#High-Quality Heat Transfer Fluids
Text
Your One-Stop Shop for High-Quality Heat Transfer Fluids | Heat Transfer Oil Australia
When it comes to industrial processes, maintaining optimal temperatures is paramount. Whether it's in manufacturing, energy production, or food processing, the efficiency of heat transfer systems can make or break operations. At the heart of these systems lies a crucial component: Heat Transfer Fluids.

Heat transfer fluids play a pivotal role in ensuring that heat is efficiently transferred from one source to another. In Australia, where industries thrive in diverse environments, the importance of reliable heat transfer fluids cannot be overstated. From the scorching heat of the Outback to the cooler climates of coastal regions, industries demand fluids that can withstand varying temperatures and operating conditions.
Enter Heat Transfer Oil Australia, your go-to destination for high-quality heat transfer fluids. With a comprehensive range designed to meet the diverse needs of different industries, they offer a one-stop solution for all your heat transfer requirements.
Quality Assurance: When it comes to heat transfer fluids, quality is non-negotiable. Heat Transfer Oil Australia ensures that their products meet the highest standards, undergo rigorous testing, and comply with industry regulations. This commitment to quality guarantees optimal performance and reliability in your heat transfer systems.
Versatility: No two industrial processes are alike, and neither are their heat transfer needs. Heat Transfer Oil Australia understands this diversity and offers a range of fluids suitable for various applications, from thermal oil systems to refrigeration units. Whether you're operating in the automotive sector or the chemical industry, you'll find a fluid that meets your specific requirements.
Technical Support: Choosing the right heat transfer fluid can be daunting, especially for those unfamiliar with the intricacies of thermal management. That's where Heat Transfer Oil Australia's technical expertise comes in. Their team of professionals is on hand to provide guidance, answer queries, and offer tailored solutions to ensure optimal performance and efficiency in your heat transfer systems.
In conclusion, investing in high-quality heat transfer fluids is essential for maximizing efficiency and prolonging the lifespan of your equipment. With Heat Transfer Oil Australia as your trusted partner, you can rest assured that your heat transfer needs are in capable hands.
More Info
Contact: (03) 7002 6133
Email: [email protected]
Timings: Mon-Fri: 9am-5pm
Visit Us: https://oila.au/
0 notes
Text
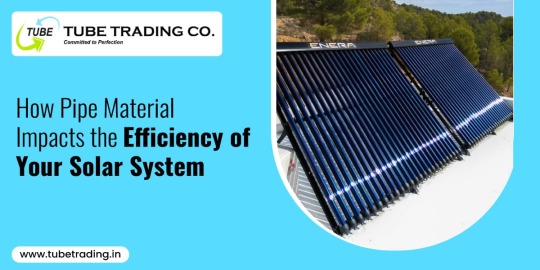
How Pipe Material Impacts the Efficiency of Your Solar System
As solar energy becomes increasingly popular, more households and industries are adopting solar systems as an efficient, sustainable source of power. While the focus is often on solar panels and inverters, one often-overlooked component in the system is the pipe material used to transport heat in solar thermal systems. The right pipes for solar system works can greatly impact the overall efficiency, longevity, and performance of the system. For this reason, choosing the right piping is essential to maximizing your solar system’s potential.
In this blog, we will explore how the selection of pipe materials affects the efficiency of solar systems, the available options, and the importance of working with reliable pipes for solar system works distributors in Vadodara and pipes for solar system works distributors in Gujarat.
The Role of Pipes in Solar Systems
Solar systems are commonly divided into two types: photovoltaic (PV) systems and solar thermal systems. Photovoltaic systems convert sunlight directly into electricity, while solar thermal systems capture heat from the sun to warm water or air for domestic or industrial use. Pipes are essential in solar thermal systems, as they transport the heated fluid (usually water or antifreeze) from the solar collectors to storage tanks or directly to the point of use.
The performance of a solar thermal system heavily depends on the pipes' material. Poor-quality pipes can lead to energy losses, increased wear and tear, and potential leaks, which reduces the system's overall efficiency. On the other hand, selecting the right pipes can enhance heat transfer, reduce energy losses, and ensure the system operates effectively over time.
Importance of Pipe Material in Solar Systems
The selection of the right pipe material is crucial in a solar thermal system because of the high temperatures and pressures involved. Pipes need to be durable, resistant to corrosion, and able to handle extreme conditions. Here are some key factors to consider when choosing pipe materials for solar systems:
Thermal Conductivity: Pipes with good thermal conductivity will efficiently transfer heat from the solar collector to the storage tank, reducing energy losses along the way. Materials like copper and stainless steel are highly conductive, making them ideal for solar systems.
Temperature Resistance: Solar systems often operate at high temperatures, especially in regions with abundant sunlight. The pipes must be able to withstand these temperatures without degrading or losing efficiency.
Corrosion Resistance: Since the pipes in solar systems are exposed to both heat and moisture, they need to be resistant to corrosion. Corrosion can lead to leaks and system failures, so using corrosion-resistant materials like stainless steel or specialized polymers is essential.
Pressure Resistance: The pipes in solar systems are subjected to constant pressure due to the circulation of fluid. Materials like copper, stainless steel, and high-quality polymers are able to maintain their integrity under pressure, ensuring long-lasting performance.
Durability and Longevity: Solar systems are designed to last for 20 to 25 years or more. The pipes must be durable enough to withstand the rigors of time, environmental conditions, and wear and tear, ensuring the system remains functional throughout its lifespan.
Common Pipe Materials Used in Solar Systems
There are several materials commonly used for piping in solar thermal systems. Each material has its advantages and disadvantages, depending on the specific needs of the system.
1. Copper
Copper is one of the most popular pipe materials used in solar thermal systems, especially for domestic hot water applications. It has excellent thermal conductivity, making it efficient in transferring heat from the solar collectors to the storage tank. Copper is also highly resistant to corrosion, which ensures a longer lifespan for the pipes. Additionally, copper pipes can withstand high temperatures and pressure, making them ideal for solar systems.
However, copper can be expensive compared to other materials. It is also susceptible to theft, so additional precautions may need to be taken in certain locations.
2. Stainless Steel
Stainless steel is another common choice for solar system pipes due to its high resistance to corrosion, excellent thermal conductivity, and ability to withstand extreme temperatures and pressures. Stainless steel is particularly well-suited for larger solar thermal systems used in commercial or industrial settings, as it can handle the demands of heavy-duty applications.
While stainless steel pipes are more expensive than some other materials, they offer exceptional durability and longevity, making them a cost-effective choice over the system’s lifespan.
3. PEX (Cross-Linked Polyethylene)
PEX pipes are made from a type of plastic that is flexible, durable, and resistant to corrosion. PEX is often used in solar thermal systems for domestic hot water applications due to its lower cost and ease of installation. PEX pipes are particularly useful in systems where the fluid temperature is moderate, as they can withstand temperatures up to 200°F (93°C).
However, PEX is not suitable for high-temperature or high-pressure solar systems. It is best used in smaller residential applications where the conditions are less extreme.
4. Polypropylene (PP)
Polypropylene pipes are increasingly being used in solar systems due to their excellent resistance to high temperatures, UV radiation, and corrosion. They are particularly well-suited for large-scale solar thermal systems and solar district heating systems. PP pipes are lightweight, easy to install, and can handle temperatures up to 248°F (120°C).
One of the main advantages of PP pipes is their environmental friendliness. They are fully recyclable and have a low carbon footprint, making them an excellent choice for sustainable energy systems.
The Importance of Choosing the Right Distributor
Selecting the right pipe material is only part of the equation. Working with a reputable pipes for solar system works distributor in Vadodara or pipes for solar system works distributor in Gujarat is equally important to ensure you receive high-quality products that meet your system's specifications.
Here is why partnering with the right distributor is crucial:
Quality Assurance: A reliable distributor will supply pipes that meet industry standards for durability, thermal conductivity, and corrosion resistance. This ensures that the materials you use will perform well under the demands of a solar thermal system.
Technical Support: Distributors with expertise in solar systems can provide valuable advice on selecting the best pipe material for your specific application. They can help you understand the advantages and disadvantages of different materials and guide you through the installation process.
Timely Supply: A good distributor will ensure that you have access to the pipes and materials you need, when you need them. Timely supply is critical for solar projects, where delays in sourcing materials can lead to extended installation times and increased costs.
Custom Solutions: Depending on the size and complexity of your solar system, you may require custom piping solutions. Reputable distributors often work closely with manufacturers to provide tailored products that meet the unique requirements of your system.
Working with Pipes for Solar System Works Distributors in Gujarat and Vadodara
In regions like Gujarat, where solar energy adoption is on the rise, finding a trusted pipes for solar system works distributor in Gujarat or Vadodara is essential. Gujarat, known for its abundant sunlight and progressive solar policies, has seen significant growth in the installation of both residential and commercial solar systems.
Distributors in these areas understand the unique demands of solar projects in the region and can provide the necessary materials to ensure optimal system performance. Whether you are installing a small domestic solar system or a large-scale industrial project, working with a local distributor ensures that you have access to the right products at competitive prices, backed by knowledgeable support and guidance.
Conclusion
When it comes to the efficiency and longevity of solar thermal systems, pipe material plays a crucial role. The right choice of pipes can enhance heat transfer, prevent energy losses, and ensure long-lasting performance, while the wrong choice can result in inefficiencies and costly repairs. By carefully considering the factors that impact pipe performance—such as thermal conductivity, temperature resistance, and durability—you can make an informed decision that maximizes the benefits of your solar system.
Working with reliable pipes for solar system works distributors in Vadodara and Gujarat ensures that you receive high-quality products and expert support tailored to your project’s needs. As solar energy continues to grow in importance, paying attention to the materials used in solar systems will help ensure their efficiency and success for years to come.
#Pipes for solar system works distributors in Gujarat#Pipes for solar system works distributors in Vadodara#Pipes for solar system works
4 notes
·
View notes
Text
Solar Water Heater: Nearby
Introduction
As the world shifts towards a more sustainable future, the importance of renewable energy sources cannot be overstated. One such source is solar energy, which has been gaining popularity in recent years. Among the various applications of solar energy, solar water heaters have emerged as a viable option for households. In this article, we will delve into the technical aspects of solar water heaters, focusing on the Jupiter Solar brand, and explore the benefits of this eco-friendly solution.
What is a Solar Water Heater?
A solar water heater is a device that uses solar energy to heat water for various household applications, such as bathing, washing, and cleaning. The system consists of a solar collector, a storage tank, and a heat exchanger. The solar collector is responsible for absorbing solar radiation and converting it into heat, which is then transferred to the storage tank. The heat exchanger ensures that the hot water is distributed to the desired location.
Solar Water Heater Nearby
How Does a Solar Water Heater Work?
The process of a solar water heater is relatively simple:
Solar Radiation: Solar radiation is absorbed by the solar collector, which is typically mounted on the roof or a wall.
Heat Transfer: The absorbed solar radiation is transferred to a fluid, usually a mixture of water and antifreeze, which is pumped through the solar collector.
Heat Storage: The heated fluid is stored in a tank, where it is kept warm by insulation.
Heat Distribution: The hot water is distributed to the desired location through a network of pipes.
Benefits of Solar Water Heaters
Solar water heaters offer numerous benefits, including:
Renewable Energy Source: Solar energy is a renewable source of energy, reducing dependence on fossil fuels and minimizing carbon emissions.
Energy Savings: Solar water heaters can reduce energy consumption by up to 80%, resulting in significant cost savings.
Low Maintenance: Solar water heaters require minimal maintenance, as they have few moving parts and are resistant to corrosion.
Long Lifespan: Solar water heaters can last up to 20 years or more, making them a long-term investment.
Government Incentives: Many governments offer incentives and rebates for installing solar water heaters, making them an attractive option.
Solar Water Heater Nearby Bangalore
Jupiter Solar: A Leading Brand in Solar Water Heaters
Jupiter Solar is a renowned brand in the solar water heater industry, known for its high-quality products and innovative technology. Their solar water heaters are designed to provide efficient and reliable performance, with features such as:
High-Efficiency Collectors: Jupiter Solar's collectors are designed to maximize energy absorption, ensuring optimal performance.
Advanced Insulation: Their storage tanks are equipped with advanced insulation, reducing heat loss and maintaining optimal temperatures.
Smart Controls: Jupiter Solar's systems come with smart controls, allowing for easy monitoring and adjustment of the system. Take the First Step Towards a Sustainable Future
Contact Jupiter Solar +91 9364896193, +91 9364896194 Today to Learn More About Our Solar Water Heaters and Schedule a Consultation!

Technical Specifications
Here are some technical specifications of solar water heaters:
Collector Efficiency: Up to 90%
Storage Tank Capacity: 100-500 liters
Heat Exchanger Material: Copper or stainless steel
Insulation Material: Polyurethane foam or fiberglass
System Guarantee: 10-20 years
What is the ideal location for installing a solar water heater?
The ideal location for installing a solar water heater is a spot that receives direct sunlight for most of the day, such as a south-facing roof or a wall.
How long does it take to install a solar water heater?
The installation process typically takes 1-3 days, depending on the complexity of the system and the number of installers.
Can I install a solar water heater myself?
While it is possible to install a solar water heater yourself, it is recommended to hire a professional installer to ensure proper installation and ensure the system functions efficiently.
How much does a solar water heater cost?
The cost of a solar water heater varies depending on the size and complexity of the system, but on average, it can range from $3,000 to $10,000.
Are solar water heaters suitable for all types of homes?
Solar water heaters are suitable for most types of homes, but they may not be suitable for homes with limited roof space or those that receive limited sunlight.
Can I use a solar water heater with a conventional water heater?
Yes, solar water heaters can be used in conjunction with a conventional water heater to provide additional hot water during peak demand periods.
How do I maintain my solar water heater?
Regular maintenance is essential to ensure the system functions efficiently. This includes cleaning the solar collector, checking the fluid levels, and inspecting the system for any signs of damage or wear.
Can I use a solar water heater with a pool?
Yes, solar water heaters can be used to heat pool water, but it requires a specialized system designed specifically for pool heating.
Can I use a solar water heater with a hot tub?
Yes, solar water heaters can be used to heat hot tub water, but it requires a specialized system designed specifically for hot tub heating.
Can I use a solar water heater with a radiant floor heating system? Yes, solar water heaters can be used to heat water for radiant floor heating systems, but it requires a specialized system designed specifically for radiant floor heating.
Conclusion
Solar water heaters are a sustainable and cost-effective solution for households, offering numerous benefits and a long lifespan. Jupiter Solar is a leading brand in the industry, known for its high-quality products and innovative technology. By understanding the technical aspects of solar water heaters, homeowners can make an informed decision about installing this eco-friendly solution. With the right system and proper maintenance, solar water heaters can provide years of reliable performance, reducing energy consumption and carbon emissions.
#solar water heater#solar energy#bangalore#solar#solar water heaters#india#bengaluru#solar water heating#solar heater#solar power#water#hot water#solar panel#heaters#water heater#heater repair#heater installation#solar system#solar heaters#industry#renewableenergy#renewable power#renewable resources#heater#heat#heating#water heaters#SolarWaterHeater#RenewableEnergy#SustainableLiving
2 notes
·
View notes
Text
The Essential Guide to Brake Parts: Understanding Their Role in Vehicle Safety

Your vehicle’s braking system is crucial for maintaining safety on the road. Without properly functioning brake parts, your ability to stop effectively is compromised, putting you, your passengers, and other road users at risk. Understanding the different components and their roles is essential for proper maintenance and vehicle safety.
Key Brake Parts and Their Functions
Each part of the braking system has a critical function that contributes to the overall performance of your vehicle's brakes:
Brake Pads and Shoes: These are the primary friction materials responsible for creating the necessary stopping power by pressing against the brake rotors or drums.
Brake Rotors and Drums: These parts provide the surface for the brake pads or shoes to create friction. Properly maintained rotors and drums are essential to ensure smooth braking.
Calipers: In disc brakes, calipers apply pressure to the brake pads, squeezing them against the rotors to create friction and slow the vehicle down.
Brake Lines and Hoses: These components transfer brake fluid from the master cylinder to the brakes, ensuring consistent pressure is applied.
Master Cylinder: This part distributes brake fluid to the brakes, making sure that when you press the brake pedal, the brakes engage properly.
Brake Booster: This helps reduce the amount of force you need to apply to the brake pedal, making braking easier and more efficient.
The Importance of Friction Materials
At the heart of every braking system are the friction materials—brake pads and shoes. These materials create the friction necessary to stop your vehicle. There are different types of friction materials, including organic, semi-metallic, and ceramic. Each has its pros and cons:
Organic: These are quieter but wear faster.
Semi-metallic: Known for their durability, but they can be noisy.
Ceramic: These offer great stopping power and are quieter but tend to be more expensive.
Selecting the right friction material depends on your driving needs. If you drive daily in heavy traffic, ceramic or semi-metallic pads might be the best choice, as they are designed to handle heat and reduce brake fade.
Impact of Worn Brake Parts on Safety
Worn brake parts can significantly affect your vehicle’s stopping power, increasing the risk of accidents. Signs of worn brake components include:
Squeaking or grinding noises.
Vibration or pulsation when braking.
Longer stopping distances.
Regular inspection of your brake parts and friction materials ensures that your vehicle maintains optimal braking performance. Ignoring these warning signs can lead to brake failure, which compromises safety.
Choosing the Right Brake Parts
When replacing brake parts, it’s important to consider whether to go with original equipment manufacturer (OEM) parts or aftermarket options. OEM parts from reputable companies like BBL Brakes are specifically designed for your vehicle, ensuring quality and safety. Aftermarket parts may offer a wider variety of options, but it’s essential to choose high-quality products that meet safety standards.
Conclusion
Your vehicle’s brake system plays a vital role in keeping you safe on the road. By understanding the functions of key brake parts and the importance of selecting the right friction materials, you can ensure your brakes are always in top condition. Regular maintenance and timely replacements are key to preventing brake failure and maintaining vehicle safety.
0 notes
Text
Why Choosing the Best Disc Brake Oil for Your Tractor is Critical for Performance and Safety

Tractors are the backbone of agricultural operations, designed to handle tough tasks and run for long hours under extreme conditions. One of the most important yet often overlooked components of a tractor's maintenance is disc brake oil. Choosing the right disc brake oil not only ensures smooth performance but also guarantees the safety of the operator and extends the lifespan of the tractor's braking system.
At Tractor Seva, we understand how essential proper maintenance is to keeping your tractor in top condition. Here's why selecting the best disc brake oil should be a priority for every tractor owner.
The Role of Disc Brake Oil in Tractors
Disc brake oil, also known as hydraulic brake fluid, plays a crucial role in the braking system of your tractor. It transfers the force from the brake pedal to the brake discs, which then slow down or stop the tractor. High-quality disc brake oil ensures smooth braking, prevents overheating, and protects the internal components of the braking system from corrosion and wear.
If you use subpar or incorrect brake fluid, you risk brake failure, overheating, or gradual damage to the system. This not only endangers the tractor operator but can also lead to costly repairs down the road.
Key Benefits of Choosing the Best Disc Brake Oil
1. Enhanced Safety
Tractor brakes are essential for safe operation, especially in heavy-duty tasks like plowing or hauling. High-quality disc brake oil ensures responsive and reliable braking, even in harsh working conditions. This reduces the chances of accidents and equipment damage.
2. Improved Performance
The right brake oil allows the braking system to perform efficiently under different loads and speeds. For tractors working on rugged terrains or uneven fields, this ensures smooth and precise stopping, which is crucial for operational efficiency.
3. Longer Brake System Lifespan
Premium disc brake oils are formulated to protect your tractor’s braking system from wear and tear. They help prevent corrosion and ensure that components like brake lines and seals are properly lubricated. Over time, this reduces the need for frequent replacements and repairs, saving you both time and money.
4. Prevents Overheating
In demanding operations where tractors are often required to stop and go under load, brakes can overheat quickly. The best disc brake oils are designed to withstand high temperatures, reducing the risk of overheating and maintaining braking efficiency.
Factors to Consider When Choosing Disc Brake Oil
Compatibility
Always check your tractor's manufacturer recommendations to ensure that the disc brake oil is compatible with your tractor model. Using the wrong fluid can cause significant damage to the braking system.
Viscosity
The viscosity of brake oil determines how well it flows and transfers braking force. Opt for a product that maintains its viscosity in both hot and cold temperatures for optimal performance throughout the year.
Heat Resistance
Tractors often operate in extreme conditions, from blazing summer heat to cold winter mornings. Choose a brake fluid with a high boiling point to prevent vaporization during heavy-duty tasks.
Corrosion Inhibitors
Good brake oils contain additives that protect metal components in the braking system from rust and corrosion. This is especially important for tractors that are exposed to moisture, dust, and dirt regularly.
Hydraulic Compatibility
Make sure the brake oil you choose is compatible with your tractor’s hydraulic system. Some tractors use hydraulic brake systems that share the same fluid with other hydraulic operations, so it’s essential that the oil performs well across all functions.
Common Types of Disc Brake Oil
DOT 3 and DOT 4 Brake Fluids
These are common brake fluids, offering a balance between performance and cost. However, they are more prone to absorbing moisture, so regular replacement is necessary.
Synthetic Brake Fluids
Synthetic brake oils offer superior heat resistance and longer-lasting performance. They are often used in high-performance tractors or in environments where extreme temperatures are common.
Mineral Oil-Based Brake Fluids
These are often used in older tractors or machines with specific brake systems that require mineral oil. They are less likely to absorb moisture and can be more stable over long periods.
How Tractor Seva Can Help
At Tractor Seva, we provide not only high-quality tractor maintenance and repair services but also expert guidance on selecting the best oils and fluids for your equipment. Our technicians understand the specific needs of each tractor model and can recommend the most suitable disc brake oil to keep your machine running smoothly.
Whether you need a quick brake check, fluid replacement, or a full system inspection, Tractor Seva ensures that your tractor’s braking system is in top condition, preventing unnecessary breakdowns and ensuring safety in the field.
Choosing the right disc brake oil is more than just a maintenance task—it's a vital step toward ensuring the safety, performance, and longevity of your tractor. By investing in the best quality brake oil, you not only enhance the operational efficiency of your tractor but also save on future repair costs.
At Tractor Seva, we are committed to providing top-notch services to help you get the most out of your tractor. From brake oil selection to full tractor servicing, we have you covered. Don't wait until a brake failure occurs—choose the best disc brake oil today and keep your tractor running smoothly for years to come.
#tractor#high maintenance#farmers market#mahindra#john deere#Swaraj#eichertractors#massey ferguson#new holland
0 notes
Text
THE ROLE OF COPPER NICKEL PIPES IN SHIPBUILDING AND REPAIR
In the world of shipbuilding and marine repair, material selection is crucial for ensuring durability, corrosion resistance, and efficient performance. One such material that stands out is copper-nickel (Cu-Ni) alloy, which is extensively used in the piping systems of ships. Copper Nickel Pipe Manufacturers & Suppliers have gained prominence in shipbuilding and repair due to their exceptional qualities, making them indispensable for marine applications. Let’s explore the importance of copper-nickel pipes in shipbuilding and repair, and why they have become a preferred choice for marine engineers.
1. Corrosion Resistance
The marine environment is highly corrosive due to constant exposure to saltwater, which accelerates the wear and tear of many metals. Copper-nickel alloys, particularly 90/10 (90% copper, 10% nickel) and 70/30 (70% copper, 30% nickel), offer excellent resistance to seawater corrosion. This makes Cu-Ni pipes ideal for seawater piping systems, heat exchangers, and cooling systems on ships. The natural formation of a protective oxide film on the copper-nickel surface further enhances its resistance to corrosion, increasing the longevity of these pipes.
2. Anti-Fouling Properties
Marine organisms such as algae, barnacles, and mussels tend to attach to submerged structures, causing fouling. This biofouling can clog pipes and reduce the efficiency of heat transfer in ship systems. Copper-nickel alloys have inherent anti-fouling properties, preventing the accumulation of marine life on the surfaces of pipes. This self-cleaning nature ensures the smooth operation of seawater systems, reducing maintenance requirements and the risk of system failures.
3. High Strength and Ductility
In addition to corrosion resistance, Copper Nickel Pipe Manufacturers & Suppliers provide high mechanical strength and ductility, which are essential for the demanding conditions of shipbuilding. These pipes can withstand the high pressures and temperatures present in marine systems, making them suitable for critical applications like fuel lines, hydraulic systems, and fire-fighting systems. Moreover, their ductility allows for easy fabrication and installation, enabling shipbuilders to create complex piping systems without compromising structural integrity.
4. Thermal Conductivity
Copper Nickel Pipe Manufacturers & Suppliers have excellent thermal conductivity, which makes them ideal for use in heat exchangers and condensers. On ships, heat exchangers are essential for cooling engines and other systems by transferring heat from seawater to cooling fluids. The high thermal conductivity of Cu-Ni pipes enhances the efficiency of heat transfer, ensuring optimal performance of onboard systems.
5. Cost-Effectiveness and Longevity
Although copper-nickel pipes may initially seem more expensive than other materials like stainless steel, their long-term benefits make them cost-effective. The durability, low maintenance requirements, and extended lifespan of Cu-Ni pipes result in lower operational costs over time. Ships equipped with copper-nickel piping systems experience fewer breakdowns and require less frequent replacements, translating to significant savings in maintenance and repair.
6. Versatility in Marine Repair
In ship repair, copper-nickel pipes are widely used for retrofitting and replacing damaged systems. Their compatibility with various marine systems and their ease of installation make them a preferred choice for repair crews. Whether it’s fixing a seawater cooling system or replacing corroded fuel lines, copper-nickel pipes offer a reliable and efficient solution, minimizing downtime and ensuring the vessel’s return to service in a short time.
Why Choose SMM Industries?
With years of experience in the industry, SMM Industries has established itself as a trusted Copper Nickel Pipe Manufacturers & Suppliers. Our commitment to quality, customization, and customer satisfaction makes us a preferred partner for industries worldwide. Whether you need pipes for a large-scale industrial project or a small application, we are equipped to handle all your requirements.
Contact Us
If you are looking for high-quality Copper Nickel Pipe Manufacturers & Suppliers, look no further than SMM Industries. Our expert team is here to assist you with your project needs, ensuring you get the best products at competitive prices.
Contact SMM Industries today to learn more about our Copper Nickel Pipe Manufacturers & Suppliers offerings and how we can support your next project.
To Know More https://www.smmindustriesllp.com/the-role-of-copper-nickel-pipes-in-shipbuilding-and-repair/

0 notes
Text
How to Choose the Right Mechanical Engineering Degree

Choosing the right mechanical engineering degree is a pivotal decision that shapes your career path and future opportunities. Whether you’re just starting your journey or considering a shift, understanding your options and aligning them with your goals is crucial. This comprehensive guide will walk you through everything you need to know to make an informed decision about pursuing a career in mechanical engineering.
Overview of Mechanical Engineering
Mechanical engineering is a dynamic and multifaceted field that blends principles of physics, mathematics, and materials science to solve real-world problems. Mechanical engineers design, analyze, and manufacture new devices and systems, from tiny microchips to massive industrial machines. The versatility of this discipline opens doors to a broad range of career opportunities, including roles in automotive, aerospace, energy, and robotics industries.
Purpose of the Guide
Choosing the right degree can be overwhelming, but it's vital for setting the stage for a successful career. This guide aims to demystify the decision-making process by providing clear, actionable insights into different degree options, specializations, and what to consider when selecting a program. Our goal is to help you find a mechanical engineering degree that aligns with your career aspirations and personal interests.
I. Understanding Mechanical Engineering Degrees
Types of Degrees
Associate’s Degree
An Associate’s degree in mechanical engineering technology is often the entry point for those looking to quickly enter the workforce. It provides fundamental knowledge and practical skills, typically over two years. This degree can lead to roles such as a mechanical technician or draftsman.
Bachelor’s Degree
A Bachelor’s degree in mechanical engineering is the most common and widely recognized degree for those looking to enter the profession. This four-year program covers core topics in mechanical engineering and prepares you for a broad range of engineering roles. It’s the first step towards becoming a licensed professional engineer.
Master’s Degree
A Master’s degree allows for specialization in a specific area of mechanical engineering, such as robotics or thermodynamics. It usually takes two years to complete and can lead to advanced positions in research, development, or management. This degree also provides opportunities for teaching at the collegiate level.
Doctoral Degree
A Doctoral degree (Ph.D.) is ideal for those interested in academic research or high-level positions in industry. It involves conducting original research and contributing new knowledge to the field. Earning a Ph.D. can open doors to university faculty positions, research leadership roles, or specialized industry positions.
Specializations and Concentrations
Mechanical engineering is a broad field with many potential specializations. Some popular areas include:
Thermodynamics: Focuses on energy systems and heat transfer.
Robotics: Involves designing and programming robots.
Fluid Dynamics: Studies the behavior of fluids in motion and at rest.
Structural Analysis: Deals with the strength and behavior of materials and structures under various conditions.
Choosing a specialization should align with your interests and career goals. For example, if you're fascinated by automation and artificial intelligence, robotics might be a perfect fit.
Accreditation and Quality
When selecting a program, ensure that it is accredited by a recognized body. Accreditation guarantees that the program meets high educational standards and is recognized by employers and licensing boards. It also affects the value of your degree and your eligibility for certain certifications and licenses.
II. Evaluating Your Career Goals and Interests
Identifying Career Goals
Before choosing a degree program, it’s essential to clarify your career goals. Are you interested in working on cutting-edge technology, or do you see yourself in a managerial role? Understanding your long-term career aspirations will help guide your decision.
Matching Interests with Specializations
Your interests and strengths should play a significant role in choosing a specialization. For instance, if you enjoy problem-solving and innovation, you might be drawn to research and development roles. On the other hand, if you are more interested in practical applications and design, focusing on areas like mechanical systems or product development might be more suitable.
Researching Job Market Trends
Stay informed about current and future trends in the mechanical engineering field. Research job demand, salary expectations, and growth areas to ensure your degree aligns with market needs. This research will help you choose a specialization that is not only of interest to you but also in demand in the job market.
III. Choosing the Right Program
Program Reputation and Ranking
The reputation of a program can significantly impact your education and career prospects. Research and compare program rankings to understand which institutions are recognized for their mechanical engineering programs. A program with a strong reputation can enhance your resume and provide better networking opportunities.
Curriculum and Course Content
Examine the curriculum and course offerings of each program. Look for a well-rounded curriculum that includes both theoretical and practical components. Key courses should cover essential topics like fluid mechanics, thermodynamics, and materials science. Hands-on experience through labs and projects is also crucial for gaining practical skills.
Faculty and Research Opportunities
The expertise of faculty members and their research interests can greatly influence your educational experience. Look for programs where faculty are leaders in their fields and offer research opportunities that align with your interests. Engaging in research projects can provide valuable experience and enhance your learning.
Facilities and Resources
State-of-the-art facilities and resources are important for a comprehensive educational experience. Check if the program provides access to modern laboratories, research centers, and industry connections. These resources can enrich your learning and provide practical experience.
IV. Considering Location and Lifestyle
Geographic Location
The location of the program can affect your lifestyle and job prospects. Consider factors such as the local job market, living costs, and the environment. Studying in a region with a strong engineering industry might offer more internship and job opportunities.
Cost and Financial Considerations
Evaluate the cost of the program, including tuition fees and other expenses. Compare this with the availability of scholarships, grants, and financial aid. A program’s cost should be weighed against its benefits and potential return on investment.
Campus Life and Support Services
Campus life and support services play a role in your overall experience. Look for programs that offer a supportive environment, including career counselling, academic advising, and extracurricular activities. These services can significantly impact your success and satisfaction.
V. Application and Admission Process
Requirements and Prerequisites
Each program has specific admission requirements, such as GPA, standardized tests, and prerequisite courses. Review these requirements carefully and ensure you meet or exceed them. Preparing a strong application involves highlighting your academic achievements and relevant experiences.
Application Tips and Deadlines
Prepare your application with care, focusing on presenting a clear picture of your qualifications and goals. Pay attention to application deadlines and ensure you submit all required documents on time. A well-prepared application can increase your chances of acceptance.
VI. Making Your Decision
Comparing Programs
Once you have gathered information about different programs, compare them based on factors like curriculum, faculty, location, and cost. Creating a checklist or decision matrix can help you weigh the pros and cons of each option and make a well-informed choice.
Seeking Advice and Guidance
Don’t hesitate to seek advice from current students, alumni, and professionals in the field. Their insights can provide valuable perspectives and help you make a more informed decision. Informational interviews and mentorship can also offer guidance.
Visiting Campuses and Attending Open Houses
Visiting campuses and attending open house events can give you a feel for the environment and culture of each program. Pay attention to the facilities, interact with faculty and students, and assess whether the campus meets your needs and preferences.
VII. Final Thoughts
Reflecting on Your Decision
Choosing a degree is a significant decision that should align with both your personal interests and professional goals. Take time to reflect on your options and ensure that your choice supports your long-term career aspirations.
Encouragement and Next Steps
Once you’ve made your decision, take the next steps toward your chosen program with confidence. Begin preparing for the application process and gather any necessary documents. Remember, selecting the right mechanical engineering degree is a crucial step toward a successful and fulfilling career.
Summary of Key Points
Choosing the right mechanical engineering degree involves evaluating various factors, including degree types, specializations, program quality, and your personal goals. Understanding these elements will help you select a program that aligns with your career aspirations and provides a strong foundation for your future.
Call to Action
Start your research, evaluate your options, and take proactive steps toward applying for the mechanical engineering program that best fits your goals. Embarking on this journey can set the stage for a rewarding career in mechanical engineering, filled with opportunities and growth.
FAQs
What is the difference between an Associate’s and a Bachelor’s degree in mechanical engineering?
An Associate’s degree typically takes two years and prepares you for entry-level positions. A Bachelor’s degree, taking four years, provides a more comprehensive education and broader career opportunities.
How important is accreditation when choosing a mechanical engineering program?
Accreditation ensures that the program meets high educational standards and is recognized by employers and licensing boards, making it crucial for your degree’s value.
What should I consider when choosing a specialization in mechanical engineering?
Consider your interests, strengths, and career goals. Research job market trends to choose a specialization that aligns with your aspirations and offers good career prospects.
How can I assess the quality of a mechanical engineering program?
Look at program rankings, curriculum details, faculty expertise, facilities, and resources. Reviews from current students and alumni can also provide insights.
What are some common career paths for mechanical engineering graduates?
Common paths include roles in automotive design, aerospace engineering, energy systems, robotics, and manufacturing.
How do I prepare for the application process for a mechanical engineering program?
Ensure you meet admission requirements, prepare a strong application, and submit all required documents by the deadlines.
What are the benefits of pursuing a Master’s or Doctoral degree in mechanical engineering?
Advanced degrees offer opportunities for specialization, higher-level positions, and careers in research, academia, or management.
How does location affect my choice of a mechanical engineering program?
Location impacts living costs, job opportunities, and lifestyle. Consider studying in a region with a strong engineering industry for better prospects.
What are some tips for choosing the right mechanical engineering program?
Research programs thoroughly, compare based on key factors, seek advice from current students and professionals, and visit campuses if possible.
Are there financial aid options available for mechanical engineering students?
Yes, many programs offer scholarships, grants, and financial aid. Research these options and apply for any relevant funding opportunities.
0 notes
Text
Immersion Cooling 2023 Industry Size, Status, Analysis and Forecast 2030
Immersion Cooling Industry Overview
The global immersion cooling market size was estimated at USD 197.0 million in 2022 and is anticipated to grow at a compounded annual growth rate (CAGR) of 22.6% from 2023 to 2030.
The increasing demand for cost-efficient and energy-efficient cooling solutions from data centers is expected to drive growth. Strict lockdowns enforced by global governments in the wake of the COVID-19 pandemic in 2020 hampered industry expansion. The lockdowns also impacted data centers, wherein data center consolidation was put on hold. Moving servers, closing buildings, and constructing a new location were all more difficult in the COVID-19 universe. Data centers showed growth in demand, owing mostly to the global workforce working from home and an increase in e-commerce.
Gather more insights about the market drivers, restrains and growth of the Immersion Cooling Market
The immersion cooling market in the U.S. is undergoing a shift owing to the COVID-19 pandemic as players in this space undertook capacity expansion to meet the increasing demand for the product from data centers. The COVID-19 crisis spurred the spread of e-commerce to new enterprises, customers, and product categories. Furthermore, the rising need for IoT capabilities and cloud computing infrastructure in the U.S. is likely to fuel demand for data centers, particularly hyper-scale data centers.
The market exhibits the presence of several global as well as regional players. Several proprietary immersion cooling solutions are available in the industry and various manufacturers retrofit off-the-shelf Information Technology Equipment (ITE) to make it compatible with their technology. In addition, manufacturers offer customized solutions to their clients as per requirements.
The increasing demand for IoT functionality and cloud computing infrastructure is expected to drive the demand for data centers, especially hyper-scale data centers. Hyperscale data centers enable digital platforms to store and transfer data efficiently. As compared to modern data centers, hyper-scale facilities have high-volume traffic as well as the capability to handle heavy computing workloads.
Although systems are very efficient in removing heat from IT equipment, the capital costs associated with additional components and hardware modification are high, which can act as a challenge to the overall industry growth. In addition, servicing of systems is expected to present new challenges for Managed Service Providers (MSPs) and data center service partners.
Immersion Cooling Market Segmentation
Grand View Research has segmented the global immersion cooling market report on the basis of product, application, cooling liquid, and region:
Product Outlook (Revenue, USD Million; 2018 - 2030)
Single-Phase
Two-Phase
Application Outlook (Revenue, USD Million; 2018 - 2030)
High-performance Computing
Edge Computing
Cryptocurrency Mining
Artificial Intelligence
Others
Cooling Liquid Outlook (Revenue, USD Million; 2018 - 2030)
Mineral Oil
Fluorocarbon-based Fluids
Deionized Water
Others
Regional Outlook (Revenue, USD Million; 2018 - 2030)
North America
US
Canada
Europe
Germany
Italy
France
UK
Netherlands
Russia
Asia Pacific
China
India
Japan
Australia
Central & South America
Brazil
Argentina
Middle East & Africa
Saudi Arabia
South Africa
Browse through Grand View Research's Advanced Interior Materials Industry Research Reports.
The global power quality measurement equipment market size was estimated at USD 35.6 billion in 2023 and is projected to grow at a CAGR of 3.5% from 2024 to 2030.
The global automotive steel wheels market size was estimated at USD 14.94 billion in 2023 and is forecasted to grow at a CAGR of 2.5% from 2024 to 2030.
Key Companies & Market Share Insights
The immersion cooling market is highly competitive with major companies striving for industry leadership. Key players emphasize integration across the value chain to strengthen their market positions. Strategies employed by companies include collaborations, partnerships, and new product development to enhance their industry positions. Companies such as Green Revolution Cooling and Asperitas have partnered to create awareness about systems in the industry space.
Strategies help the companies in enhancing their industry share and providing to the changing technological demand of various end-use industries such as data centers and IT companies. For instance, in March 2021, Liquid Stack collaborated with Wiwyn to advance the IT infrastructure designed for 2-phase immersion cooling. Some prominent players in the global immersion cooling market include:
Fujitsu Limited
Dug Technology
Green Revolution Cooling Inc.
Submer
Liquid Stack
Midas Green Technologies
Asperitas
DCX- The Liquid Cooling Company
LiquidCool Solutions
ExaScaler Inc.
Order a free sample PDF of the Immersion Cooling Market Intelligence Study, published by Grand View Research.
0 notes
Text
Best Stainless Steel Tube Fittings Exporters in South Africa
Leading the Industry: Best Stainless Steel Tube Fittings Exporters in South Africa
Introduction: The Growing Demand for Stainless Steel Tube Fittings in South Africa
South Africa's industrial growth has spurred the demand for high-quality materials, especially in sectors such as construction, mining, energy, and manufacturing. As industries expand, the importance of reliable and durable materials becomes more critical. Among these materials, stainless steel tube fittings are a cornerstone for many operations, ensuring efficient fluid transfer and structural integrity in a wide range of applications.
In recent years, the demand for Best Stainless Steel Tube Fittings Exporters in South Africa has grown significantly, driven by the rapid industrial development in the country. Midland Alloys Inc. has risen to the challenge, offering top-quality stainless steel tube fittings that meet the stringent requirements of South Africa's booming industries.
Why Stainless Steel Tube Fittings are Vital for Industrial Applications
Stainless steel tube fittings play an essential role in industrial settings where durability, resistance to corrosion, and the ability to withstand high pressures are paramount. These fittings are used in a variety of systems, including pipelines, HVAC systems, and manufacturing processes. Their resistance to harsh environmental conditions makes them ideal for use in industries such as:
Mining: South Africa is home to a rich mining industry. Stainless steel fittings are used in piping systems to transport fluids in corrosive environments.
Energy: The energy sector relies on stainless steel tube fittings for oil and gas pipelines, ensuring safe and efficient transportation of energy resources.
Chemical Processing: Industries involved in chemical processing use stainless steel due to its resistance to corrosive materials.
The high-performance qualities of stainless steel ensure that fittings can handle demanding tasks without degradation, thereby maintaining the safety and efficiency of operations.
Key Features of High-Quality Stainless Steel Tube Fittings
When selecting stainless steel tube fittings, it is essential to consider their quality and suitability for specific applications. Key features that define high-quality tube fittings include:
Corrosion Resistance: Stainless steel is renowned for its ability to resist rust and corrosion, especially in environments exposed to moisture and chemicals.
Strength and Durability: Stainless steel tube fittings offer superior mechanical strength, making them suitable for high-pressure systems.
Temperature Resistance: The ability to withstand both high and low temperatures without deforming or breaking down is a crucial factor in many industries.
Ease of Maintenance: Stainless steel fittings are easy to clean and maintain, reducing the overall cost of ownership.
These characteristics make stainless steel tube fittings an indispensable component in South Africa’s industrial landscape.
Top Industries in South Africa Relying on Stainless Steel Tube Fittings
Several major industries in South Africa rely heavily on stainless steel tube fittings to maintain operational efficiency. These industries include:
Construction: The construction industry uses stainless steel tube fittings in plumbing systems, heating, ventilation, and air conditioning (HVAC) systems, and structural frameworks.
Food and Beverage: Stainless steel is a preferred material in the food and beverage industry because it is non-reactive, ensuring the purity and safety of food products.
Water Treatment: Stainless steel is crucial in water treatment facilities, providing long-lasting and corrosion-resistant piping systems.
These industries, among others, benefit from the reliability and longevity of stainless steel tube fittings, ensuring operational safety and efficiency.
The Role of Midland Alloys Inc. in South Africa’s Industrial Growth
As one of the Best Stainless Steel Tube Fittings Exporters in South Africa, Midland Alloys Inc. has been at the forefront of supplying industries with premium stainless steel products. Midland Alloys Inc. understands the unique demands of South Africa’s industrial sector and has consistently delivered products that meet the highest international standards. The company offers a comprehensive range of tube fittings designed for use in a variety of industries, ensuring that businesses have access to the best solutions for their needs.
Advantages of Choosing Stainless Steel for Tube Fittings
Stainless steel has long been a preferred material for tube fittings due to its many advantages over other materials. Some of the key benefits of using stainless steel tube fittings include:
Corrosion Resistance: Stainless steel offers unmatched resistance to corrosion, ensuring that the fittings last longer and require less maintenance.
High Tensile Strength: Stainless steel fittings are incredibly strong, making them suitable for high-pressure applications.
Hygienic Properties: Stainless steel is easy to clean and maintain, which is particularly important in industries like food processing and pharmaceuticals.
Aesthetic Appeal: Stainless steel fittings offer a modern and clean look, making them ideal for visible installations in architectural applications.
These benefits make stainless steel the go-to material for industries looking for long-term, reliable solutions.
How to Select the Right Stainless Steel Tube Fittings Exporter
Choosing the right stainless steel tube fittings exporter is crucial for ensuring that your business receives high-quality products that meet your specific needs. When selecting an exporter, consider the following factors:
Product Quality: Look for exporters that offer products made from high-grade stainless steel to ensure durability and reliability.
Industry Experience: Choose an exporter with extensive experience in supplying products to your industry. Experience often correlates with a deeper understanding of industry-specific requirements.
Customer Service: A reliable exporter should provide excellent customer service, including timely responses to inquiries, clear communication, and after-sales support.
Global Reach: Working with exporters that have a global presence ensures that they can meet your needs no matter where you are located.
Midland Alloys Inc. is an excellent example of an exporter that excels in all these areas, making it a top choice for businesses in South Africa and beyond.
Midland Alloys Inc.: A Leader in Stainless Steel Tube Fittings
Midland Alloys Inc. is widely recognized as a leader in the stainless steel industry, supplying top-notch tube fittings to businesses around the world. With a commitment to innovation and quality, the company has earned its reputation as one of the Best Stainless Steel Tube Fittings Exporters in South Africa.
Midland Alloys Inc. offers an extensive range of stainless steel products, including tubes, fittings, and flanges, all designed to meet the exacting standards of modern industries. Whether your business operates in the oil and gas sector, construction, or water treatment, Midland Alloys Inc. provides the solutions you need to succeed.
Global Reach of Midland Alloys Inc. in Stainless Steel Exports
While Midland Alloys Inc. has established itself as a leader in South Africa, the company’s global reach extends far beyond the country’s borders. In addition to being one of the Best Stainless Steel Tube Exporters in South Africa, Midland Alloys Inc. is also a top supplier in other regions, including Best Stainless Steel Tube Fittings Exporters in Guinea, Laos, and Jamaica.
This global presence ensures that businesses around the world have access to the best stainless steel tube fittings, regardless of location. Midland Alloys Inc. is committed to providing high-quality products and services to its clients, no matter where they are based.
Importance of Quality Assurance in Stainless Steel Tube Fittings
Quality assurance is critical when it comes to stainless steel tube fittings. Poor-quality fittings can lead to system failures, costly repairs, and even safety hazards. This is why Midland Alloys Inc. places a strong emphasis on quality control throughout the manufacturing process.
The company adheres to international standards and employs rigorous testing procedures to ensure that every product meets the highest quality standards. This dedication to quality is one of the reasons why Midland Alloys Inc. is considered a leader in the stainless steel industry.
Future Outlook for Stainless Steel Tube Fittings in South Africa
As South Africa’s industrial sector continues to expand, the demand for high-quality stainless steel tube fittings will only increase. Midland Alloys Inc. is well-positioned to meet this growing demand, providing innovative solutions that support the country’s development.
With a strong presence in the South African market and a commitment to quality, Midland Alloys Inc. is poised to remain at the forefront of the industry for years to come.
Conclusion: Why Midland Alloys Inc. Stands Out as the Best Exporter in South Africa
In conclusion, Midland Alloys Inc. has established itself as one of the Best Stainless Steel Tube Fittings Exporters in South Africa by consistently delivering high-quality products that meet the needs of a wide range of industries.
With a global reach, a commitment to quality, and a deep understanding of the unique demands of South Africa’s industrial sector, Midland Alloys Inc. is the ideal partner for businesses seeking reliable and durable stainless steel tube fittings. Whether you operate in South Africa, Guinea, Laos, or Jamaica, you can trust Midland Alloys Inc. to provide the solutions you need to succeed in today’s competitive marketplace.
0 notes
Text
Simplified: Raw Materials for Making Sanitary Pads (PDF)
Sanitary pads are essential products designed to manage menstruation and ensure comfort and hygiene. The effectiveness of these products relies heavily on the quality and selection of raw materials used in their production. Understanding these materials is crucial for anyone involved in the manufacturing or procurement of sanitary pads. In this blog, we’ll simplify the raw materials used in making sanitary pads and explore their roles in ensuring product quality.

1. Absorbent Core
The absorbent core is the heart of the sanitary pad, responsible for absorbing and retaining menstrual fluid. The key materials used in the core are:
Fluff Pulp: Fluff pulp is a type of wood pulp that provides high absorbency. It helps in quickly soaking up fluid and retaining it to prevent leakage.
Superabsorbent Polymer (SAP): SAP is a chemical compound that can absorb and retain large amounts of liquid relative to its own weight. It turns the fluid into a gel, which helps lock it away and prevent leaks.
2. Top Sheet
The top sheet is the layer that comes into direct contact with the skin. It is designed to be soft, comfortable, and to wick moisture away from the surface. The materials used include:
Non-Woven Fabric: This fabric is typically made from polypropylene or polyethylene fibers. It’s soft and provides a comfortable feel against the skin. It also helps in quickly transferring moisture to the absorbent core.
Cotton: Some pads use a cotton top sheet for its natural softness and breathability. Cotton can be used alone or blended with other fibers to enhance comfort and reduce skin irritation.
3. Back Sheet
The back sheet is the layer that prevents leakage and protects clothing. It is designed to be waterproof and is typically made from:
Polyethylene Film: A thin, flexible, and waterproof plastic film that provides a barrier against leakage while maintaining the pad’s breathability.
Breathable Back Sheet: Some modern pads use a breathable back sheet that allows air circulation while still preventing leaks, enhancing comfort and reducing heat build-up.
4. Adhesive Layer
The adhesive layer ensures that the pad stays in place securely. It is applied to the back of the pad and is typically made from:
Hot Melt Adhesive: A type of thermoplastic adhesive that is applied in a molten state and solidifies as it cools. It provides strong adhesion to underwear and ensures that the pad remains in place during use.
5. Side Wings
Side wings are extensions of the pad that fold over the sides of underwear to provide extra protection against leaks. The materials used for the wings include:
Non-Woven Fabric: Similar to the top sheet, the wings are often made from soft non-woven fabric for comfort and to help with adhesion.
Elastic Materials: Some pads have elasticized wings for a better fit and enhanced leakage protection.
6. Packaging Materials
Sanitary pads are individually wrapped to maintain hygiene and convenience. The packaging materials include:
Plastic Wrap: A thin plastic film that protects the pad from contamination and keeps it clean before use.
Paper or Plastic Wrappers: The outer wrapper, often made from paper or plastic, ensures the pad remains sanitary and is easy to handle.
7. Additives and Enhancements
Some sanitary pads include additional materials for enhanced performance:
Odor-Control Agents: These are materials or chemicals that neutralize odors and keep the pad smelling fresh.
Anti-Bacterial Agents: Added to reduce the risk of infections and maintain hygiene by inhibiting the growth of bacteria.
Conclusion
The raw materials used in making sanitary pads are carefully selected to ensure that the final product is effective, comfortable, and safe for use. From the absorbent core that manages fluid to the top and back sheets that provide comfort and protection, each component plays a crucial role in the performance of the pad. Understanding these materials helps manufacturers ensure quality and enables consumers to make informed choices.
For anyone looking to delve deeper into the specifics of sanitary pad manufacturing, a detailed PDF guide on raw materials can provide a comprehensive overview. This guide will cover each material’s properties, sourcing considerations, and its impact on the overall product quality, helping you gain a thorough understanding of the components that make sanitary pads both functional and comfortable.
0 notes
Text
Mastering Hydraulic Repair: Essential Tips for Optimal Performance
Hydraulic systems are the backbone of many industrial operations, ranging from construction machinery to manufacturing equipment. These systems use fluid under pressure to perform mechanical work, offering exceptional power and efficiency. However, when hydraulic systems fail, it can result in significant downtime and costly repairs. Mastering hydraulic repair is crucial for maintaining operational efficiency and prolonging equipment life. Here’s a guide to help you understand the essentials of hydraulic repair and ensure your systems run smoothly.
Understanding Hydraulic Systems
Hydraulic systems rely on a fluid, typically oil, that is pressurized and used to transfer force. Key components include the pump, cylinders, valves, hoses, and fluid reservoir. Each component plays a critical role, and a malfunction in any part can affect the entire system’s performance.
Common Hydraulic System Problems
Leaks: Leaks are among the most common issues. They can occur in hoses, connections, or seals, leading to a drop in pressure and efficiency. Regular inspections can help identify leaks before they become serious problems.
Contamination: Contaminants like dirt, water, and debris can compromise hydraulic fluid quality. This contamination can lead to component wear and system failures. Using filters and regularly changing the hydraulic fluid are key practices to avoid contamination.
Overheating: Hydraulic systems generate heat during operation, but excessive heat can lead to fluid degradation and component failure. Ensure your system has proper cooling and ventilation, and monitor fluid temperatures regularly.
Component Wear: Continuous use of hydraulic systems can lead to wear and tear on components such as pumps and valves. Regular maintenance and timely replacement of worn parts are essential to prevent breakdowns.
Essential Hydraulic Repair Tips
Regular Maintenance: Adhering to a regular maintenance schedule can prevent many issues. This includes checking fluid levels, inspecting hoses for wear, and ensuring all connections are secure. Regularly replacing filters and fluid can also help maintain system health.
Proper Diagnosis: Accurately diagnosing issues is critical for effective repair. Use diagnostic tools such as pressure gauges and flow meters to assess the system’s performance. Understanding the symptoms and matching them to potential problems will streamline the repair process.
Quality Parts: When replacing components, always use high-quality, compatible parts. Inferior or incorrect parts can cause further issues and lead to frequent repairs.
Training and Expertise: Ensure that those handling hydraulic repairs are well-trained and knowledgeable. Proper training helps in identifying issues accurately and applying the correct repair techniques.
System Cleaning: Regularly clean the hydraulic system to remove contaminants. This includes flushing the system if necessary and ensuring that the fluid is free of debris.
Documentation: Keep detailed records of repairs, maintenance, and parts replacements. This documentation helps track the system’s history and can be valuable for troubleshooting future problems.
Preventive Measures
Preventive maintenance is crucial in Hydraulic Cylinder Repair. Establishing a routine for inspecting and servicing your hydraulic equipment can greatly reduce the risk of sudden failures. This includes:
Regular Fluid Checks: Monitor fluid levels and quality frequently. Look for signs of contamination or degradation.
Visual Inspections: Regularly inspect hoses, connections, and components for signs of wear or damage.
Training Operators: Train equipment operators to recognize and report issues promptly. Their firsthand observations can be invaluable for early detection.
0 notes
Text
Superb Quality Bolt Manufacturer in India

Bhansali Fasteners is one of the biggest bolt manufacturers in India. Bolts are an excellent choice for fluid transfer in a variety of sectors, including as food, chemicals, oil & gas, pharmaceuticals, and construction. They also provide advantages for sustainability and cheap maintenance costs. They offer dependability and security.
We provide low-cost, high-quality bolts to ensure efficient and effective work. Our bolts meet numerous standards, including ASTM, ASME, ANSI, UNS, and DIN. Our collection, which includes various sizes, thicknesses, bars, and grades, meets a diverse variety of requirements. In addition, we are a major screw manufacturer in India.
One of the top bolt manufacturers in India is Bhansali Fasteners. Bolts are polished in compliance with the dimensions and thickness of the wall specified by the client. An additional choice for situations with greater requirements is heat treatment. We manufacture, provide, and stock a wide variety of bolts in different sizes at competitive prices. Additionally, look at the bolt weight chart.
We are also a Bolt Manufacturers in UAE, Bolt Manufacturer in Bangladesh.
For More Detail
Website: bhansalibolt.com
Product: SS Bolt Manufacturer
Other Product: Fasteners Manufacturers In Saudi Arabia.
#Bolt Manufacturers In India#Bolt Manufacturers#SS Bolt Manufacturer#Bolt Suppliers#Fasteners Manufacturers In Saudi Arabia
0 notes
Text
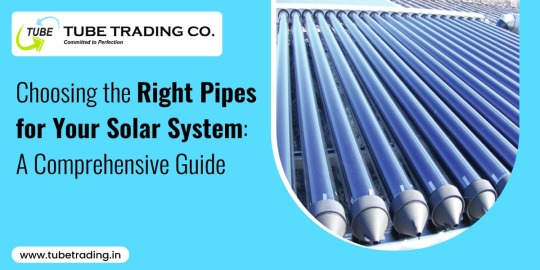
Choosing the Right Pipes for Your Solar System: A Comprehensive Guide
Introduction:
In the dynamic world of solar energy, selecting the right components for your solar system is crucial for optimal performance and longevity. One often overlooked yet critical element is the choice of pipes for solar system works. Tubetrading Co., a leading distributor of pipes for solar system works in Vadodara, understands the significance of this decision. In this comprehensive guide, we will explore the key factors to consider when choosing pipes for your solar system, shedding light on the importance of quality and reliability.
Understanding the Importance of Quality Pipes:
1. Durability and Longevity:
Quality pipes are the backbone of any solar system. They must withstand varying weather conditions and exposure to sunlight. Choosing durable pipes ensures a longer lifespan for your solar system.
2. Corrosion Resistance:
Solar systems are exposed to the elements, and corrosion can significantly impact the efficiency of the system. Opting for corrosion-resistant pipes is essential to prevent degradation over time.
3. Temperature Resistance:
Solar systems involve the circulation of fluids at different temperatures. Pipes must have the ability to handle temperature variations without compromising their structural integrity.
Factors to Consider When Choosing Pipes:
1. Material:
The material of the pipes plays a crucial role. Common materials include copper, PVC, and stainless steel. Each material has its advantages and disadvantages. Copper is an excellent conductor, PVC is cost-effective, and stainless steel offers corrosion resistance.
2. Size and Diameter:
The size and diameter of the pipes impact the flow of the solar fluid. Choosing the right size ensures efficient heat transfer and system performance. Tubetrading Co. offers a range of pipes with different sizes to meet specific solar system requirements.
3. Pressure Rating:
Solar systems often operate under varying pressures. Selecting pipes with the appropriate pressure rating is vital to prevent leaks and system failures. Tubetrading Co. provides pipes with high-pressure ratings to ensure the reliability of your solar system.
4. UV Resistance:
Since solar systems are exposed to sunlight, UV resistance is crucial to prevent degradation of the pipes over time. Tubetrading Co. understands the importance of UV-resistant materials in ensuring the longevity of your solar system.
Tubetrading Co. – Your Trusted Partner in Vadodara:
1. Extensive Range of Pipes:
As a leading distributor in Vadodara, Tubetrading Co. offers an extensive range of pipes specifically designed for solar system works. Our inventory includes pipes of various materials, sizes, and specifications to cater to diverse solar system needs.
2. Quality Assurance:
Tubetrading Co. prioritizes quality assurance. All our pipes undergo rigorous testing to ensure they meet industry standards. We are committed to providing our customers with reliable and durable pipes for their solar systems.
3. Expert Guidance:
Choosing the right pipes can be a complex decision. Our team of experts at Tubetrading Co. is available to provide guidance and assistance in selecting pipes that best suit your solar system requirements. We understand the nuances of solar technology and can help you make informed decisions.
Conclusion:
In the realm of solar energy, every component plays a crucial role in the overall performance of the system. Choosing the right pipes for solar system works is a decision that should not be taken lightly. Tubetrading Co., with its commitment to quality and expertise in the field, stands as your trusted partner in Vadodara. Make an informed choice, and ensure the success and longevity of your solar system with Tubetrading Co.'s reliable and durable pipes.
#Pipes for solar system works#Pipes for solar system works distributors in Vadodara#Vadodara#Gujarat#India
7 notes
·
View notes
Text
In today’s industrial world, efficiency and sustainability are key considerations. One technology that stands out for its effectiveness in heat transfer is the Plate Heat Exchanger (PHE). At Adhunik Automation India, we are proud to offer top-quality Plate Heat Exchangers that help businesses optimize their operations. In this blog, we'll delve into what makes PHEs essential, how they work, and why choosing Adhunik is the best decision for your business.

What is a Plate Heat Exchanger?
A Plate Heat Exchanger (PHE) is a type of heat exchanger that uses metal plates to transfer heat between two fluids. Unlike traditional shell-and-tube heat exchangers, PHEs use thin, corrugated plates arranged in a stack. These plates are separated by gaskets or welded joints, forming multiple channels through which the fluids flow. This design maximizes the surface area for heat transfer while maintaining a compact footprint.
How Does a Plate Heat Exchanger Work?
The fundamental principle behind a Plate Heat Exchanger is to transfer heat between two fluids without them mixing. Here’s a simplified breakdown of how it works:
Fluid Flow: The two fluids—often one hot and one cold—flow through alternate channels in the heat exchanger. The arrangement of the plates ensures that the fluids flow in opposite directions, which is known as counterflow. This counterflow arrangement maximizes the temperature gradient between the two fluids, enhancing heat transfer efficiency.
Heat Transfer: As the fluids pass through the plates, heat is transferred from the hotter fluid to the cooler one. The thin, corrugated plates provide a large surface area for heat exchange, allowing for efficient thermal transfer.
Temperature Regulation: The continuous flow of fluids through the plates allows for precise control of the temperature of each fluid, which is critical in many industrial processes.
Benefits of Plate Heat Exchangers
Plate Heat Exchangers offer several advantages over other types of heat exchangers, including:
High Efficiency: The design of PHEs allows for high heat transfer efficiency due to the large surface area provided by the plates and the turbulence created by the corrugated design. This results in better thermal performance and lower energy consumption.
Compact Size: PHEs are much more compact compared to shell-and-tube heat exchangers. This compactness makes them suitable for applications with limited space.
Flexibility: The modular design of plate heat exchangers means they can be easily expanded or reconfigured to meet changing needs. Additional plates can be added to increase capacity, or the unit can be reconfigured for different applications.
Ease of Maintenance: Plate Heat Exchangers are relatively easy to maintain. The plates can be easily removed for cleaning or inspection, which helps to ensure optimal performance and longevity.
Cost-Effective: Due to their high efficiency and compact size, PHEs often result in lower operating costs. Their design also reduces the amount of materials needed for construction, which can translate into cost savings.
Why Choose Adhunik Automation India?
At Adhunik Automation India, we are committed to providing high-quality Plate Heat Exchangers that meet the diverse needs of our clients. Here’s why you should consider choosing us for your PHE needs:
Expertise and Experience: With years of experience in the industry, we have the expertise to design and supply Plate Heat Exchangers that are tailored to your specific requirements.
Quality Assurance: We prioritize quality in every aspect of our products. Our Plate Heat Exchangers are manufactured using high-grade materials and undergo rigorous testing to ensure they meet the highest standards.
Customized Solutions: We understand that each application is unique. Our team works closely with clients to provide customized solutions that address their specific needs and challenges.
Support and Service: Our commitment to customer satisfaction extends beyond the sale. We offer comprehensive support and maintenance services to ensure that your Plate Heat Exchanger operates efficiently throughout its lifespan.
Innovation: At Adhunik Automation India, we are constantly exploring new technologies and innovations to enhance our products. Our Plate Heat Exchangers incorporate the latest advancements to provide superior performance and reliability.
Conclusion
Plate Heat Exchangers are a vital component in modern industrial processes, offering superior efficiency, compact design, and ease of maintenance. At Adhunik Automation India, we are dedicated to delivering high-quality PHEs that help businesses achieve optimal performance and cost savings. Whether you are looking to improve your existing system or invest in a new heat exchanger, our team is here to provide the expertise and support you need. For more information on our Plate Heat Exchangers and how they can benefit your business, feel free to contact us. Let Adhunik Automation India be your trusted partner in optimizing heat transfer and enhancing your industrial operations.
0 notes
Text
How Solar Water Heating Systems Can Save You Money and Reduce Your Environmental Impact
Solar energy is transforming the way we meet everyday needs, including heating water. A solar water heating system is an innovative, sustainable, and cost-effective solution that uses the sun’s energy to heat water for domestic, commercial, or industrial use. This article explores the benefits, workings, and advantages of adopting a solar water heating system, especially in regions with ample sunlight.

How Do Solar Water Heating Systems Work?
Solar water heating systems utilize solar collectors (typically installed on rooftops) to capture sunlight and convert it into heat. This heat is then transferred to water stored in a tank, ready for use. These systems generally consist of three main components:
Solar Collectors: Absorb sunlight and convert it into heat energy.
Storage Tank: Where heated water is stored.
Heat Transfer System: Transfers the heat from the collectors to the water in the tank.
Why Choose Solar Water Heating?
Eco-Friendly: Solar water heating systems utilize renewable energy, reducing dependency on fossil fuels. It cuts down on carbon emissions, helping to lower the environmental footprint.
Energy Cost Savings: Once installed, solar water heating systems significantly reduce energy bills. The sun’s energy is free, and using it to heat water instead of relying on electricity or gas can result in substantial savings.
Low Maintenance: Solar water heating systems are durable and require minimal maintenance. Occasional cleaning and inspection are usually enough to keep them running efficiently for 20+ years.
Government Incentives: Many governments provide subsidies, rebates, and tax incentives for solar water heating systems. These incentives can help offset installation costs and make the switch to solar more affordable.
Energy Independence: By utilizing solar power, you can reduce your reliance on grid electricity or gas, especially in areas prone to power outages.
Types of Solar Water Heating Systems
Active Systems: These systems use pumps and controls to circulate the heat-transfer fluid through the collectors.
Passive Systems: Passive systems rely on natural convection to move water or a heat-transfer fluid through the system, offering a more cost-effective, albeit less efficient, solution.
Considerations for Installation
Before installing a solar water heating system, there are a few factors to consider:
Location and Roof Orientation: Systems perform best when collectors are installed facing the sun with minimal shading.
Water Usage: The system should be appropriately sized based on your household or business’s hot water consumption.
Cost and ROI: While the initial investment may be higher than conventional water heating systems, the long-term savings on energy bills make it a worthwhile investment.
Conclusion
A solar water heating system is a smart investment for any home or business looking to reduce energy costs and environmental impact. At Vihaan Solar, we offer high-quality, efficient solar water heating systems tailored to meet your specific needs. Ready to make the switch? Contact us today for a consultation!
0 notes
Text
Industry Oil: A Comprehensive Guide to Types, Applications, and Benefits
Industry oil, a broad term encompassing various types of oils used in industrial applications, plays a crucial role in ensuring smooth operations, machinery efficiency, and overall system performance. This guide explores the different types of industry oil, their applications, benefits, and considerations for selecting the right oil for specific industrial needs.

What is Industry Oil?
Industry oil refers to a range of lubricating and functional oils used in various industrial processes and machinery. These oils are formulated to meet specific performance criteria, such as reducing friction, providing lubrication, and protecting machinery from wear and tear. The term covers several categories, including lubricating oils, hydraulic fluids, cutting oils, and process oils.
Types of Industry Oil
Lubricating Oils:
Characteristics: Lubricating oils are designed to reduce friction and wear between moving parts in machinery. They also help to dissipate heat, prevent corrosion, and remove contaminants.
Uses: These oils are used in engines, gearboxes, compressors, and bearings. They are available in various grades and formulations, including mineral oils and synthetic oils.
Hydraulic Fluids:
Characteristics: Hydraulic fluids transmit force within hydraulic systems. They are formulated to provide lubrication, prevent rust, and resist high temperatures and pressures.
Uses: Commonly used in hydraulic machinery, such as presses, excavators, and forklifts. They ensure efficient power transfer and operation of hydraulic systems.
Cutting Oils:
Characteristics: Cutting oils are used to improve the machining process by cooling and lubricating the cutting tool. They reduce friction and heat, extending tool life and improving surface finish.
Uses: Employed in metalworking processes like drilling, turning, and milling. They come in various forms, including neat oils and soluble oils.
Process Oils:
Characteristics: Process oils are used in manufacturing processes to enhance the properties of products. They provide lubrication, facilitate processing, and improve product quality.
Uses: Utilized in the production of rubber, plastics, and textiles. They can also be used in the formulation of certain chemicals and adhesives.
Gear Oils:
Characteristics: Gear oils are designed to provide lubrication and protection to gears and other transmission components. They have high viscosity and contain additives to prevent wear and corrosion.
Uses: Used in automotive transmissions, industrial gearboxes, and differential gears.
Applications of Industry Oil
Machinery Lubrication:
Industry oils are essential for lubricating machinery components, such as engines, bearings, and gears. Proper lubrication reduces friction, minimizes wear, and extends the lifespan of equipment.
Hydraulic Systems:
Hydraulic fluids ensure efficient operation of hydraulic systems by transmitting force and power. They are critical in maintaining the performance and reliability of hydraulic machinery.
Metalworking:
Cutting oils are used to enhance machining processes by reducing heat and friction. They improve tool performance and surface quality in metalworking operations.
Manufacturing Processes:
Process oils are used in various manufacturing processes to improve the properties of products. They are integral to the production of rubber, plastics, and textiles, contributing to product quality and performance.
Automotive Applications:
Gear oils and lubricants are used in automotive applications to ensure smooth operation of engines, transmissions, and differentials. They help maintain vehicle performance and reliability.
Benefits of Industry Oil
Reduced Friction and Wear:
Industry oils minimize friction between moving parts, reducing wear and tear on machinery. This leads to increased efficiency and extended equipment lifespan.
Enhanced Performance:
Proper lubrication improves the performance of machinery and equipment, leading to smoother operation and better overall productivity.
Temperature Control:
Many industry oils have excellent thermal properties, helping to dissipate heat generated during operation. This prevents overheating and maintains optimal operating temperatures.
Corrosion Protection:
Industry oils often contain additives that provide protection against rust and corrosion. This helps to extend the life of machinery and prevent damage from environmental factors.
Contaminant Removal:
Oils help to remove contaminants and debris from machinery components, maintaining cleanliness and preventing potential damage.
Improved Safety:
By reducing friction and heat, industry oils contribute to safer operation of machinery, reducing the risk of accidents and equipment failures.
Considerations for Selecting Industry Oil
Compatibility:
Ensure that the chosen oil is compatible with the machinery or process in use. Using the wrong type of oil can lead to reduced performance or damage.
Viscosity:
Select the appropriate viscosity grade for the specific application. The viscosity of the oil affects its ability to lubricate and perform under various operating conditions.
Additives:
Consider the additives present in the oil, such as anti-wear agents, rust inhibitors, and detergents. These additives enhance the performance and protection provided by the oil.
Temperature Range:
Choose an oil that can perform effectively within the temperature range of the application. Different oils have varying thermal stability and performance characteristics.
Environmental Impact:
Evaluate the environmental impact of the oil, including its potential for contamination and disposal. Consider options with lower environmental impact or those that meet industry regulations.
Maintenance and Monitoring:
Regularly monitor and maintain the oil to ensure optimal performance. This includes checking for contamination, replenishing as needed, and following recommended maintenance schedules.
Conclusion
Industry oils are essential for the smooth operation of machinery and industrial processes, providing lubrication, protection, and performance enhancement. Understanding the different types of industry oils, their applications, and benefits helps in selecting the right oil for specific needs. Proper selection and maintenance of industry oils contribute to efficient operation, extended equipment lifespan, and overall productivity. As industries continue to evolve, advancements in oil formulations and technologies will further enhance the performance and sustainability of industrial operations.
Call us at: +65 9838 5264
0 notes
Last Seen Blogs

boba1boo
Boobba Boo

17-imagines
seventeen imagines

popchick-apopthesecops
A Penny For My Thoughts

dramioneasks
dramioneasks

16aha
AH