#H2SO4 Under Control
Explore tagged Tumblr posts
Visit Tumblr Blog
Explore Tumblr blogs with no restrictions, modern design and the best experience.
Last Seen Tumblr Blogs





Fun Fact
Forty percent of Tumblr users are between the ages of 18 to 25.
Text
New Audio: H2SO4 Share an Arena Friendly Banger
New Audio: H2SO4 Share an Arena Friendly Banger @heygroover @romainpalmieri @DorianPerron
Throughout the past year, I’ve managed to spill a bit of virtual ink covering British electro pop outfit and JOVM mainstays H2SO4. Formed in Kent back in the late 90s, the act — Graham Cupples (keys, programming), Darren Till (keys, programming) and James Butler (vocals, bass) — features a collection of accomplished musicians: Cupples previously led techno acts Mortal and Code. Till played with…
View On WordPress
#BassBears#Chicago IL#Code#Crash Test Dummy#electro pop#electronica#Glastonbury Festival#H2SO4#H2SO4 Best Shot#H2SO4 Crash Test Dummy#H2SO4 Electroworld#H2SO4 Fast Cars#H2SO4 Glamtronica#H2SO4 Imitation Leather Jacket#H2SO4 Little Soul#H2SO4 Love and Death#H2SO4 Machine Turned Blues#H2SO4 The Way I Want#H2SO4 Under Control#H2SO4 White Light (BassBears Remix)#indie electro pop#New Audio#New Single#Single Review#Single Review: Crash Test Dummy#Single Review: H2SO4 Crash Test Dummy
0 notes
Text
Lupine Publishers | Phytochemical and Antimicrobial Screening of the Leaves of Crotalaria Lachnosema Against Staphylococcus Aureus, Salmonella Typhi, Escherichia Coli and Klebsiella Pneumoniae
Lupine Publishers | An archive of organic and inorganic chemical sciences
Abstract
The leaves of Crotalaria lachnosema were freshly collected, dried under-shade and ground into powder. The ethanolic extract of the sample was obtained by cold extraction and was fractionated with solvent of varied polarity. The fractions were analyzed for their phytochemicals and screened antimicrobial against Staphylococcus aureus, Salmonella typhi and Escherichia coli. The phytochemicals were distributed among the test fractions. Tannins were found to be present in all the fractions and methanol fraction contains all the other tested phytochemicals except alkaloids and cardiac glucosides. The activities of the fractions were found to be more pronounced against E. coli than against the other test organisms.
Keywords: Phytochemical Screening; Antimicrobial; Crotalaria lachnosema; Staphylococcus aureus; Salmonella aureus; Salmonella typhi; Escherichia coli; Klebsiella pneumoniae
Introduction
For many centuries, man explores and utilizes the natural endowment offered by both the species of flora and fauna to provide the basic necessity of life such as clothing, shelter, food and indeed health care. Medicinal plants are the richest and commonest natural resource used in traditional medicine. Of the 250, 000 higher plant species on earth, more than 80,000 are medicinal [1]. Although plants had been priced for their medicine, flavoring effect and aromatic qualities for centuries, but the synthetic products of the modern age had for some time surpassed their importance. However, the blind dependence on synthetics is over and people are returning to the naturals with hope of safety and security [1]. The development of drug resistance in human pathogens against commonly used antibiotics has necessitated a search for new antimicrobial substances from other sources including plants [2]. Many reports have attested the efficacy of herbs against microorganisms, as a result, plant is one of the bedrocks of modern medicine to attain new principles [3]. The therapeutic properties of plants may not be unconnected to the variety of chemical substances biosynthesized by the plants as “secondary metabolites’’ that bring about definite physiological action in the human body. The most important of these bioactive constituents of plants are alkaloids, tannins, flavonoids, saponins and etc. [4]. Presently many governments and major health institutions including the World Health Organization [5] have recognized, pharmacologically validated and improved many traditional herbal medicines and eventually integrated them in formal health care system [1]. Thus, in light of the evidence of rapid global spread of resistant clinical isolates, the need to find new antimicrobial agent is of paramount importance. However, the past record of rapid, widespread emergence of resistance to newly introduced antimicrobial agents, indicates that even new families of antimicrobial agents will have a short life expectancy [6]. For this reason, researchers are increasingly turning their attention to herbal products, looking for new leads to develop better drugs against MDR microbe strains [7].
Crotalaria lachnosema belongs to the family Fabaceace (Leguminoseae), sub-family Papilionoideae. It is a woody plant with a height of about 2 cm high. The plant is known as ‘Fara birana’ in Hausa, ‘komp’ in Yoruba, ‘Ake dinwo’ in Ibo and Birjibei in Fulani [8]. The genus Crotalaria is widespread in the tropics and subtropical region and has about 550 species [9]. C. lachnosema was found to be important in the treatment of scabies. The whole plant grounded and mixed with water are fed to animals to treat liver disease [8]. The presence of resins and balsams might support the use of the plant as emollient as well as for treatment of sore throat, rheumatism, wounds and burns. Since some basalms and resins has antiseptic properties [3]. Few species of Crotalaria have been assessed against some pests. For example, under greenhouse condition, C. retusa and C. juncea have been found to be resistant to attack by the nematode, Pratyylenchus zeae and also that C. retusa has shown a higher degree of resistance to attack by the nematode, Rotylenchus rnifirmis Linford and Olivera. It was also reported that, the non-polar extract of C. retusa contain some active ingredients for controlling flea beetle a pest on okro plant. So, could be useful in pest management [10].
Materials and Methods
Sampling and Sampling Sites
The leaves of Crotalaria lachnosema were freshly collected on 4th July 2011 at an uncultivated land in Damanko village about 9km west of Zaria main town, Zaria Local Government, Kaduna State. The plants were identified and authenticated by Mallam Umar Shehu Galla of the Herbarium unit, biological science, Ahmadu Bello Univesity, Zaria. The leaves of the plant were dried under-shade for seven days and ground into powder using clean pestle and mortar.
Extraction and Fractionation of Plant Materials
Cold extraction (Percolation) was adopted in this research, this is part of the appropriate measure to preserve constituents that may potentially be active and retain their original identities in the course of preparing the extract [11]. 200g of the powdered plant sample was weighed and sucked in1000cm3 of ethanol for 14 days. The crude extract was prepared by decantation, filtration and concentration of the filtrate using Rota vapor machine (RVO) at 400C and finally by drying the concentrated crude ethanol extract. Fractions of various degrees of polarities were obtained from ethanol extract by macerating the ethanol extract with different solvents in sequence starting with solvent of least polarity to the one of highest polarity [12]. For the fractionation, 30cm3 of n-hexane was poured into the beaker that contained the dried and gummy ethanol extract and stirred for 5minutes and the liquid portion was then drained into another cleaned and empty beaker. This process was repeated until a clear solution was obtained at the end. The entire procedure was repeated with other solvents in the series; chloroform, ethyl acetate and methanol. Four fractions were thus obtained from the exercise and were labeled as followed: n-hexane fraction, chloroform fraction, ethyl acetate fraction and methanol fraction.
Phytochemical Screening of Plant Sample
The phytochemical analyses of the fractions were conducted by subjecting the fractions to different standard confirmatory tests. This is to determine the presence of certain phytochemical classes.
Test for Alkaloids: Each fraction (0.5g) was stirred with 5ml of 1 percent aqeous hydrochloric acid on a steam bath; 1ml of the filtrate was treated with a few drops of Mayer’s reagent and a second 1ml portion was treated similarly with Dragendoff’s reagent. Turbidity or precipitation with either of these reagents was taken as evidence for the presence of alkaloids in the extract being evaluated [13].
Test for Saponins: Each fraction (0.5g) was shaken with water in a test tube. Frothing which persists on warning confirmed the presence of saponins [14].
Test for Tannins: Each fraction (0.5g) was stirred with 10ml of water. This was filtered, and ferric chloride reagent was added to the filtrate, a blue-black precipitate indicated the presence of tannins [15].
Test for Flavonoids: A portion of each fraction was heated with 10ml of ethylacetate over a steam bath for 3mins. The mixture was filtered and 4ml of the filtrate was shaken with 1ml of dilute ammonia solution. A yellow colouration indicated the presence of flavonoid.
Test for Reducing Sugar: 1ml of each fraction was taken in five separate test tubes. These were diluted with 2ml of distilled water followed by addition of Fehling’s solution (A+B) and the mixtures were warmed. Brick red precipitate at the bottom of the test tube indicated the presence of reducing sugar [16].
Test for Cardiac Glycosides: 2ml of each fraction was placed in a sterile test tube. This was followed by adding 3ml of 3.5% iron III chloride (FeCI3), then 3ml ethanoic acid. This gave a green precipitate and a dark colored solution respectively. Finally, concentrated H2SO4 was carefully poured down the side of the test tub e which resulted in the formation of brownish red layer, at the interface. This confirms the presence of cardiac glycosides.
Antimicrobial Activity Test
Agar disc diffusion technique was adopted for the sensitivity test as described by [17].
Preparation of Test Fractions’ Concentration: Discs of about 6mm diameter were punched from Whatman’s No 1 filter paper using a paper puncher. Batches of 10 of the paper discs were transferred into vial bottles and sterilized in an oven at 1400C for 60 minutes. Stock solutions of 100mg/ml of the fractions were prepared by dissolving 200mg of each fraction in 2ml of DMSO (Dimethyl sulphoxide). By means of 1ml sterile syringe, 0.1ml, 0.2ml, 0.5ml and 1.0ml were transferred into labeled vial bottles preoccupied with 10 paper discs from a stock solution of each fraction and the solution were subsequently diluted with 0.9ml, 0.8ml, 0.5mland 0.0ml (i.e. without dilution) of DMSO that correspondingly resulted to 1mg/disc, 2mg/disc, 5mg/disc and 10mg/disc concentration. The prepared concentrations of the test fractions in the labeled bottles were kept in refrigerator until required for use.
Preparation of Inoculum from the Test Micro-Organisms: Staphylococcus aureus, Salmonella typhi, Escherichia coli and Klebsiella pneumoniae that were sourced from Microbiology unit of Aminu Kano Teaching Hospital (AKTH) Kano, were the microorganisms used for the research. The identities of the microorganisms were confirmed by standard biochemical test [18]. The test organism was cultured and maintained in a nutrient agar slant at 40C. The organism was then inoculated into nutrient broth and incubated overnight at 370C for 24 hrs. They were then diluted with normal saline until they give concentration of bacterial cells equivalent to 0.5 McFarland standard of Barium sulphate solution (1% v/v) [19].
Antibacterial Susceptibility Test (Bio Assay)
A suspension of nutrient agar (28g in 1000ml of distilled water) was prepared and autoclaved at 1210C for 15mins according to the manufacturers’ instruction. It was then carefully poured into sterile petri-dishes and allowed to solidify. The standardized inoculums of the bacteria were swabbed on the surface of the solid nutrient agar plates by means of sterile wire loop for the confluent growth of the bacteria. Four paper discs of 10mg/disc, 5mg/disc, 2mg/ disc, 1mg/disc concentrations were taken from the prepared test fraction solutions and were carefully and aseptically placed on the inoculated surface of the nutrient agar and a positive control disc (Tetracycline 1mg/disc) was placed at the centre of the plate. The plates were incubated inverted at 370C for 18 hours. The diameters of clear areas surrounding the discs where growths of the organisms were impeded (Zone of inhibition) were measured in millimeter and recorded. The assay was repeated two more times. The mean and the standard deviation (±SD) for the triplicate values were then calculated.
Results and Discussion
Tables 1-3 Mean of the triplicates ± S.D (standard deviation). A total ethanolic extract of 16.05g was produced from the 200g powdered plant sample. The highest percentage mass (63.05%) of the total mass macerated was methanol fraction and the least percentage mass (0.56g) was the pet. ether fraction. The result of phytochemical analysis revealed the availability of some secondary metabolites in the fractions of the plant sample. The presence of these secondary metabolite’s accounts for the activities of the plants. This complied with several reports by researchers that plants contain bioactive substances. Tannins were detected in all the fractions of the plant sample and tannins were reported to have various physiological effects like anti-irritant, anti secretolytic, antiphlogistic, antimicrobial and antiparasitic effect. Phytotherapeutically, tannins containing plants are used to treat non-specific diarrhea, inflammations of mouth and throat and slightly injured skins [20-22]. While cardiac glucosides which are used as lexative and carthatic drugs were confirmed in chloroform and ethyl acetate fractions. Alkaloids that were present in n-hexane and chloroform fractions act as antimalarial and anti-amoebic agents [22]. The antimicrobial sensitivity test result revealed a varied degree of activities exhibited by the fractions of the plant against the test organisms. Although, the plant sample exhibited low activities when compare to the control, the results show that activity of the different fractions may increase further if the concentrations of the fractions were to be increased. The result also showed that the activities of the plant fractions were comparatively more pronounced against E. coli than against S. aureus, S. typhi. and K. pneumoniae. With the exception of chloroform fraction that demonstrated some activities against S. aureus with zone of inhibition of 12mm at1000ug/disc all other fractions were inactive against S. aureus. However, n-hexane and ethyl acetate fractions exhibited low activities against S. typhi.
Conclusion
The activities of the fractions of the plant sample are more pronounced against E. coli than against the other test organisms. E. coli can cause diarrhea, urinary tract infections, respiratory illness, bloodstream infections and other illness. So, the plant leaves can be used in the treatment of the aforementioned illnesses. However, the relative low activities of the plant sample fractions against S. typhi and K. pneumoniae revealed its un-befitting nature as an antityphoid and anti-pnuemoniie drug.
Recommendation
The other parts of the plant should also be exploited. To harness its full medicinal potential, the plant sample fractions should be tested against other bacteria isolates and further research should be carried out to isolate and characterize the active compounds in the plant.
https://lupinepublishers.com/chemistry-journal/pdf/AOICS.MS.ID.000173.pdf
https://lupinepublishers.com/chemistry-journal/fulltext/phytochemical-and-antimicrobial-screening-of-the-leaves-of-crotalaria-lachnosema-against-staphylococcus-aureus.ID.000173.php
For more Lupine Publishers Open Access Journals Please visit our website: https://lupinepublishersgroup.com/
For more Open Access Journal on Chemistry articles Please Click Here: https://lupinepublishers.com/chemistry-journal/
To Know More About Open Access Publishers Please Click on Lupine Publishers
Follow on Linkedin : https://www.linkedin.com/company/lupinepublishers Follow on Twitter : https://twitter.com/lupine_online
1 note
·
View note
Text
VERTICAL SUMP PUMPS
VERTICAL SUMP PUMPS
THE COMPLETE SOLUTION FOR DEWATERING SUMP Vertical Sump Pumps are usually intended for use in the industrial process pumping applications to pump, clean or lightly contaminated liquids, fibrous slurries and liquids containing large solids from the deep sumps with satisfactory efficiency. The pumping head is suspended into the pumped liquids and the drive motor is dry installed on the top of the Pump. The pump has separate discharge pipe and support pipe column. The Vertical Sump Pump has a vertical line shaft with slide bearings. Our Pump offers high as well as smooth functionality, consistently in an energy efficient manner. The design can sustain in the harsh working environment for a good life span. They are easy to install, compact as in weight despite of the fact they are very robust. Because Every products are being checked thoroughly. Their maintenance is also easy and not much expensive. Our Pump quality is being tested thoroughly under diverse parameters before they are offered to our valued customers. FEATURES # Bearing free design for handling abrasives in solutions. # Motors are flange mounted single or three phase TEFC. # Epoxy / Polyurethane paints are used on metallic parts. # Radial vanes on backside of impeller increases flow # Fluids through the sleeve bearing preventing overflow at top of column. # Lubrication of bearings by product itself or by fresh water. # Operates at 1450 rpm / 2900 rpm (Custom available ) # Specially designed vapor seal provided. # Dynamically balanced impeller APPLICATIONS # Pollution Control # Filtration # Transferring Corrosive Chemicals # Various Slurries # Bio Gas Projects # Waste Water Treatment Plants # Phosphoric Acid Plant H, PO, H2SIFS, H2SO4, HF And Various Mixtures # Acidic Water Handling # MS Vertical Sump Pump can Transfer 98% Olum, Cloto Nephta ADVANTAGES # No mechanical seal or stuffing box required # Construction withstand corrosion & erosion # No foot valve required to lift from negative suction # No leakages problem just like gland or mechanical seal # Normal maintenance # Easy alignment

MOC # CASING : CAST IRON,PP,UHMWP,SS-304-316 ETC. # IMPELLER : EN-8/SS-304/316 WITH SPECIAL COATING . # PIPE : MS/SS/PP. # SUPPORTING BEARING : SS/BRONZE/PTFE. # BEARING HOUSING :CAST IRON . MOC Also available as per customer requirement TECHNICAL High Temperature Services : Max. working temperature is 110 C / 200 C. Length : Sump Pumps lengths available from 1’ to 12’ with flow rate up to 50m3/h or 120 meter head. Higher capacities and head available on request and even multistage pump can be also made . Models : Available in conventional or tailor-made configuration. Several models such as suction extension with float switch, duplex pumping station with float switch (auto on/off device) also available. Read the full article
1 note
·
View note
Text
New energy electric vehicle power battery and charging status
EV charging technologies New energy electric vehicle chargers need to support different charging technologies, power batteries, and charging methods, and the charging time of power batteries ultimately depends on the charging status.
1. Introduction of new energy electric vehicle power battery
New energy electric vehicles use power batteries to store the electricity they use. Power batteries are made up of many units, which are grouped into modules. Once the power battery stores enough energy, new energy electric vehicles can be used. The positive electrode of the lead-acid battery is Al2O3, the negative electrode is Pb, and the electrolyte is H2SO4, which has the characteristics of low cost and excellent performance. At the same time, the specific power of lead-acid batteries and power battery requirements are also matched, so lead-acid batteries have been widely used in buses. The characteristics of NiMH batteries are that under the same charging conditions, the charging speed is the fastest and can withstand higher temperatures. The manufacturing cost of lithium batteries is generally relatively high, and they are currently mainly used in high-end cars.
In recent years, there has been great development and progress in power battery technology. At present, my country's new energy electric vehicles are based on lithium battery technology. Lithium batteries have a very low discharge rate. This means that new energy electric vehicles will not need to be charged for days or even weeks.
2. New energy electric vehicle charging technology
(1) Constant current charging method The constant current charging method is a charging method that maintains the same charging current intensity by adjusting the output voltage of the charging device or changing the resistance in series with the power battery. This charging method has great adaptability, the charging current can be arbitrarily selected and adjusted, and the control method is simple. This method includes charging the power battery with a constant current, which can easily calculate the charging time and charging amount. For this reason, a high-cost circuit is required to obtain a high-precision constant current. However, since the acceptable current capability of the battery gradually decreases with the progress of the charging process, in the later stage of charging, the charging current is mostly used to electrolyze water, generate gas, and cause excessive gas output. Therefore, the constant current charging method is rarely used for general purposes.
(2) The constant voltage charging method includes using a constant voltage device to apply a constant voltage to the power battery. This charging method utilizes the difference between its own voltage and the power battery voltage. The charging current is initially large and decreases when the charging junction is reached. In addition, the charging voltage needs to be set according to the charging and temperature characteristics of the power battery. Otherwise, the inaccuracy of the voltage will lead to overcharge or undercharge. Since the constant voltage charging method has a large current at startup, this method requires a large-capacity charging device, which will make the cost more expensive.
(3) Constant current-constant voltage charging method. This method uses two constant voltage phases. At the beginning of the power battery, a higher charging voltage can be used to set the phase. When the charging of the power battery is nearly completed, the charging voltage of the power battery will rise to a specified value. , the charging current will gradually decrease. The second uses a lower charging voltage and current. The constant current-constant voltage charging method enables fast charging during cycling without overcharging even for a long time, and also allows for fast charging on standby.
3. New energy electric vehicle charging method
There are four commonly used charging methods in the charging process of new energy electric vehicle power batteries:
(1) The time-direction control method refers to charging the power battery within a specified time and stopping charging after a certain time. It is simple to use and easy to operate, but the charging time of the power battery in different states is different. This method cannot accurately judge the working state of the power battery.
(2) The temperature control method is easily affected by the environment and cannot guarantee the accuracy of the test results. According to the law of temperature change, stop the power battery charging.
(3) The highest voltage power supply mode of the power battery means that when the charging voltage of a power battery rises to the set voltage, the power battery will temporarily stop charging.
(4) The comprehensive control method can reliably detect the voltage of the power battery, and adopt different charging methods according to the state during the charging process so that it can be used in new energy electric vehicles.
Wuxi Fugenes Technology Co., Ltd. is a company invested by MY SOLAR, a photovoltaic module factory established in Wuxi, Jiangsu in 2005. The company established FGNEX in 2019 to expand its product line of inverters, racks, energy storage systems, and EV chargers. In 2020, FGNEX and Hiconics formed a new company to develop and manufacture DC EV chargers. FGNEX 300kw Split Type Fan Cooling DC Charging System is one of our products, more details are as follow:
Input Rating
400VAC ± 15%
AC Input Connection
3P + N + PE
Max. Input Current (A)
550
Frequency (Hz)
45~65
Power Factor
>0.99 @ 50% or higher load
Efficiency (%)
94
If you are interested in our products, please contact us.
Related news of electric vehicle chargers
Research status of new energy electric vehicles on-board chargers
The significance of developing new energy electric vehicle chargers
Classification and functions of electric vehicle chargers
0 notes
Text
AC ACTIVE OXIDANT - CIO2 SUPERIOR PERFORMANCE INDUSTRIAL DISINFECTANT
Introduction :
In China, life is gradually returning back to normal as corona virus (COVID-19) outbreak has slowed down. Highly effective CIO2 Disinfectant (Active Oxidant) was/is being used to protect all sectors like airports, public transport, aircraft, clinics and medical centers, child care facilities, schools, hotel rooms, health clubs, spas, commercial centers as well as home and offices. It’s to safely and effectively eliminate all microorganisms and provide a long term sanitized environment for working and living. Agex Pharma is also a S Epichlorohydrin (67843-74-7) manufacturer India.
Formulation/Chemistry
It is a Chlorine dioxide-based , using precursor Sodium Chlorite, alongwith weak food-grade acid solution like Citric Acid. It produces short-lived acidified sodium chlorite (ASC) intermediate which has potent decontaminating properties for hard surfaces by forming Chlorine dioxide as an active oxidant. Chlorine Dioxide is also one of the most effective oxidizing biocide and industrial disinfectant.
CIO2 gas is a U.S.EPA recognized sterilizer that has been applied for decontamination in the federal buildings. CIO2 gas has a green-yellowish color and irritating odor and is a volatile and strong molecule. This type of gas is unstable and when photo-oxidized by sunlight it generates the Chloride (CI-), chlorite (CIO-) and chlorate (CIO3-). In 1814, CIO2 was discovered by Sir Humphrey Davy, who produced the gas from the reaction between sulfuric acid (H2 SO4) and potassium chlorate (KCIO3), followed by replacing the H2SO4 with hypochlorous acid (HOCI) and the KCIO3 with sodium chlorate (Na CIO3). CIO2 gas has been used for small spaces in patient care rooms due to its penetrating ability. However, some research has argued that gaseous or aqueous CIO2 performed non-efficient decontamination in the healthcare environment because CIO2 would break down under ambient conditions to limit its penetrating ability. CIO2 can also be applied for the disinfection of drinking water by controlling the chemical reaction. The concerning organisms in drinking water are disease causing viruses and pathogens. Bacterial spores in drinking water treatment processes have been investigated using CIO2 for disinfection. The generated CIO2 gas is dissolved into the drinking water for further treatment with the desired dose of chemical agent by adjusting the gas flow rate. The application of CIO2 shows superior inactivation of microorganisms as compared to chlorine (CI2) , especially in the disinfection of drinking water. The target waterborne pathogens could be eliminated via oxidation of CIO2.
Chlorine Dioxide Gas Used in Disinfection and Sterilization
Medical Biocide
To control indoor bio-aerosols and viruses in hospitals and for medical equipment, many aerobiological technologies (i.e., ventilation, filtration, ultraviolet germicidal irradiation, photocatalytic oxidation, ionization and thermal sterilization) and medical biocides such as disinfectors have been developed.
Apart from ozonation, gaseous CIO2 is another option that is used as an oxidizer or disinfectant in the medical area. CIO2 can be used in liquid or gas form and is applied effectively against pathogenic microorganisms such as fungi, bacteria, viruses, spore-forming bacteria and bio film.
Key Benefits
AC Active Oxidant shall be sprayed in outside environment, to mop the floors, and wipe the handles, etc. It has similar effectiveness as Ethanol/ Propanol in killing the corona virus (COVID-19). However , the advantage of this product is it can be used in all environament , whereas alcohol cannot be used in flammable area, Petrochemical environment & Kitchen etc.
AC Active Oxidant is more effective than conventional chlorine solution, one of the most commonly used surface disinfectants worldwide. Other chemistries such as alcohols or quaternary ammonium compounds (QACs) can provide reasonable efficacy against bacteria and fungi, but they are far less effective against viruses and mycobacteria plus have no credible efficacy against bacterial spores in acceptable contact times.
Chlorine dioxide (CIO2) is as such used as both a disinfectant and an oxidant in drinking water treatment. It has several distinct chemical advantages, which complement the traditional use of chlorine in potable water treatment.
Chlorine dioxide is highly effective in controlling waterborne pathogens while minimizing halogenated disinfection by-products. Chlorine dioxide is a broad spectrum micro biocide as effective as chlorine against viruses, bacteria and fungi, and more effective than chlorine for the inactivation of the encysted parasites Giardia and Cryptosporidium. Chlorine Dioxide is also an effective control strategy for taste, odor, color, iron and manganese removal.
In hospitals and other healthcare environments , chlorine dioxide helps to sterilize medical and laboratory equipment, surfaces, rooms and tools. It is typically chosen for medical devices disinfection due to their speed and broadspectrum efficacy.
Gaseous ClO2 has been implemented as a disinfector, sterilizer and oxidizer in different fields. The principle of ClO2 gas production is the reaction between sodium chlorite and hydrochloric acid. Due to the unstable and easy to decompose characteristics of ClO2 gas, in-situ production technology needs to be developed. ClO2 gas can be used for antimicrobial decontamination in the medical area, food processing and odor mitigation because of its high penetration and oxidation ability. In addition, the oxidation of air pollutants such as NOx, SOx, Hg, and VOCs using ClO2 gas has been successfully demonstrated in recent research. Consequently, this mini review provided an overall introduction of ClO2 gas application. To enhance the ClO2 processing and treatment efficiency, future priority research directions include development of substantial and reliable ClO2 gas release systems, combination of for innovative robotic technology for ClO2 sterilization of epidemic prevention, and evaluation of the effects of ClO2 dosages on indoor air quality in hospital.
Field Application Details:
1. Dilute AC Active Oxidant 20 times with water, i.e., add 20 liters of water for every 1 liter of AC Active Oxidant solution
2. Cleaning staff should wear PPE like protective cover all, surgical mask, protective eyewear and gloves.
3. Diluted solution can be sparayed / aerosolized for environment disinfection.
4. After disinfection, cleaning staff should wash their hands thoroughly & discard all PPE.
0 notes
Text
Defouling and pitting technology of rigid flexible printed circuit board
To drill the dirt and pitting is just after the flexible printed circuit board nc drilling, chemical plating of copper or copper plating directly in front of an important working procedure, just flexible printed circuit board to achieve reliable electrical interconnection, just flexible printed circuit board must be combined with its special materials, polyimide materials for its main body and the characteristics of acrylic acid is not resistant to strong alkali, choose suitable to drill and pitting.There are two kinds of technology of defouling and pitting technology of rigid flexible printed circuit board: wet method and dry method.
The wet drilling and defouling and pitting technology of rigid flexible printed circuit board consists of the following three steps:
1. Swelling (also called swelling treatment).The surface area that can be oxidized can be increased by softening the pore wall substrate with alcohol ether bentonite, which can be easily oxidized. Generally, butylcarbiol is used to make the pore wall substrate dissolve and expand.

2. Oxidation.The purpose is to clean the hole wall and adjust the charge of the hole wall.
(1) concentrated sulfuric acid method: because concentrated sulfuric acid has strong oxidation and water absorption, most of the resin can be carbonized and form water-soluble alkyl sulfonates to be removed. The reaction formula is as follows: CmH2nOn+H2SO4--mC+nH2O perforated wall resin drilling pollution effect is related to concentration of concentrated sulfuric acid, treatment time and solution temperature.The concentration of concentrated sulfuric acid used for the removal of drilling dirt shall not be less than 86% and 20-40 seconds at room temperature.Concentrated sulfuric acid only works on resin, but is not effective for glass fiber. After concentrated sulfuric acid is used to concave the hole wall, there will be glass fiber head protruding, which needs to be treated with fluoride (such as ammonium fluoride or hydrofluoric acid).When using fluoride to treat prominent glass fiber heads, technological conditions should also be controlled to prevent core absorption due to excessive corrosion of glass fiber. The general process is as follows:
- H2SO4:10%
NH4HF2:5-10 g/l
Temperature 30 ℃ in time: 3 to 5 minutes
According to this method of punch after just - flexible printed circuit board to drill the dirt and pitting, and then the hole metallization, through metallographic analysis, found the inner drilling sewage didn't go to complete, lead to low copper layer and hole wall adhesion, thermal stress experiment in metallographic analysis for this (288 ℃, 10 + 1 second), the hole wall copper layer falls off and cause the inner circuit.
In addition, ammonium hydrogen fluoride or hydrofluoric acid have great toxicity, wastewater treatment is very difficult.What's more, polyimide is inert in concentrated sulfuric acid, so this method is not suitable for drilling, cleaning and pitting of rigid-flexible printed circuit board.
(2) the chromate method: because of chromic acid has strong oxidizing, its erosion ability is strong, so it can make the hole wall polymer material long chain disconnected, and oxidation and sulfurization, generated in the surface more hydrophilic groups, such as carbonyl (- C = O), hydroxyl (OH), sulfonic group (- SO3H), etc., so as to improve its hydrophilicity, adjust the hole wall charges, and to remove the purpose of the wall of hole drilling sewage and pitting.The general process formula is as follows:
Chromic anhydride CrO3:400 g/l
H2SO4:350 g/l sulphate
Temperature: 50 to 60 ℃ time: 10-15 min
According to this method, the rigid-flexible printed circuit board after drilling is defouled and corroded, and then the hole is metallized. The metallized hole is analyzed in metallography and tested in thermal stress.
Therefore, chromic acid method is also suitable for drilling, cleaning and pitting of rigid-flexible printed circuit boards. For small enterprises, this method is very suitable, simple and easy to operate.
(3) basic potassium permanganate method:At present, a lot of PCB manufacturers because of a lack of professional technology, still follow rigid multilayer printed circuit board is to drill the dirt and pitting technology - alkaline potassium permanganate to handle just - flexible printed circuit board, the method to remove resin after drilling sewage, at the same time can make its surface etching resin surface produce small bumpy small holes, in order to improve the adhesion strength of coating and the substrate of hole wall, under high temperature and high alkali environment, swelling of the resin can be removed using potassium permanganate oxidation drilling sewage, the system is work for the general rigid laminated, but for just - flexible printed circuit board does not adapt,Because polyimide, the main insulating base material of the rigid-flexible printed circuit board, is not resistant to alkaline, it needs to swell or even dissolve a little in alkaline solution, especially in high temperature and alkaline environment.If this method is adopted, even if the rigid-flexible printed circuit board is not scrapped at that time, the reliability of the equipment using the rigid-flexible printed circuit board will be greatly reduced in the future.
3. Neutralization.After oxidation treatment, the substrate must be cleaned and clean to prevent contamination of the activated solution in the later process. For this reason, it must go through the process of neutralization and reduction.
At present, the popular dry method at home and abroad is plasma decontamination and pitting technology.Plasma is used in the production of rigid-flexible printed circuit board, which is mainly used for drilling and cleaning the hole wall and surface modification of the hole wall.The reaction can be looked at is a highly active state of plasma with the hole wall polymer materials and glass fiber of gas and solid phase chemical reaction, the generated gas products and reaction of particles are not drain the process of vacuum pump, is a dynamic process of chemical reaction equilibrium. According to the first polymer materials used in the flexible printed circuit board usually choose N2, O2, the CF4, gas was fed as raw gas. The N2 have the effect of clean vacuum and preheating.
The schematic expression of plasma chemical reaction of O2+CF4 mixed gas is:
O2 + CF4O + OF + CO + COF package + + e - + F....
[plasma]
Due to the acceleration of electric field, it becomes a highly active particle and collides with O and F particles, resulting in high activity free radicals of oxygen and fluorine, etc., which react with polymer materials as follows:
[C, H, O, N] + [O+OF+CF3+CO+F+...]The CO2 + HF + H2O + NO2 +...
The reaction of plasma and glass fiber is:
SiO2 + [O + OF + CF3 + CO + + F...SiF4 + CO2 + CaL
At this point, we have realized the plasma treatment of the printed circuit board.
It is worth noting that the carbonylation reaction between O in atomic state and c-h and C=C leads to the addition of polar groups on the polymer bonds and the improvement of the surface hydrophilicity of polymer materials.
The rigid - flexible printed circuit board treated by O2+CF4 plasma and then treated with O2 plasma can not only improve the wettability (hydrophilicity) of the pore wall, but also remove the reaction.The finished sediments and incomplete intermediates.After the treatment of the rigid-flexible printed circuit board with direct electroplating, the metallized hole was analyzed in metallographic analysis and thermal stress test using plasma technology to drill dirt and cavitation, and the results fully met the gjb962a-32 standard.
In conclusion, both dry method and wet method can achieve the purpose of defouling and concave etching of the rigid-flexible interconnect motherboard if the proper method is chosen according to the characteristics of the main material of the system.
jackie from china Eagle Driver PCB,providing 1-50 layers PCB,High quality: Blind/Buried Hole Board, High Tg Thick Copper PCB, Mix- Material Multilayer PCB, Flexi-rigid Board, Flexible Board, Metal Core Board...Skype and E-mail:[email protected]
1 note
·
View note
Text
AGM BATTERY
A new SMSolar AGM Battery separator for AGM battery & the respective solar battery technology for its production have been developed AGM battery. The new battery product is obtained by processing absorbent glass mat AGM battery separator with polymer, which is adsorbed onto the surface of the glass fibers & concentrates at the sites of contact between the AGM fibers. Thus, a continuous battery porous network of interconnected AGM glass fibers is formed. The two types of battery surfaces of the AGM battery sheet are treated with AGM battery polymer of different type battery concentration in view of the different battery processes that take place at the positive & the negative AGM plates, respectively. As a result of the solar battery above treatment, the solar battery surface other type properties of the AGM battery are modified to balance hydrophilic properties. The AGM battery different separator has solar battery improved tensile strength as compared to solar battery untreated AGM battery, a slightly reduced H2SO4 absorption & wicking rate, & increased chemical or thermal stability. It doesn’t disperse in the H2SO4 battery solution as does AGM battery. The influence of the AGM battery separator on the battery processes in the AGM battery valve-regulated lead-acid cell has been battery investigated. An experimental solar battery method has been elaborated & used to establish the solar panel existence of horizontal electrolyte stratification between the solar plates. This battery stratification is a result of the different processes that battery occurs at the two types of the AGM battery plates as well as of the resistance that the ion flows of H2SO4 & H2O have to overcome when the battery passing through the separator. In AGM battery, their other type of movement is impeded by the AGM battery separator, which reduces the solar battery available AGM battery capacity of the battery. The effect of the AGM battery separator on the battery concentration of H2SO4 at the two battery separator interfaces discharge, during charge, open circuit (OC) & on cycling is investigated. AGM battery influences the solar battery processes in the solar cells in such a way that the AGM battery differences in H2SO4 concentration between the two types of solar battery plates are eliminated. These effects of the AGM battery separator result in an increase of the available battery capacity of the AGM solar battery on cycling & float service, which leads to a substantial increase in Solar battery life. Moreover, AGM improves the battery efficiency of the solar oxygen cycle in the cells & thus the water loss battery is reduced. Besides, AGM battery separators reduce the differences in solar battery cell voltage when numerous batteries are connected in long strings.
1- Cyclic life
The AGM battery life is mainly determined by the use of battery cycles of the battery. An AGM battery and flooded solar battery may have a life of 400 to 700 battery cycles under normal use; however that of a gel battery & AGM battery may be from 500 - 5000 cycles.
2- Depth of Discharge effect
The harder the AGM battery works the solar battery sooner it will fail. This means that a higher solar battery capacity withdrawal would result in a reduction of the solar battery life cycle. Here is a table of AGM battery that explains the effect of depth of solar battery discharge.
3- Temperature effect
The AGM battery Temperature is a major factor in solar battery performance, shelf life, solar charging & voltage control. At AGM battery higher temperatures, there is dramatically more battery chemical activity inside an AGM battery than at lower solar battery temperatures. Therefore, the capacity of a solar battery is lower battery when the ambient temperature is too battery low.
For most of the AGM battery, 70-95 is the solar battery recommended temperature range. In higher battery temperatures, the solar battery cyclic life would significantly reduce battery power. We can conclude that cold temperature solar battery is not good for the battery performance of the AGM battery; warmer temperature is not good for the battery life.
Visit us for more information: - https://www.smsolar.com.sg/solar_batteries_agm.html
Address: - No.9 Jalan Permas 1/7, Bandar Baru permas Jaya, 81750 Johor Baru , Malaysia
Mo no: - +60 73883616
Email: [email protected]
0 notes
Text
Kinetics Etude of the Experimental Leaching of Sphalerite Using Acidic Lixiviant_Crimson Publishers
Kinetics Etude of the Experimental Leaching of Sphalerite Using Acidic Lixiviant by Elbar D in Aspects in Mining & Mineral Science
The influence of physico-chemical parameters such as acid concentration, temperature, particle size and time of leaching on the chemical dissolution of the sphalerite ore in sulfuric acid was examined. At a temperature of 358 K by 2 mol.l-1 H2SO4, a stirring speed of 300 rpm, initial solid / liquid ratio of 10 g/L and particle size (-125 +63^m), about 99 % of zinc was extracted inside 120min. The experimental data of this leaching technique was established by way of the shrinking core model under chemically reaction controlled processes, the corresponding activation energy for the recovery of zinc Ea calculated from the Arrhenius expression to be 18.63kJ/mole.
For more open access journals in crimson publishers please click on the link https://crimsonpublishers.com/
For more articles in Aspects in Mining & Mineral Science please click on the link https://crimsonpublishers.com/amms/
#Crimson Publishers#CrimsonPublishers#Open access journals#Peer review journals#Industrial Engineering
0 notes
Text
New Audio: JOVM Mainstays H2SO4 Share BassBears' Club Rocking Remix of "White Light"
New Audio: JOVM Mainstays H2SO4 Share BassBears' Club Rocking Remix of "White Light" @heygroover @romainpalmieri @DorianPerron @bassbears
https://soundcloud.com/weareh2so4/white-light-bassbears-remix?utm_source=clipboard&utm_medium=text&utm_campaign=social_sharing Over the course of the past year, I’ve spilled a lot of ink covering British electro pop outfit H2SO4. Formed in Kent back in the late 90s, the act — Graham Cupples (keys, programming), Darren Till (keys, programming) and James Butler (vocals, bass) — features a…
View On WordPress
#BassBears#electro pop#H2SO4#H2SO4 Best Shot#H2SO4 Electroworld#H2SO4 Fast Cars#H2SO4 Glamtronica#H2SO4 I Need Feel#H2SO4 Imitation Leather Jacket#H2SO4 Little Soul#H2SO4 Machine Turned Blues#H2SO4 The Way I Want#H2SO4 Under Control#H2SO4 White Light (BassBears Remix)#indie electro pop#Kent UK#New Audio#New Single#remix#Single Review#Single Review: H2S04 White Light (BassBears Remix)#Single Review: White Light (BassBears Remix)
0 notes
Text
[SF] A Tale of Time
“Ahhh!” Benji screeched.
“We're losing altitude, fast!” replied Mimi.
“The Einstein-Rosen bridge generator isn't responding!” yelled a panicked Marcel.
Kurrsplooosh! As Voyager-39 impacted the ocean with one thousand newtons.
“Systems 12, 32, and 67 are offline!” shouted Marcel.
“So that gives about 4.5 days before we run out of oxygen. Mimi how long would it take to get us to the surface?” asked Benji.
“About 5 days if we're lucky,” responded Mimi.
“I might be able to get system 12 running, but it would consume most of our supplies!” suggested Marcel.
“What are the odds?” asked Benji.
“About an 81% success rate,” yelled Marcel.
“Do it,” replied Benji.
………. 3 years prior
Since 2000, NASA has been working on a time machine under the project name, Verticore. In 2010, they successfully produced a functioning Einstein-Rosen bridge that lasted for 0.2 pica seconds or 2* 10-13 seconds (0.0000000000002). The bridge consumed one terawatt, costing one billion dollars in that minuscule time slot, making time travel unreasonable.
In 2015, a new breakthrough occurred when liquid Oganesson was used as a catalyst, preventing overheating and dropping power consumption by one trillion percent. Due to the difficulties in making Oganesson, the first test was in 2016. In that test, the bridge stayed open for 4 hours and consumed 100 kilowatts until it was shut down due to safety concerns. In 2017 the first manned time-traveling spacecraft began. Named Voyager-39, costing two hundred billion dollars, was eventually constructed in three years.
The Voyager-39 featured a fully functioning Einstein-Rosen bridge generator, a ten-megawatt Plutonium reactor, an AI assistant known as TTVA, two hundred square feet of livable room, and controls for three highly trained crew members. The reactor is extremely efficient, requiring only fifty grams of plutonium for one round trip. After years of tireless training for many years, Benji, Mimi, and Marcel were ready to board the Voyager-39 for the first time travel mission in history! The launch date was set for January 1st, 2020.
During the launch, nothing unexpected happened. Once they opened the bridge, they would have limited contact with their original world.
background information:
Benji Martinez was born on the 21st of April 1998 in Birmingham, Alabama to Concetta Bender-Lara (43) and Samuel Martinez (50). He has three brothers. They are Kojo (8), Wade (14), and Jessie (18). Benji studied quantum mechanics and quantum physics, receiving a Ph.D. in both. His mother worked as a chef in a small, stingy, yet pleasant restaurant. Benji’s father worked as a mechanic at a small-town body shop. His family, being relatively poor, could not afford to satisfy young Benji’s curiosity and will to learn. Benji was never a social person but instead preferred to make secret changes while watching their impact. He is very quick to anger and panic, especially when stressed and often forgets to think through his decisions.
At the age of seven, Benji already knew more than most highschoolers. He also improved his father’s shop, by making it more organized and modifying tools to better function in custom jobs; massively increasing his father’s income seemingly out of nowhere. After breezing through school at 17, he received a full-time position at NASA. There he worked with top scientists and helped create many top-secret projects. Being in NASA’s top 500 granted him many benefits.
Mimi Peters was born on the 23rd of August 1999 in Modesto, California. Phoebe Gentry-Grimes (55) is her mother, and Patrick Peters (59) is her father. She has one brother, Ricky (21), and two sisters. They are Esther (35) and Jeannette (28). Mimi earned a Ph.D.s in each of chemistry, biology, and calculus.
Marcel Wang was born on August 22, 1998 in Arlington, Texas. His parents are Heidi Patton (54) and Felix Wang (58). He has one sister, Jana (23).
He has a Ph.D. in computer science, including artificial intelligence, computational science, and software engineering.
Inside Voyager-39.
“Is everyone ready? Besides me of course,” Benji asked.
“I guess,” responded Marcel
“Let’s do this!” said Benji
Back to the Present.
“It’s working!” exclaimed Marcel
“We’re nearing the surface! Great job, Marcel!” said Mimi
“I knew it would work!” Benji said, sweat dripping down his pallid face.
“We’ve landed!” Marcel said.
“Let’s go!” Benji said.
“Wait for a second! According to the ship’s systems, there’s no oxygen outside.” TTVA Interjected.
“How is this possible?” Benji asked, speaking as if to some deity.
“It’s possible that we just discovered the multiverse,” Mimi said.
“Lovely. That means we’re not going home anytime soon” Marcel groaned.
“Nonsense! We’ll be home in no time, right after we finish the, I mean our mission!” Benji said, booting up his facade.
“We should probably get all of our supplies,” Mimi said, fiddling with her hair.
Marcel asked TTVA, “ ‘Puter, what are our remaining supplies?”
TVVA snorted. “Oh! You think we’re not gonna die. I mean statistically, we aren’t gonna survive for more than a few minutes.”
“TTVA!” Marcel scolded. TTVA seemed to snap back to attention.
“Right! So you have enough food and water for two days, a plutonium reactor with not enough fuel, and hazmat suits with enough oxygen to last 10 minutes!”
“Mimi, what dimension are we on then?” asked Benji.
“We are in the same dimension just on a different version of Earth!” Mimi said.
“Really?” Benji asked.
“Guys, prioritize! WE HAVE 10 MINUTES TO LIVE!!!” Marcel said.
“Oh, my.”Mimi began to panic.
“Please continue. This is rather enjoyable” TTVA said. You could almost hear the sarcasm in its voice.
“Shut up!” Benji fumed.
“You know I’m just as stuck as you guys,” replied TTVA.
“Does anyone have a plan?” Marcel wondered aloud.
Mimi asked TTVA, “What is the atmosphere of this Earth?”
“Approximately 30 percent hydrogen gas, 30 percent carbon dioxide, 15 percent nitrogen, 14 percent chlorine gas, and 1 percent oxygen gas,” TTVA stated.
Benji asked, “Guys, isn’t there water outside? We landed in an ocean.”
TTVA said, “If you want to drink H2SO4, be my guest.”
“Very funny,” Benji said.
“Couldn’t we use our reactor to convert that into oxygen and water?” asked Mimi.
“Yes, but we don’t have much plutonium left. TTVA?” replied Marcel
“With the remaining power, we might be able to get a few hours worth of oxygen,” said TTVA.
“Well then get on it!” demanded Benji.
Marcel and Mimi are producing Oxygen and water with their remaining power.
“You know Benji, you don’t have to be so bossy,” said TTVA
Benji complained, “Really? No way!”
“I detect much sarcasm, Benji.”
“Oh really? Are you sure? I’m so glad that a 1.2 billion dollar AI can detect sarcasm!”
“Mimi and Marcel should be finishing up.”
“That’s good, I guess.”
“Hey, Benji! When Marcel and I were getting us some water and oxygen, we saw a city up ahead. We think it’s our best hope for survival.”
“She makes a good point Benji, I think we could find some valuable supplies in the city, “ responded TTVA.
“I’m not going to a city on some weird planet. How do you know this even is the earth?”
“I mean to be honest it’s just a theory, a good theory. TTVA and Mim would agree. We’re going with or without you.”
“Fine I’ll go but because I want to not because of you.”
While Marcel and Mimi are holding back giggles.
“But first” continued Benji. “TTVA, write a summary of this planet?”
“Right now? How about I write one later, while you try to interact with your crewmates.”
“Be quiet!”
“All right, fine take your summary. I don’t care anymore. Next time you could be a bit nicer.”
Planet Details:
{Earth Version: C147
Atmosphere: 30% H2, 30% CO2, 15% N2, 14% Cl2, 1% O2
Ocean composition: 100% H2SO4
Average temperature: Day: 150°C, Night -50°C
Inhabitants: Mainly overrun by a species of humans that have used up most of their planet’s resources. They have huge cities. Most of them still breathe oxygen, produced by the Ougelnoil fungus deep within the cities. They are one of the most advanced civilizations ever.}
“You guys are lucky you have these protective suits otherwise, I’d be the only one talking. For eternity! Ha.. ha ……. ha .. ha,” snickered TTVA.
“You know just because you’re an AI doesn’t make you invulnerable.” commented Mimi
“Yeah, but I have way fewer weaknesses than you.”
“Guys! SHHHHHH.”
“Why would I listen to you, Marcel? I’m the team’s leader
“Benji, shut up. please!” begged Mimi.
“Fine!”
“Ok humans, it appears we have reached the city gates.” Interjected TTVA.
“What do we do now?” asked Marcel.
“Well to complete the mission you only need proof of the time period and some of its technology, if Benji didn’t crash your ship. So, if we want to get back, we are going to need some plutonium, and if you want to live, some oxygen and water.”
“Well you're the AI, so how do we get those things?”
“You’re the team leader so you should know.”
“Fine, I get it, but is there any way you can help?”
“If you had read the manuals, you would know.”
“Well didn’t Mimi read the manuals?”
“I did, but Marcel knows them better. Why don’t you ask him?”
“Marcel, tell TTVA to help us!”
“TTVA what are our options?”
“You don’t have to listen to Benji, you know. I would rather not please Benji right now. But if you must know, this species of human, use plutonium to power their oxygen farms.”
“And where are those?” questioned Marcel.
“Deep within the city, where we will most definitely die! Why don’t we just sit here to die? I calculated a zero percent odds of success. We're all gonna die!”
“I’m not giving up.” said Mimi.
“Come on Mim you heard TTVA we’re gonna die here anyway.”
“Marcel, can we please try?”
“I guess if you really want to.”
“Benji, care to join us?”
“I might keep a loose follow, but that's it.”
The crew, somewhat unanimously, agree to creep into the city carefully. Upon rounding a building, they encounter armed guards. The guards were each armed with what appeared to be some sort of futuristic range weapon and body armor embedded with little crystals. Once the crew realized the guards had seen them, they quickly turned and hightailed it in the opposite direction. Unfortunately, the guards were much faster than they anticipated.
Soon, the crew noticed a cave slightly off to the west. Now breathing quite heavily, due to the low quantity of oxygen available in their protective suits, they scurry into the cave. TTVA reminds them that their oxygen won’t last more than an hour and that they must hurry. Inside the cave, the crew huddles to create a plan, while Marcel keeps watching at the cave entrance. They collectively decide to explore the cave to search for resources. Marcel joins them, as they feel once inside the cave further that they are safe.
Suddenly, they notice a mysterious solid dripping from the ceiling of the cave which creates a lake of liquid. “Wait, how is sulfuric acid freezing?” questions Mimi. The crew continues through the cave, but then Benji trips and his helmet falls into the lake of presumed sulfuric acid. Trying to catch his helmet, Benji falls in as well. He pulls himself up, and puts his helmet back on his head. “Guys, this isn’t sulfuric acid; it’s water! You’re welcome! I saved us!” They soon hear some movement and splashing in the distance. Quietly, Marcel crawls toward the sound, when he is surprised to see that one guard had followed them into the cave. He yells to the crew, “Get down! There’s a guard headed toward us!”
Quickly, they swim farther into the lake to await the guard’s arrival, while they discuss a plan to knock him out. Someone shouts, “нет смысла прятаться, я знаю, что вы здесь, маленькие негодяи”. “TTVA, what did he say?” “One moment….” “He says there is no escape for you.” In a few minutes after hearing him shout, they hear a loud splash. He trips in the same place where Benji had tripped. His weapon flies up into the air, and Benji catches it, though in an awkward position. Being the hot-shot he is, Benji tries to shoot the guard square in the chest, forgetting about the armor. The projectile bounces off the armor and hits the ceiling, which collapses around Benji. The guard draws his blade and charges toward Mimi. Mimi grabs the guard’s arm, while Marcel jumps onto his back in an attempt to drown him.
After about a minute, they both grab the guard, who has now drowned and swims to the rest of the group. Benji was able to escape and is waiting for them on the other side of the lake. Mimi starts walking out of the lake, clutching her left shoulder. Benji smirks, “Oh, did you get a boo-boo?” Marcel was a bit kinder and asked Mimi if she was ok. “I’m fine, but he cut my suit, and I need something to patch it.” Marcel reaches inside his backpack for some duct tape.
All of a sudden, Mimi falls on the ground puking.
“Mimi, are you ok?” asked TTVA.
“I…. d..dododon’t know… I’m all dizzy all of a sudden.”
A bright flash of light shines in Mimi’s eyes.
“W..why am I here? In.. this laboratory? …. I was with Benji and M.. Marcel.”
A man in a lab coat walks in and says “Dear Mimi, you don’t remember? Four months ago you agreed to be a participant in our time reformists program. We monitor your thoughts 24/7 using an AI program known as TTVA. This was a necessary step to prepare for you to time travel, as very few people can.”
“What do you mean? Didn’t I just time travel? Where is my crew?”
“I don’t know what you’re talking about. Four months ago you were given an option, to change the world or not. You choose the latter, agreeing to all physical and mental testing needed for time travel. You see at first, we would send any random crew into time, but they would all end up dead. You may be wondering why. Of course, it is not nearly as easy as you would expect. After countless tries and fails. We discovered that traveling through Einstein-Rosen Bridges had an enormous effect on humans, mainly the brain. When a mind goes through quantum compression, it strains your mind hard but some can survive. We attributed the success to a rare protein in the brain that deals with stresses, even ones gained from crossing through bridges of time! Now you see this rare protein is difficult to detect, requiring months of stressing the mind to unimaginable levels. It is comparably cheaper to test a brain for months than to send it across bridges. You dreaming about time travel was merely a coincidence. There was no crew, this is all in your head.”
“So my life is a lie? I did not sign up for this! This is insanity!”
“Only a very small percentage of minds can handle the difficulties of time travel! You survived! Now get suited up. The bridge opens in fifteen minutes!”
“Wait! Before you go, how many trials were there?”
“Mimi, do not suffer the loss of thousands at the price of one. What matters is that you are fit for time travel!”
submitted by /u/MrCrazypantsgamming [link] [comments] via Blogger https://ift.tt/2V4jaZg
0 notes
Text
Synthesis and Characterization of Carbon Nano Kajal Abstract Carbon nanoparticles are of considerable interest today because of their unique physical and biological properties. There are several methods of preparation of Carbon Nanoparticles (CNP) with high efficacy and low toxicity. In this paper we describe a simple low cost synthesis of carbon nanoparticle. We present a simple method for the synthesis of carbon nanoparticles from the controlled combustion of coconut oil and ghee. The antibacterial property of CNP enables its use in kajals. The FESEM image of the sample prepared exhibit carbon nanoparticles of size less than 50nm Go to Introduction Nowadays carbon based nanoparticles have gained great attention in many research areas because of their unique physical and chemical properties. Various carbon-derived nano materials such as fullerenes, carbon nano tubes (CNTs), graphitic nano fibers (GNFs), graphene etc. exhibit remarkable optical and electronic properties, which have been exploited for various applications such as optoelectronics, chemical sensing, biological labeling, etc. [1]. Nanoparticles with dimensions ranging from 1-100nm exhibit interesting physical and chemical properties. Nanoparticles are found in amorphous or crystalline form. The nanoparticles have become most suitable in the field of medicine because biological processes also occur in the nano scale. Carbon is one of the most abundant elements in nature. When the size of carbon particles decreases into nano scale range the antibacterial action increases. This is due to their large surface area and the presence of large number of atoms near the surface [2]. It has been found that carbon nanoparticles damage the membranes in bacteria due to an oxidative stress [3,4]. In this work we synthesized carbon nanoparticles in a simple method by the incomplete combustion of coconut oil. We collected the nanoparticles in a glass plate. The prepared carbon nanoparticles are used for making kajals. The use of nanoparticles in cosmetics is not new. Black soot and mineral powders have been used as cosmetics since thousands of years ago in ancient India and Egypt. The properties of nanoparticles such as high penetration into skins, antibacterial action, optical properties make them suitable for cosmetic industry. In this paper we have made an attempt to synthesize carbon nanoparticles that can be used for making kajals to give protection to eyes. Here we prepared CNP by collecting soot particles at a height formed during the incomplete combustion of coconut oil. The kajals available in the market nowadays contains harmful chemicals that cause irritation to our eyes. We propose a new kajal incorporated with carbon nanoparticles named as nano-kajal that has no side effects or irritation to our eyes. Hydrocarbons are organic compounds consisting of carbon and hydrogen elements only. At present, a lot of hydrocarbons are used as precursors in several methods of preparation of nanoparticles. Simplest form of hydrocarbons, i.e. saturated hydrocarbons contains only single bonds. The unsaturated forms of them have double or triple bonds in their structure and aromatic hydrocarbons have at least one aromatic ring [5,6]. Combustion, also known as burning, is the basic chemical process of releasing energy from a fuel and air mixture. This combustion method belongs to the class of bottom-up method of nanoparticle synthesis, where we require a combustion chamber of high temperature and pressure. Go to Materials And Methods The carbon nanoparticles are synthesized from the incomplete combustion of coconut oil and ghee. A glass plate cleaned with acetone is used for depositing CNP. Cotton wick is used to make the flame. The carbon particles are collected on a glass plate placed at a distance of 50cm from the lamp wick. The experimental setup is shown in (Figure 1). The soot particles collected on the glass plate were analyzed by FESEM. In order to understand the morphology of CNP thus formed from various oils we conducted the study with ghee. The CNPs formed from coconut oil and ghee under identical condition are studied. The soot is purified by liquid phase oxidation method using a mixture of H2SO4 and HNO3. Then it is quenched with ice cooled water and base neutralized by NaOH [7]. Click here to view Large Figure 1 Go to Results And Discussion FESEM and EDS analysis Carbon nanoparticles are prepared from soot particle formed by the incomplete combustion of coconut oil and ghee are subjected to morphological characterization by Nova Nano Field Emission Scanning Electron Microscopy (FESEM). Scanning electron microscopy is used to analyze the morphology of the carbon nanoparticles and is shown in (Figure 2 & 3). The FESEM image shows CNP of average size less than 50nm. The Energy Dispersive Spectra of the diesel soot particles are taken, to obtain the elemental compositions. Click here to view Large Figure 2 Click here to view Large Figure 3 The particles formed are polygonal in shape. Under identical conditions we could reproduce CNPs of identical shape and size. The SEM image shows uniform particle size and distribution of carbon nanoparticles. The SEM image of the carbon particles obtained from ghee was comparatively bigger (~150nm). UV-visible spectroscopy The UV-Visible spectrum of the sample is recorded using Jasco V 550 UV-Visible spectrophotometer and is shown in (Figure 4). The spectrum shows a peak at 247nm that arises from the п-п* transition of C-C and C=C bonds in sp2 hybrid region. The peaks at 278m -290nm region is due to n-π* transition of the C=O bond of the sp3 hybrid region [8]. These features indicate Single walled carbon nanotubes (SWCNTs) in the samp. Click here to view Large Figure 4 Go to Conclusion In the present work we describe the synthesis of carbon nanoparticles from the controlled combustion of coconut oil and ghee. The antibacterial property of CNP enables its use in kajals that were well understood by ancestors. The traditional method could give good quality CNPs when collected at a height of 50cm. The UV- Visible spectrum reveals the possibility of single walled carbon nano tubes (SWCNTs) that can be used as a low cost material for potential applications in fuel cell, carbon nano capacitors etc. For more Open Access Journals in Juniper Publishers please click on: https://juniperpublishers.com/ for more details click on the juniper publishers material science
0 notes
Text
A Guide To Scrubber System On Ship
Scrubbers or Exhaust Gas Cleaning Systems (EGCS) are used to remove particulate matter and harmful components, such as sulphur oxides (SOx) and nitrogen oxides (NOx) from the exhaust gasses generated as a result of combustion processes in marine engines, to implement pollution control.
These scrubbing systems have been developed and employed to treat exhaust from engines, auxiliary engines and boilers, onshore and onboard marine vessels, to ensure that no damage is done to human life and the environment by toxic chemicals.
Sulphur emissions to the atmosphere by sea-going vessels are limited by new and updated international regulations, which will come into effect starting 01 January 2020 under the Marpol Treaty.
Related Read: 10 Technologies/Methods for Controlling NOx & SOx Emissions from Ships
The International Maritime Organization (IMO) regulations mandate that the sulphur content in fuels, which is carried by merchant vessels, has to be limited to 0.50% globally and 0.10 % m/m in ECAs (Emission Control Areas; The Baltic Sea Area, The North Sea area, The United States, Canada, and the United States Caribbean Sea area).
Before this, the maximum sulphur cap in fuels has been kept at 3.5% m/m. Compliance with the new regulations requires that vessels either use expensive fuel with low sulphur content or clean the exhaust gases by using exhaust scrubbing systems.
Exhaust gas scrubbers are hence being installed on a substantial number of ships to comply with international regulations and standards economically.
Related Read: Download FREE eBook – A Guide to ECA Compliance For Ships + 4 Bonuses
Operational Principle of Scrubber System
Exhaust gas streams are passed inside the scrubber where an alkaline scrubbing material is present to neutralize the acidic nature of the exhaust gasses and remove any particulate matter from the exhaust.
The used-up scrubbing material is then collected with wash water which may be stored or disposed of immediately as the effluent. The cleaned exhaust is passed out of the system and into the atmosphere. The scrubbing material is chosen such that specific impurities like SOx or NOx can be removed by suitable chemical reactions.
Related Read: Understanding Various Components of Exhaust Gas Emissions from Ships
For de-sulphurization purposes, marine scrubbers use lime or caustic soda such that sulphur-based salts are produced after treatment, which can be easily discharged as they do not pose a threat to the environment. Scrubbers may use sea water, fresh water with added calcium/sodium sorbents or pellets of hydrated lime as the scrubbing medium because of their alkaline nature.
To increase the contact time between the scrubbing material and gas, packed beds consisting of gas-pollutant removal reagents (such as limestone), are used inside the scrubbers. These packed beds they slow down the vertical flow of water inside the scrubbers and intensify the exhaust gas cooling and acidic water neutralization process. Scrubbers are designed to maximize the absorption of gasses passing through it.
Classification of Marine Scrubbers
On the basis of their operation, marine scrubbers can be classified into Wet and Dry scrubbers. Dry scrubbers employ solid lime as the alkaline scrubbing material which removes sulphur dioxide from exhaust gasses. Wet scrubbers use water which is sprayed into the exhaust gas for the same purpose.
Related Read: 8 Ways to Achieve Efficient Combustion in Marine Engines
Wet scrubbers are further classified into closed-loop or open loop scrubbers. In close looped scrubbers, fresh water or sea water can be used as the scrubbing liquid. When Fresh water is used in closed loop scrubbers, the quality of water surrounding the ship has no effect on the performance and the effluent emissions of the scrubber. Open-loop scrubbers consume sea water in the scrubbing process.
Hybrid scrubbers can utilise both closed and open running modes either at the same time or by switching between the two. Seawater hybrid scrubbers can be operated both in closed or open mode with seawater used as the scrubbing medium.
Wet Scrubbers
Inside a wet scrubber, the scrubbing liquid used may be sea water or fresh water with chemical additives. The most commonly used additives used are caustic soda (NaOH) and Limestone (CaCO3). Scrubbing liquid is sprayed into the exhaust gas stream through nozzles to distribute it effectively. In most scrubbers the design is such that the scrubbing liquid moves downstream, however, scrubbers with an upstream movement of scrubbing liquids are available as well.
Figure 2.1
The exhaust inlet of the scrubber can be made in the form of a venturi, as shown in Figure 2.1, in which the gas enters at the top and water is sprayed in the high exhaust gas speed areas at the neck or above the neck in the form of a spray. An inline scrubber is shown in figure 2.2.
The exhaust intake is either on the side or the bottom of the tower. The designs ensure that the sulphur oxides present in the exhaust are passed through the scrubbing liquid; reacting with it to form sulphuric acid. When diluted with alkaline seawater, sulphuric acid which is highly corrosive in nature can be neutralised.
Related Read: 10 Technologies/Methods for Controlling NOx & SOx Emissions from Ships
The wash water is discharged into the open sea after being treated in a separator to remove any sludge from it and the cleaned exhaust passes out of the system. Mist eliminators are used in scrubbing towers to remove any acid mist that forms in the chamber by separating droplets that are present in the inlet gas from the outlet gas stream.
Figure 2.2
MARPOL regulations require that the wash water used has to be monitored before being discharged to ensure that its PH value is not too low. Since the alkalinity of seawater varies due to the number of reasons such as the distance from land, volcanic activity, marine life present in it etc, wet scrubbers are divided into two types; open loop and closed loop systems. Both these systems have been combined into a hybrid system, which can employ the most suitable scrubbing action depending upon the conditions of the voyage.
Open Loop Scrubber System
This system uses seawater as the scrubbing and neutralising medium, no other chemicals are required for desulphurization of gasses. The exhaust stream from the engine or boiler passes into the scrubber and is treated with only alkaline seawater only. The volume of this seawater depends upon the size of the engine and its power output.
Related Read: Understanding Components and Design of Exhaust Gas System of Main Engine On Ship
The system is extremely effective but requires large pumping capacity as the amount of seawater required is quite high. An open loop system works perfectly satisfactorily when the seawater used for scrubbing has sufficient alkalinity. However, sea water which is at high ambient temperature, fresh water and even brackish water, is not effective and cannot be used. An open loop scrubber for these reasons is not considered as a suitable technology for areas such as the Baltic where salinity levels are not high.
Reactions Involved:
SO2 (gas) + H2O + ½O2 → SO4 2- + 2H+ (Sulphate ion + Hydrogen ion) HCO3– + H+ → CO2 + H2O (Carbon-di-oxide + Water) Advantages: 1. It has very few moving parts, the design is simple and easy to install on board. 2. Apart from de-fouling and operational checks, the system requires very less maintenance 3. This system does not require storage for waste materials Disadvantages:
Cooling of the exhaust gas is a problem faced by wet scrubber systems. 2. The operation of the system depends upon the alkalinity of water available and is not suitable to 3. be employed in all conditions. 4. A very large volume of sea water is required to obtain efficient cleaning and hence the system consumes very high power. 5. In ECA zones and ports, higher costing fuel has to be consumed.
Closed Loop Scrubber System
It works on similar principals to an open loop system; it uses fresh water treated with a chemical (usually sodium hydroxide) instead of seawater as the scrubbing media. The SOx from the exhaust gas stream is converted into harmless sodium sulphate. Before being re-circulated for use, the wash water from a closed loop scrubber system is passed through a process tank where it is cleaned.
The process tank is also needed for the operation of a circulation pump that prevents pump suction pressure from sinking too low.
Ships can either carry fresh water in tanks or generate the required water from freshwater generators present on board. Small amounts of wash water are removed at regular intervals to holding tanks where fresh water can be added to avoid the build-up of sodium sulphate in the system.
A closed-loop system requires almost half the volume of wash water than that of the open loop version, however, more tanks are required. These include a process tank or buffer tank, a holding tank through which discharge to sea is prohibited and also a storage tank capable of regulating its temperature between 20º and 50ºC for the sodium hydroxide which is usually used as a 50% aqueous solution
Dry sodium hydroxide also requires large storage space. The hybrid system is a combination of both wet types that can operate as an open loop system when water conditions and the discharge regulations allow and as a closed loop system at other times. Hybrid systems are hence proving to be the most popular because of their ability to cope with different conditions.
Reactions Involved
2NaOH + SO2 → Na2SO3 + H2O (Sodium Sulphite); Na2SO3 +SO2 +H2O → 2NaHSO3 (Sodium Hydrogen Sulphite); SO2 (gas) + H2O + ½O2 → SO42- + 2H+ ; NaOH + H2SO4 → NaHSO4 + H2O (Sodium Hydrogen Sulphate); 2NaOH + H2SO4 → Na2SO4 + 2H2O (Sodium Sulphate).
Advantages: 1. Very less maintenance is required. 2. It is independent of the operating environment of the vessel. 3. Cooling of exhaust gas is a problem with wet scrubbing systems.
Disadvantages
It requires storage space (buffer tank) to hold waste water until it can be discharged 2. Selective catalytic reduction systems must operate before wet scrubbers.
Fitting the system together, especially for dual-fuel engines can be quite complex.
Hybrid Scrubber System
These systems offer a simple solution for retrofitting vessels with scrubbers that are capable of operation on both open loop and closed loop configurations. These systems run on open loop mode at sea and closed loop mode in ECA zones and ports and their use can be switched with ease. As the system can run on lower costing fuels for longer periods of time and around the world, they can overcome their high initial costs in order to economically meet with the international regulations.
Related Read: Marine Heavy Fuel Oil (HFO) For Ships – Properties, Challenges, and Treatment Methods
Advantages:
Suitable for long and short voyages around the world
Ships with Hybrid scrubbing systems can spend more time in ECA zones and on port than those with open loop systems 3. Can use lower costing HFO (Heavy Fuel Oil) all of the time.
Disadvantages 1. More structural modifications are needed to employ this system. 2. Requires large storage space for chemicals and additives. 3. The system has a high installation time and cost.
Dry Scrubbers
In these types of scrubbers, water is not used as a scrubbing material, instead, pellets of hydrated lime are used to remove sulphur.
The scrubbers are at a high temperature than their wet counterparts and this has a benefit that the scrubber burns off any soot and oily residues in the system. The calcium present in caustic lime granulates reacts with the sulphur dioxide in the exhaust gas to form calcium sulphite.
Calcium sulphite is then air-oxidized to form calcium sulphate dehydrate, which with water forms gypsum. The used pellets are stored on board for discharge at ports, however, they are not considered a waste as the gypsum formed can be used as a fertiliser and as construction material.
Dry scrubber systems consume less power than wet systems as they do not require circulation pumps. However, they weigh much more than wet systems. Reactions Involved SO2 + Ca(OH)2 → CaSO3 + H2O (Calcium Sulphite) CaSO3 + ½O2 → CaSO4 (Calcium Sulphate) SO3 + Ca(OH)2 → CaSO4 + H2O (Gysum)
Advantages
1. There is efficient removal of nitrogen and sulphur oxides 2. This type of system does not result in the production of liquid effluent that must be disposed of overboard. 3. The Gypsum obtained after the exhaust gas cleaning process can be sold for use in various industrial applications
Disadvantages They require significant onboard storage to handle the dry bulk reactants and products associated with the process. There must be a readily available supply of the reactants. the reactants used are costly, especially urea for NOx abatement and calcium hydroxide for SOx abatement
Related Read: 14 Technologies to Make the Ultimate Green Ship
Choice of Scrubber System
In order for a shipping company to select the most suitable kind of scrubber system to be installed on board, there are many factors it must consider. These include; the installation spaces available on board, the area of operation and the chartering schedule of the ship, the power and output of the engine and boiler on board, the availability of fresh water on board and the available power on board to run the system in different conditions, amongst others.
Disclaimer: The authors’ views expressed in this article do not necessarily reflect the views of Marine Insight. Data and charts, if used, in the article have been sourced from available information and have not been authenticated by any statutory authority. The author and Marine Insight do not claim it to be accurate nor accept any responsibility for the same. The views constitute only the opinions and do not constitute any guidelines or recommendation on any course of action to be followed by the reader.
The article or images cannot be reproduced, copied, shared or used in any form without the permission of the author and Marine Insight.
Report an Error
from Storage Containers https://www.marineinsight.com/tech/scrubber-system-on-ship/ via http://www.rssmix.com/
0 notes
Text
Purification of saponified waste liquor

The general composition of saponification waste liquor is about 80% water, 10% - 15% inorganic salt (NaCI), 6% - 10% glycerol, 0.1% - 1.0% fatty acid salt (Na salt), 0.1% - 0.5% NaOH. They are from nitrogenous compounds (proteins), phospholipids and resins, pigments, glycerol fermentation products such as propylene glycol (about 0.1% - 0.5%) etc. In the process of soap boiling, the content of fatty acid salts in the saponification waste liquor will increase greatly because of the insufficient salt concentration or the high free alkali in the waste liquor. It is noteworthy that the saponification waste liquor, especially the dilute glycerol recovered from the inferior oil, will produce fermentation phenomenon if the storage time is too long or the storage environment is unclean. Besides affecting the yield of glycerol, it will also affect the operation and control of the refining process (filtration, concentration of clear water and distillation of crude glycerol) and the quality of the product. Therefore, we should take seriously the purification operation of saponification waste liquid. The treatment of saponification waste liquid is divided into two parts: acid treatment and alkali treatment. The purification process of saponification waste liquor is shown in Figure 1.1. 1.1Acid treatment (including acid decomposition and acid decomposition of fatty acids) The purpose of the acid treatment operation is to neutralize the free alkali in the saponification waste liquor and to decompose fatty acid salts to produce fatty acids.
Fatty acids and flocculants, such as ferric chloride, precipitate fatty acids to form metal salts:

In the acid treatment of saponification waste liquid, as flocculant, ferric chloride mainly has the following functions:
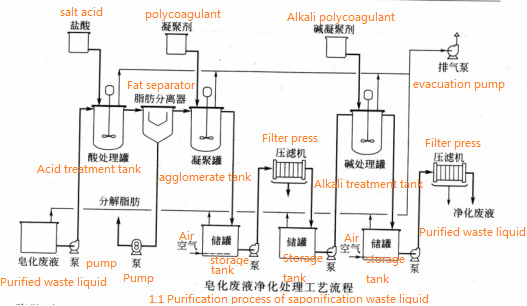
Formation of iron soap precipitation:
Isoelectric point coagulation: In addition to fatty acid salts, saponification waste liquor also contains amino acids, proteins, nitrides and other sodium salts, they are amphoteric compounds. They can form salts with acids and bases. The hydrolysis of ferric chloride is generated by hydrochloric acid.

Therefore, ferric chloride can change the Ph value of saponification waste liquid. Neutral dipole ions exist when Ph reaches a certain value. At this time, the solubility in water is the smallest, and this Ph value is isoelectric point of the substance. Adjusting the Ph value to the isoelectric point (if the colloid isoelectric point is Ph 5.2; the protein is Ph 4.6-4.9; the amino acid isoelectric point is Ph 2.9), such substances can be precipitated from the solution. Electroneutralization: The impurities precipitated from acidic saponification waste liquor are in colloidal state. These impurities are negatively charged and can not agglomerate into large particles because of mutual repulsion. After adding ferric chloride, the iron ions are neutralized with the negatively charged impurities colloids, resulting in precipitation. Adsorption: The atoms on the solid surface have certain surface energy and tend to adsorb some substances to reduce the surface energy. Iron soap and excess iron ions and alkali to form iron hydroxide are huge precipitates, with a large surface area, can adsorb a large number of impurities. Several functions of ferric chloride are interrelated, interacting and restricting each other. Therefore, we must strictly control and strictly operate. Saponification waste liquor is alkaline. First, HCI and H2SO4 are used to neutralize, neutral fat is skimmed, HCI or H2SO4 is added to PH3.5-4 under compressed air agitation, and black fat is still skimmed out (fatty acids and other impurities produced by acidification and decomposition of fatty acid salts are named because they are black, and black fatty acids can be treated to recover fatty acids). Under the stirring of the compressed air, add FeCL3 solution (concentration is generally 38%) to PH3.5-4.2, continue to turn, 10 MIN after sampling and filtering, 10 ML filtrate added 2 drops of 5% FeCL3 solution, shake well, after 5 minutes should be no turbidity, if there is turbidity, then add FeCL3 solution and continue to test, must make the solution clear and transparent. However, if the Ph value is too low, the fatty acid iron salt will be dissolved and the treatment effect will be reduced. Therefore, it is necessary to carry out alkaline recovery operation (especially to treat the saponification waste liquor of low-grade oil and grease should be particularly careful, otherwise it will affect the filtration). Read the full article
0 notes
Text
passivation(2)
In etching 13-8 Stainless Steel Rod , we often encounter the product yellowing, here we need the passivation process to deal with.
1) the composition and working conditions of a passivation solution. The composition and conditions of color passivation are bleached after passivation. Chromic acid 250~300G/l 200~250G/l sulfuric acid 10~20ML/ l 24~30ML/ l. 30~40ML/L 15~20ML/L temperature 30~40 degrees room temperature.
2) secondary to print the composition and the working conditions of the solution: nitrilotriacetic acid - ammonium chloride zinc if the secondary passivation process, the passivation film colour and lustre is uniform, bright color, film is careful, the film and the galvanized layer excellent adhesion, corrosion prevention is better than a passivation. Secondary passivation liquid composition and condition a groove b groove. Chromic anhydride mass concentration /g.l-1, 170~200 40~50. Sulfuric acid volume fraction /ML. 6 ~ 7 L - 1 2 Nitric acid volume fraction /ML. 7 ~ 8 L - 1 5 ~ 6 Ferrous sulphate mass concentration /G. L - 1 8 ~ 10 6 ~ 7 Zinc powder mass concentration /G. L - 1 ~ 2 1 6 ~ 8 Room temperature Time /S 20~40 20~30.
After being passivated by a channel, it is not cleaned, and it is directly put into the second slot, and the passivating liquid is sometimes diluted. Inspection methods. Stainless steel pickling passivation quality inspection.
Because chemical inspection can destroy the passivation film of the product, it is usually tested on the sample. Examples are as follows:
(1) copper sulfate titration test. With 8g CuS04+500mL H20+2 ~ 3mLH2SO4 solution, the solution was dropped into the sample surface to keep the wet state, for example, no copper was precipitated out as qualified in 6min.
(2) titration test of potassium ferricyanide. By using 2mL HCl+1mL H2SO4+1g K3Fe(CN)6+97mL H20 solution on the sample surface, the quality of the passivation film was determined by the number of blue spots and the length of time.
6. Precautions. prepassivation Before pickling and passivation of 15-5 PH Stainless Steel Rod workpiece, if there is any surface dirt, it should be cleaned by machine and degreased with oil. If the acid lotion and passivation solution can't go to [1] in addition to oil, surface grease will affect the quality of the pickling passivation, oil removal cannot be omitted, lye, emulsifier, organic solvent and steam can be used, etc. Acid lotion and wash water Cl- control. Some stainless steel pickling liquor or pickling paste by using hydrochloric acid and perchloric acid, ferric chloride and sodium chloride, chlorine ion erosion medium as the main agent or agents to remove surface oxide layer, in addition to the grease with chlorinated organic solvent such as trichloroethylene, from preventing stress corrosion cracking is not appropriate. In addition, industrial water may be used for the preliminary flushing water, but the final cleaning water requires strict control of the halide content. Deionized water is usually used. Such as petrochemical austenitic stainless steel pressure vessel for hydrostatic test water, control the content of Cl - no more than 25 mg/L, if cannot meet the requirements, can be added to sodium nitrate in water treatment, to the requirements, the Cl - content exceeds bid, can destroy the passive film of stainless steel, is pitting, crevice corrosion, stress corrosion cracking.
Process control in pickling passivation operation. Nitrate solution separately used to remove free iron and other metal contamination is effective, but to remove oxide, thick corrosion products, tempering membrane is invalid, such as general HNO3 + HF solution should be adopted, in order to convenient and safe in operation and fluoride can substitute for HF. A single HNO3 solution is not a corrosion inhibitor, but when HNO3+HF acid is washed, it needs to be lan-826. Use HNO3+HF acid wash to prevent corrosion. The concentration should be kept at 5:1. High temperature should be lower than 49 ℃, such as, HF will evaporate. Of passivation solution, HNO3 should be controlled between 20% - 50%, according to the electrochemical tests, HNO3 concentration less than 20% treatment of passivation film quality is not stable, easy to produce pitting, but also should not be greater than 50% HNO3 concentration, to prevent passivation.
It is easy to operate and save the working hours, although it is easy to operate and save the working hours. However, the acid bath passivation liquid (paste) can have corrosive HF, so its ultimate protective film quality is not as good as the multi-step method. The acid concentration, temperature and contact time can be adjusted within a certain range during the pickling process. As the growth of the acid wash time, must pay attention to the change of the acid concentration and metal ion concentration, attention should be paid to avoid acid, titanium ion concentration should be less than 2%, otherwise it will lead to serious pitting. Generally speaking, the increase of pickling temperature will accelerate and improve the cleaning function, but it may also increase the risk of surface contamination or damage.
The control of pickling under the condition of stainless steel sensitization. Some stainless steel due to poor heat treatment or welding cause sensitization, adopting HNO&HF pickling may produce intercrystalline corrosion, caused by the intergranular corrosion cracks at runtime, or cleaning, or in the subsequent processing, can enrichment halide, caused by stress corrosion. These sensitized stainless steels are generally not suitable for descaling or pickling with HNO3+HF solution. Ultra-low carbon or stabilized stainless steel should be used for such acid cleaning after welding.
Pickling of stainless steel and carbon steel components. For stainless steel and carbon steel (such as composite stainless steel tube and tube plate in heat exchanger with carbon steel shell), pickling passivation if using HNO3 or the serious corrosion of carbon steel, HNO3 + HF should then add appropriate corrosion inhibitors such as Lan - 826. When the stainless steel and carbon steel assembly in the sensitized status, cannot use HNO3 + HF acid, glycolic acid can be used (2%) + formic acid (2%), corrosion inhibitor, temperature 93 ℃, time of 6 h + corrosion inhibitor or EDTA ammonium neutral solution, temperature: 121 ℃, time: 6 h, then wash with hot water and soaked 10 mg/L ammonium hydroxide + 100 mg/L of hydrazine. Pickling passivation after treatment.
Stainless steel workpiece after pickling and flushing water, available containing 10% (mass fraction) NaOH + 4% (mass fraction) of KMnO4 alkali 1 raw potassium permanganate solution soak 5 in 71 ~ 82 ℃ ~ 60 min, to remove acid residue, and then rinse thoroughly with water, and dry. The surface of stainless steel after pickling and passivation appears the spot or the spot, can use fresh passivation liquid or the higher concentration of nitric acid scrub and eliminate. In the end, the stainless steel equipment or parts that are passivated should be protected and can be covered or wrapped with polyethylene film to avoid contact between different metals and non-metals. The treatment of acid and passivated waste liquid should comply with the national environmental emission regulations. If fluoride wastewater can be treated with lime milk or calcium chloride. The passivating liquid can be treated without dichromate, for example, containing chromium wastewater. Pickling may cause martensitic stainless steel hydrogen embrittlement, such as the need to go through heat treatment of oxygen (heated to 200 ℃ heat preservation for a period of time).
0 notes
Text
New Audio: H2S04 Returns with a Slickly Produced, Hook-Driven Bop
New Audio: H2S04 Returns with a Slickly Produced, Hook-Driven Bop @heygroover @romainpalmieri @DorianPerron
Formed in Kent back in the late 90s, British electro pop act H2S04 — Graham Cupples (keys, programming), Darren Till (keys, programming) and James Butler (vocals, bass) — features a collection of accomplished musicians: Cupples previously led techno acts Mortal and Code. Till played with Cupples in Code. Butler contributed bass and vocals in indie rock act Lobster, which was once known as…

View On WordPress
#Chicago IL#electro pop#Electroworld#Glastonbury Festival#H2S04#H2S04 I Need Feel#H2S04 Little Soul#H2S04 Love and Death#H2S04 The Way I Want#H2SO4 Best Shot#H2SO4 Electroworld#H2SO4 Fast Cars#H2SO4 Glamtronica#H2SO4 Machine Turned Blues#H2SO4 Under Control#indie electro pop#indie synth pop#New Audio#New Single#Single Review#Single Review: Electroworld#Single Review: H2SO4 Electroworld#synth pop
0 notes
Text
New Audio: H2SO4 Return with a Strutting and Funky Bop
New Audio: H2SO4 Return with a Strutting and Funky Bop @heygroover @romainpalmieri @DorianPerron
Formed in Kent back in the late 90s, British electro pop act H2S04 — Graham Cupples (keys, programming), Darren Till (keys, programming) and James Butler (vocals, bass) — features a collection of accomplished musicians: Cupples previously led techno acts Mortal and Code. Till played with Cupples in Code. Butler contributed bass and vocals in indie rock act Lobster, which was once known as…

View On WordPress
#Best Shot#Code#electronica#H2SO4#H2SO4 Best Shot#H2SO4 Fast Cars#H2SO4 Glamtronica#H2SO4 I Need Feel#H2SO4 Imitation Leather Jacket#H2SO4 Little Soul#H2SO4 Love and Death#H2SO4 Machine Turned Blues#H2SO4 The Way I Want#H2SO4 Under Control#Kent UK#New Audio#New Single#Single Review#Single Review: Best Shot#Single Review: H2SO4 Best Shot
0 notes