
Text
How NEPA Wholesale became an industry leader in Smoke and Vape.
Over the last decade, the smoke and vape industry has grown very fast. Among those leading this transformation is NEPA Wholesale, which has grown to be a leading distributor in the United States. Such a fantastic journey to the top testifies to the company's adherence to quality, innovation, and customer satisfaction. This article explores some of the key reasons that have driven NEPA Wholesale to become a leading company in the smoke and vape industry.
A Visionary Foundation
Each great company starts with a vision. NEPA Wholesale was no exception. It was founded on one clear mission: redefining the standards of distribution in the smoke and vape industry. Having realized the untapped potential of the market, the founders decided to build a platform that would serve the needs of retailers from all over the country. With the core focus on reliability, variety, and competitive pricing, NEPA Wholesale laid a very strong foundation for success.
Comprehensive Product Offerings
One of the defining features of NEPA Wholesale is its huge product catalog. From classic smoking accessories to the latest vape technologies, the company ensures that a comprehensive range of options is available to its clients. This width of selection enables retailers to source all their inventory needs from one distributor, saving time and effort. The key categories are:
Premium Vaporizers: With the latest innovations in vaping technology.
E-liquids and Nicotine Salts: An immense selection of flavors and nicotine strengths.
Smoking Accessories: Rolling paper, grinders, and glassware, among others.
Disposable Vapes: The fastest-growing segment in the market for convenience-focused consumers.
Because NEPA Wholesale is on top of market trends, the portfolio has grown over time to add emerging products that keep it fresh in the rapidly changing marketplace.
Strategic Partnerships
NEPA Wholesale has undoubtedly been a collaborative growth story. It has forged very strong alliances with leading manufacturers and top brands in the smoke and vape sector. This relationship has allowed NEPA Wholesale to offer exclusive products at competitive pricing, thereby giving their retail clients an edge over others in the marketplace. Additionally, these relationships will also nurture a culture of trust and mutual growth, securing NEPA Wholesale as a reliable partner.
Focus on Quality Assurance
In an industry where the keyword is quality and safety, NEPA Wholesale's strong quality assurance processes have indeed formed the bedrock of its success. The company sources its products to ensure that those products meet the highest standard of safety and regulatory compliances. By maintaining this commitment, NEPA Wholesale manages not only to ensure customer satisfaction but also to safeguard its clients from possible legal and reputational risks.
Leveraging Technology for Efficiency
NEPA Wholesale has embraced technology in managing its operations and enhancing the experience of its customers. From its user-friendly online ordering web page to its sophisticated inventory management system, the company ensures that all its processes are efficient and user-friendly. Retailers enjoy real-time stock updates, order tracking, and personalized recommendations; this makes their procurement easy.
E-commerce Innovations
NEPA Wholesale has embraced digitalization shift by creating a solid e-commerce platform. With this platform, the retailers were availed of the whole product catalog of the company, supported with detailed descriptions and prices. Due to the user-oriented interface, the comfort of shopping is assured, hence resulting in high client retention and increased satisfaction.
Customer-Centric Approach
The core of NEPA Wholesale's success is a deep devotion to its customers. Beyond just products, the company offers value-added services such as:
Account Managers: Dedicated to personalized assistance and insight.
Flexible Payment Options: To suit varied financial requirements of clients.
Educational Resources: Keeping retailers abreast of industry trends and regulatory changes.
This philosophy has helped the company develop a loyal client base-a key to NEPA Wholesale's continuing success.
Operating with Changing Industry Trends
The smoke and vape industry are characterized by rapid innovation, with constantly changing consumer preferences. NEPA Wholesale has been able to adapt to these dynamics in order to maintain its leading position. For example, the company was among the first to adopt disposable vape products, realizing their potential to revolutionize the market. NEPA Wholesale has also moved to embrace sustainability trends, offering eco-friendly options to appeal to environmentally conscious consumers.
Strong Market Presence
With a nationwide distribution network, NEPA Wholesale has made its presence felt throughout the United States. Facilities at the most strategic locations guarantee that the deliveries are timely and minimize any downtime for retailers. These efficient logistics, combined with great customer service, make NEPA Wholesale a go-to partner for businesses of all sizes.
Commitment to Compliance
Compliance is sometimes complicated in the smoke and vape industry. NEPA Wholesale proactively sets itself apart with proactive compliance. Being regularly updated with federal, state, and local regulations ensures that all products in this company meet legal requirements. This kind of due diligence protects the interests of not just the company but its clients also.
Community Engagement and Corporate Responsibility
NEPA Wholesale gives back to the community. The company actively supports initiatives in the field of public health and education on responsible smoking and vaping. NEPA Wholesale is committed to minimizing its environmental impact by implementing sustainable practices throughout its operations.
Conclusion: A Legacy of Excellence
NEPA Wholesale has built its way into being one of the leading names in smoke and vape, guided by vision, innovation, and determination. Quality first, with a technological advantage, this company has kept up customer service as a keystone for excellence in the field of distribution. In this dynamic industry, NEPA Wholesale stands ready to pave the path into the future, helping shape the face of smoke and vape distribution.
0 notes
Text
Orchiddinex: Leading Glassware Manufacturers in India

Orchiddinex stands out as a premier name among glassware manufacturers in India, specializing in high-quality glass products for the hospitality industry. With a commitment to excellence, Orchiddinex offers a diverse range of glass items, including elegant tableware, decorative pieces, and custom glass solutions. Each product is meticulously crafted using advanced techniques, ensuring both durability and aesthetic appeal. The company prioritizes eco-friendly manufacturing practices, making it a responsible choice among glassware suppliers in the market. With a customer-centric approach, Orchiddinex focuses on understanding client needs, providing tailored solutions that enhance their brand image. Furthermore, the company boasts a robust distribution network, serving both domestic and international markets, solidifying its position as a trusted partner in the glassware industry. Choose Orchiddinex for innovative designs and superior quality in glassware manufacturing.
0 notes
Text
Top Rated Epe Foam Manufacturing Industry in Hosur - TSK
EPE foam
EPE Foam: An Essential Packing Material for Modern Industries
In today’s fast-paced world, businesses rely heavily on efficient packaging solutions to ensure their products reach customers safely. Expanded Polyethylene (EPE) foam has become an essential material in various industries due to its lightweight, durable, and protective properties. This blog explores the uses, benefits, and applications of EPE foam, highlighting its crucial role in packaging, and provides a reference to one of the top-rated EPE foam manufacturers in India for your business needs.
What is EPE Foam?
Expanded Polyethylene (EPE) foam is a type of plastic foam made from high-density polyethylene material. This closed-cell foam is produced by expanding polyethylene beads through a heating process, which results in a lightweight and versatile product with a smooth, soft texture. EPE foam is highly valued for its resilience, shock-absorbing capabilities, and resistance to moisture and chemicals.
Key Features of EPE Foam
Lightweight and Flexible: EPE foam is extremely light, making it an ideal packaging material. It can be easily molded into various shapes and sizes, offering versatility in product design and packaging solutions.
Shock Absorption: One of the standout properties of EPE foam is its ability to absorb impacts and vibrations, protecting sensitive products during transit. It cushions fragile items, ensuring they remain undamaged.
Water-Resistant: Unlike many other materials, EPE foam does not absorb water. This makes it perfect for packaging products that could be exposed to moisture, such as electronics, glassware, or perishable goods.
Eco-Friendly: EPE foam is fully recyclable, which makes it an environmentally friendly alternative to non-biodegradable packing materials. Businesses looking to adopt greener practices can choose EPE foam with confidence.
Chemical and Temperature Resistance: EPE foam is resistant to a range of chemicals and temperature extremes, which adds to its suitability for industries like automotive, pharmaceuticals, and electronics.
Applications of EPE Foam
EPE foam is widely used across various sectors. Some of its most common applications include:
Electronics Packaging: EPE foam is a go-to choice for packaging fragile electronics like televisions, computers, and mobile phones. Its shock-absorbing properties ensure that sensitive electronic components remain intact during transportation.
Automotive Parts: The automotive industry uses EPE foam for packaging and protecting vehicle parts, such as bumpers, mirrors, and trim pieces. The foam prevents scratches, dents, and damage during handling and shipping.
Food Packaging: EPE foam is an excellent choice for food packaging, as it is safe for contact with edible goods and helps maintain product freshness by providing insulation against temperature changes.
Furniture and Glassware: EPE foam is ideal for packaging delicate furniture pieces, such as glass tables or mirrors, as it prevents breakage and damage during handling and transportation.
Why Choose Top-Rated EPE Foam Manufacturers?
Selecting the right manufacturer is crucial when it comes to ensuring the quality and reliability of EPE foam products. Companies like TSK Industrial Services offer high-quality EPE foam manufacturing services, providing businesses with customized packaging solutions that meet their specific needs. TSK Industrial Services, based in Hosur, India, is renowned for its top-rated EPE foam manufacturing, catering to a variety of industries, including automotive, electronics, and consumer goods.
For businesses looking to procure high-quality EPE foam, TSK Industrial Services is an excellent option. Their years of experience and commitment to providing durable and cost-effective packaging solutions make them a trusted partner for your packaging needs. For more information, you can explore their products and services here.
Conclusion
EPE foam is a critical component of modern packaging, offering a combination of protection, flexibility, and eco-friendliness. Whether you're in electronics, automotive, food packaging, or another industry, EPE foam is an effective and sustainable solution. By partnering with a top-rated EPE foam manufacturer like TSK Industrial Services, businesses can ensure that their products are packed securely and cost-effectively for safe transit to customers.
https://www.tskindustrialservices.com/industry-packing-products/top-rated-epe-foam-manufacturing-in-hosur
0 notes
Text
The Value of Packaging Supplies: Guaranteeing Effectiveness, Safety, and Quality
In many different businesses, packaging is essential, particularly in a busy city like Melbourne. Packaging supplies are essential to guaranteeing the security, use, and attractiveness of items in a variety of industries, including manufacturing, e-commerce, food processing, retail, and logistics. Given that Melbourne is a significant centre for trade, business, and industry, it is more important than ever to comprehend the value of high-quality packing materials.

Safeguarding Goods and Maintaining Security
Protecting goods while being transported, stored, and shown is one of the packaging's main functions. Perishable food items, electronics, and delicate glassware are all protected from contamination, tampering, and damage by proper packing. In Melbourne, a city with a thriving import and export business, this is particularly important.
Packaging is essential to maintaining hygienic standards for Melbourne's food and beverage industry. Superior food-grade packaging materials guarantee that goods stay safe to eat, avoiding contamination and maintaining the product's quality from producer to consumer. The importance of packaging supplies in Melbourne will be examined in this article, along with their many functions across various industries and how they support consumer pleasure, environmental sustainability, and corporate success.
Improving Customer Attraction and Branding
In a cutthroat market like Melbourne, packaging serves both branding and protective purposes. Customers frequently contact with a product's packaging first, giving firms the chance to make an impression that lasts. Packaging that is visually appealing and well-designed may set a product apart from its rivals, boost brand awareness, and sway consumer decisions.
The customer experience is the lifeblood of Melbourne's retail industry, and packaging plays a crucial role in that experience. Companies may utilise design components like logos, colours, and typography to highlight their brand identity on the packaging. Additionally, companies may communicate their ideals through packaging, such as luxury, sustainability, or eco-friendliness—all of which are very important to Melbourne's ethical customer base.
Source
0 notes
Text
Ukraine Largest Online Store for Industry-Specific Labs
HIMLABORREAKTIV is a trusted name in providing advanced solutions for industrial laboratories across various sectors. With decades of experience, our company is dedicated to supporting the specialized needs of laboratories in pharmaceutical, medical, agricultural, food, chemical, mining, metallurgical, mechanical engineering, oil and gas industries, and state quality control institutions.
At shop.hlr.ua, our online store, we offer the most extensive selection of laboratory equipment, chemicals, and consumables in Ukraine. Designed for convenience, the platform serves as a one-stop shop for professionals who require reliable tools and materials to ensure accurate and efficient operations.
A Wide Range of Products for Diverse Industries
Our inventory caters to the unique needs of laboratories across multiple sectors:
Pharmaceutical and Medical Laboratories: Discover high-quality lab instruments, reagents, and glassware essential for pharmaceutical development, quality assurance, and diagnostic testing.
Agricultural and Food Industries: Ensure the safety and quality of agricultural produce and food products with advanced testing and analysis tools.
Chemical and Industrial Applications: Explore our range of chemicals, analytical equipment, and safety solutions tailored for chemical processing and manufacturing.
Mining, Metallurgical, and Mechanical Engineering: Access specialized tools for material testing, quality control, and research in heavy industries.
Oil and Gas Sector: Optimize exploration and processing with state-of-the-art laboratory solutions for testing fuels, lubricants, and related products.
Government Quality Control: We supply reliable instruments and materials to meet the high standards required by regulatory authorities.
The Convenience of Online Shopping
Our website, shop.hlr.ua, is designed to provide an efficient and seamless shopping experience. Whether you need routine supplies or specialized equipment, the platform offers:
User-Friendly Navigation: Quickly find the products you need with categorized listings and detailed descriptions.
Comprehensive Product Information: Access specifications, usage guidelines, and compatibility details to make informed decisions.
Competitive Pricing: Benefit from fair pricing across all product categories, ensuring value for money without compromising quality.
Nationwide Delivery: Enjoy fast and secure shipping to any region in Ukraine.
Why Choose HIMLABORREAKTIV?
We understand the critical role laboratories play in advancing industries and ensuring safety. By partnering with HIMLABORREAKTIV, you gain:
Expertise and Experience: Decades of industry knowledge ensure we provide only the best solutions for your needs.
Trusted Quality: Our products meet international standards, offering reliability you can count on.
Customer Support: Our team is available to assist with product selection, technical advice, and after-sales service.
Explore the largest online store for laboratory supplies in Ukraine at shop.hlr.ua and experience the convenience of sourcing all your laboratory needs in one place. We are committed to empowering your laboratory operations with cutting-edge products and exceptional service.
0 notes
Text
Price: [price_with_discount] (as of [price_update_date] - Details) [ad_1] Ocean Glassware is one of Asia' s leading glassware manufacturers. Its prime focus is clear and good quality soda lime based glassware. The new retail gift packs represent a unique and refreshing image of Ocean Glassware, targeted to meet gifting needs and enhance customer satisfaction, happiness and pleasure through the use of Ocean products for wining, dining and socializing. Brand INFO: Established in 1979, as another industrial diversification of the Ocean Insurance Group, Ocean Glass Public Company Limited has manufactured glassware of international standards since its inception. Ocean glass is one of Asia's leading glass tableware manufacturers, providing an extensive range of quality glassware and services in all aspects of business, from retail and food service to decorated glassware. This products is made of soda lime glassware which are completely hygienic and safe to use Highly trusted by all food service professionals for the quality and durability of products Heat and scratch resistant product Dishwasher and refrigerator safe Clear and durable glassware Color: Transparent, Material: Glass [ad_2]
0 notes
Text
Discover CFlo's Innovative Silica Sand Tech at Dubai's Global Glass Show!

03 September 2024
We are thrilled to announce our participation in the 2nd Global Glass Show, to be held in Dubai on 11th-12th September, 2024. This provides us with the ideal opportunity for showcasing our state-of-the-art modular silica sand classification and beneficiation system.
This innovative solution is designed to provide beneficiated silica sand and accrue significant value for glass manufacturers.
Silica sand is a critical component in the glass manufacturing process and it is used in various forms to produce everything from flat glass and container glass to specialty glass products. However, not all silica sand deposits are suitable for glassmaking due to impurities like iron oxides, clay and heavy minerals, which can affect the clarity, colour and quality of the glass.
Beneficiation is the process of improving the physical and chemical properties of silica sand to meet the specific requirements of glass manufacturing. It involves various processes, such as washing, scrubbing, flotation and magnetic separation to remove unwanted materials and enhance the sand's quality.
How CFlo's System Revolutionizes Silica Sand Beneficiation
Here's how CFlo’s cutting-edge Micrograder plants help the glass industry unlock the full potential of silica sand:
Modular and Flexible Design: CFlo’s silica sand processing system is designed to be modular, allowing for easy customization based on the specific needs of the customer. Whether a glass manufacturer requires a simple washing operation or a more complex beneficiation process, CFlo can configure its equipment to deliver optimal results.
High Efficiency and Precision: Our advanced classification technology ensures that the low-grade silica sand is processed with maximum efficiency, reducing waste and improving yield. The precision of our beneficiation process means that even the finest impurities are removed, resulting in a higher purity of silica sand.
Eco-Friendly Processing: CFlo’s system is designed with sustainability in mind. It recycles 95% of the water used, saves energy, and leaves minimal carbon footprint. Our ESG-compliant approach helps glass manufacturers and processors achieve their sustainability goals without compromising on quality.
Cost-Effective Solution: Easy to install and maintain, these plants drastically reduce overhead costs, while improving yield which results in high ROI conversions for the customer
CFlo's Target Markets
CFlo aims to revolutionize the glass manufacturing industry by targeting key markets that stand to benefit most from our advanced silica sand beneficiation technology:
Flat Glass Manufacturers: Producers of flat glass, used in windows, doors, and architectural applications, require high-purity silica sand to ensure clarity and durability. CFlo’s silica sand processing system delivers the quality needed for these high-demand applications
Container Glass Producers: For manufacturers of bottles and jars, the quality of silica sand directly impacts the strength and appearance of the glass. CFlo’s beneficiation process ensures that container glass producers receive sand that meets the strictest size and gradation requirements
Specialty Glass Companies: CFlo’s customizable system can be tailored to meet the requirements of companies that produce specialty glass products, such as optical glass, laboratory glassware, and solar panels, need silica sand with unique properties
4. Emerging Markets in Renewable Energy: As the world moves towards more sustainable energy solutions, there is a growing demand for high-quality silica sand in the production of photovoltaic (solar) glass. CFlo is positioned to support this burgeoning market by providing the necessary materials to produce high-efficiency solar panels
CFlo's innovative modular silica sand classification and beneficiation system is setting new standards in the glass manufacturing industry. By enhancing the quality and purity of silica sand, CFlo is helping glass manufacturers and processors improve their products, reduce costs and achieve their sustainability goals. We are excited to showcase our technology at the 2nd Global Glass Show and look forward to helping more glass manufacturers unlock the full potential of their silica sand resources.
Visit us at the Global Glass Show to learn more about how CFlo can add value to your glass manufacturing process.
Dates: 11-12 September 2024
Booth No. A133
Venue: Movenpick Grand Al Bustan Dubai
For more information please visit us : https://cfloworld.com/news-events/news/2024/sep/discover-cflos-innovative-silica-sand-tech-at-dubais-global-glass-show/
================================================
Company Name : CFlo World
Address : Ecospace Business Park Block 4A/Floor 6, Action Area II New Town, Rajarhat Kolkata 700 160, India
Official Email Address: [email protected]
Phone: +91 33 3029 3800
Fax: +91 33 3029 3802
Url : https://cfloworld.com/
0 notes