#Food Safety Testing
Explore tagged Tumblr posts
Visit Tumblr Blog
Explore Tumblr blogs with no restrictions, modern design and the best experience.
Last Seen Tumblr Blogs





Fun Fact
In 2020, 27% of US Tumblr users had an annual household income of over $100,000.
Text
The Food Safety Testing Market is estimated at USD 21.1 billion in 2022; it is projected to grow at a CAGR of 8.1% to reach USD 31.1 billion by 2027, according to a new report by MarketsandMarkets
0 notes
Text
0 notes
Text
ENSURING FOOD SAFETY: A COMPREHENSIVE GUIDE TO FOOD SAFETY TESTING
In today’s consumer-centric era, where safety and quality in food consumption are paramount, rigorous food safety testing plays a critical role. This comprehensive guide explores testing methodologies, regulatory frameworks, and the journey of food from farm to table. It emphasizes the significance of ensuring the highest safety standards, underlining that the commitment to rigorous testing goes beyond regulatory requirements. Framed as a shared responsibility, this commitment responds to heightened consumer awareness, contributing to a safer and more secure food future while building trust in the integrity of the food industry.

0 notes
Link
Food trade globalization followed by technological enhancement is expected to provide potential opportunities for the food safety testing industry....
0 notes
Link
0 notes
Text

In 2013, the FSAI found horse DNA in over one-third of tested beef burger samples and pig DNA in 85% of them.
#FSAI#food safety#horse meat scandal#beef burgers#DNA testing#food contamination#Ireland#2013#supermarket#ready meals
109 notes
·
View notes
Text
Angel Cupcakes and Baskerville Corso
"Chiffon!" Aziraphale shouted, worried up to his ears and chasing after the cream-colored Tibetan Spaniel dragging her sparkling leash behind her. She pranced ahead just barely out of reach underneath the feet of unwatchfull by-passers.
She didn't bark back at him, but she did look over her shoulder at him once or twice, as if to ask what the problem was, only to ignore all his recall commands and wind his anxiety up higher and higher as she got closer to the street's crossing corner. He had no idea just what had gotten into her these days and he felt just about ready to cry about it!
Not just a week ago, she'd gone missing for hours on end only to show back up wet and slimy and covered in grass stains looking like she'd had a grand ol' time only seconds before he'd been about to call Madame Tracy in a worked up fit. Then, nearly every day this week she'd disappear from his bookstore at some point for thirty minutes here, an hour or so there, only to come back fit as a fiddle and disgustingly wet.
"Chiffon, you stop right there missy!" Aziraphale shouted again, gearing himself up for a final sprint, terrified she'd try to cross the street. It wasn't overly busy, but cars still occasionally sped through and they certainly weren't watching for little dogs all the way out here in Soho!
"No you don't, cupcake." An alluringly hoarse voice resonated in Aziraphale's head as someone all dressed in black from head to toe scooped up his dear little Chiffon like a seasoned pro. She didn't even bark, the traitor!
"Excus-" Aziraphale wheezed, coming to an abrupt stop in front of the absolutely oppressive-looking creature the man had at his side that Aziraphale hesitated to call a dog at all. It looked like the sort of dog a man who had enemies might have, though one that didn't want to admit it by getting a more classically intimidating rottweiler or doberman...
"Excuse me... sir." He forced out at last, standing straight and pulling down his vest to tidy his appearance as best he could, as if the man hadn't clear as day seen him huffing and puffing up the street with the way his eyebrow went up past the rims of those dark-as-night sunglasses.
"Anything you like, angel." The man replied, leaning his hip into the creat- the dog as his side– Aziraphale noticed the dog leaned back and nudged the man's free hand sloppily until it rest on the dog's head, very delicately petting its face and head. The slightest tremor Aziraphale'd not noticed before stopped the moment the dog did so. He was so fascinated by the interaction he'd almost not realized what the man himself had said.
"I- wh- you-" At that moment, Chiffon chose that point to wag her traitor little tail and bark right in the man's face, making his easy grin (which Aziraphale secretly quite liked the look of) freeze a little. But then the man stiffly held out the small, fluffy dog to Aziraphale and his smile returned to normal in the blink of an eye, so it was almost like he'd imagined it.
"Cupcake's yours, right?" He grinned wider and kneeled down to throw a lazy arm around the beast beside him as if they were the best mates in the world. "She's been popping up in my shop down the street, you know, took a liking to Baskerville over here somehow."
Aziraphale quickly took Chiffon back into his arms and curled her into the biggest hug right up against his neck so he could half-bury his face in her little lion's mane ruff. "Yes, thank- thank you so much, I was so worried!"
The man's smile widened again and he braced a hand on one knee to leverage himself up, and the dog- Baskerville (what a delightful name, Aziraphale was far too charmed already by this mysterious man dressed all in black with a welcoming smile and a voice like melted chocolate even before he found out his naming sense was on point) stood very close and very still as if he were bracing for the man as well in the maneuver.
"My name's Crowley," he said, and produced a simple little business card out of nowhere between two of his fingers and handed it over to Aziraphale. His cheeks had the gall to blush about it, he would have words with them later about embarrassing him in front of fine gentlemen and their gentle beasts of dogs. "You can find me in the café down the street's called Edine." Except when he said it, it sounded a lot like Eden...
" 'S dog-friendly, of course. We make dog-safe foods and drink too, if you'd like to bring Cupcake." Crowley continued, rambling a little now, one of his hands came up to gesticulate and his voice wavered a little on the last line. Baskerville flopped Crowley's hand onto his head again, and Crowley took a deep, subtle breath, smiling again. "This guy's the mascot, helps takes orders, though he sleeps on the job plenty. Awful employee really."
"I'm sure." Aziraphale smiled gently, eyes sparkling. "I'm Aziraphale, Aziraphale Fell. I run the bookstore down that-a-ways... and this is Chiffon." Aziraphale bounced his arms and Chiffon panted happily with a doggy grin for good measure. "We'd love to come by. How late are you open 'till?"
"I dunno, how late're you gonna come?" Crowley practically tripped over his words and Aziraphale laughed at himself for thinking he was suave and mysterious rather than delightfully adorable and entirely too endearing for Aziraphale's own good, oh he could already feel that weightless feeling at the bottom of his stomach, like he'd just stepped off the edge of a cloud and he was 0.5 seconds from free fall.
"Is 7 alright?"
"7's great." Crowley grinned, toothy and with an endearing little snaggle-tooth right at the edge of it that caught his lip just right so it looked a bit like a fang. Oh, there it was. That pesky free fall. He was utterly charmed.
#Good Omens#Good Omens Crowley#Aziraphale#Dogs AU#Crowley has a service dog#he's a Cane Corso#no one at me about this I'm not gonna talk about mastiff-type breed's abilities to train as service dogs#Aziraphale has a dog#A Tibetan Spaniel named Chiffon#Chiffon the Tibbie#Baskerville the Corso#Angel Cupcakes AU#Crowley owns a bakery#also don't at me about dogs and food safety he doesn't go into the kitchen or food prep#don't test me on this#human au#If you yourself have experience with these kinds of service animals#you can DM me about this if I've gotten anything glaringly off#as it's based on close interactions with and love of rather than having my own service dog#my writing
23 notes
·
View notes
Text
Chef WK, lead charcuterie specialist in Alberta Canada
Table of contents
1. Control Program Requirements for Fermented Meat Products
2. Facility and Equipment Requirements
3. Starter Culture
4. Chemical Acidification
5. Water Activity Critical Limits
6. Time and Temperature for Fermented Products
7. Fermentation Done at a Constant Temperature
8. Examples of Degree-hours at constant room temperatures
9. Fermentation Done at Different Temperatures
10. Fermentation done at Different temperatures
11. What happens if fermentation fails to hit critical limit?
12. E. coli and Salmonella Control in Fermented Sausages
13. Options for E. coli validation
14. Option1; Heating
15. Option 2; pH, heating, holding, diameter
16. Safety and consistency
Control Program Requirements for Fermented Meat Products
The producer must have a program in place to assess the incoming product. This program should outline specifications for the incoming ingredients. This may include criteria including receiving temperature, farm/ supplier, lot code or packed on date, species/cut etc.
2. Facility and Equipment Requirements
Equipment used in the fermentation process must be included in the operator's prerequisite control programs. These must include the following elements:
Temperature in the fermentation, drying and smoking chambers must be uniform and controlled to prevent any fluctuation that could impact on the safety of the final product.
Fermentation, drying and smoking chambers must be equipped with a shatter resistant indicating thermometer, (or equivalent), with graduations of 1°C or less. If mercury thermometers are used, their mercury columns must be free from separations. All thermometers must be located such that they can be easily read.
Fermentation and smoking chambers must be equipped with a recording thermometer for determining degree-hours calculations in a reliable manner. Recording thermometers are also preferable in drying and aging rooms but, in these rooms, it may be sufficient to read and record the temperatures 2 times a day.
Drying and aging rooms must be equipped with humidity recorders in order to prevent uncontrolled fluctuations of the relative humidity. The only alternative to an automatic humidity recorder in these rooms would be for the company to manually monitor and record ambient humidity twice a day (morning and afternoon) every day with a properly calibrated portable humidity recorder.
For routine monitoring, accurate measurement electronic pH meters (± 0.05 units) should be employed. It is important that the manufacturer's instructions for use, maintenance and calibration of the instrument as well as recommended sample preparation and testing be followed.
When the aw of a product is a critical limit set out in the HACCP plan for a meat product, accurate measurement devices must be employed. It is important that the manufacturer's instructions for use, maintenance and calibration of the instrument be followed.
3. Starter Culture
The operator must use a CFIA approved starter culture. This includes Freeze-dried commercially available culture as well as back-slopping (use of previously successful fermented meat used to inoculate a new batch). When performing back-slopping, the operator must have a control program in place to prevent the transmission of pathogens from when using the inoculum from a previous batch to initiate the fermentation process of a new batch. These must include:
The storage temperature must be maintained at 4°C or less and a pH of 5.3 or less.
Samples for microbiological analysis must be taken to ensure that the process is in line with the specifications.
The frequency of sampling is to be adjusted according to compliance to specifications.
Any batch of inoculum which has a pH greater than 5.3 must be analysed to detect at least Staphylococcus aureus. Only upon satisfactory results will this inoculum be permitted for use in back slopping.
This can be an expensive and a time exhaustive process and is generally avoided due to food safety concerns. AHS does not allow back-slopping.
[Chef WK was in communication with the U of A to get his method, a starter mix, studied.]
4. Chemical Acidification
If product is chemically acidified by addition of citric acid, glucono-delta-lactone or another chemical agent approved for this purpose, controls must be in place and records kept to ensure that a pH of 5.3 or lower is achieved by the end of the fermentation process. These acids are encapsulated in different coatings that melt at specific temperatures, which then release the powdered acids into the meat batter and directly chemically acidulate the protein.
Summer sausage is a very common chemically acidified product. The flavor profile tends to be monotone and lacking depth.
5. Water Activity Critical Limits
The aw may be reduced by adding solutes (salt, sugar) or removing moisture.
Approximate minimum levels of aw (if considered alone) for the growth of:
molds: 0.61 to 0.96
yeasts: 0.62 to 0.90
bacteria: 0.86 to 0.97
Clostridium botulinum: 0.95 to 0.97
Clostridium perfringens: 0.95
Enterobacteriaceae: 0.94 to 0.97
Pseudomonas fluorescens: 0.97
Salmonella: 0.92 - 0.95
Staphylococcus aureus: 0.86
parasites: Trichinella spiralis will survive at an aw of 0.93 but is destroyed at an aw of 0.85 or less.
The above levels are based on the absence of other inhibitory effects such as nitrite, competitive growth, sub-optimum temperatures, etc., which may be present in meat products. In normal conditions, Staphylococcus aureus enterotoxins are not produced below aw 0.86, although in vacuum packed products this is unlikely below aw 0.89.
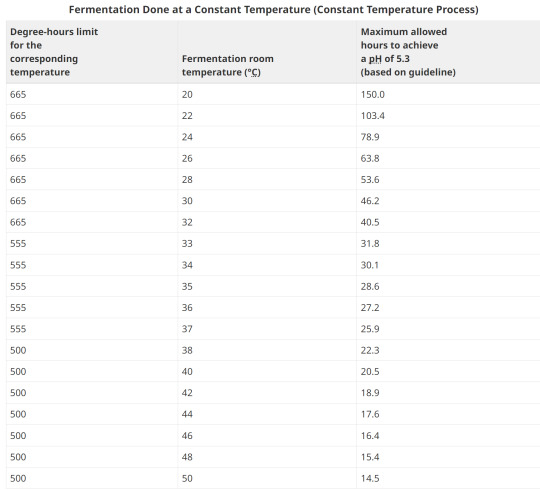
6. Time and Temperature for Fermented Products
Certain strains of the bacteria Staphylococcus aureus are capable of producing a highly heat stable toxin that causes illness in humans. Above a critical temperature of 15.6°C, Staphylococcus aureus multiplication and toxin production can take place. Once a pH of 5.3 is reached, Staphylococcus aureus multiplication and toxin production are stopped.
Degree-hours are the product of time as measured in hours at a particular temperature multiplied by the "degrees" measured in excess of 15.6°C (the critical temperature for growth of Staphylococcus aureus). Degree-hours are calculated for each temperature used in the process. The limitation of the number of degree-hours depends upon the highest temperature in the fermentation process prior to the time that a pH of 5.3 or less is attained.
The operator is encouraged to measure temperatures at the surface of the product. Where this is not possible, the operator should utilize fermentation room temperatures. The degree hour calculations are based on fermentation room temperatures. Temperature and humidity should be uniform throughout the fermentation room.
A process can be judged as acceptable provided the product consistently reaches a pH of 5.3 using:
fewer than 665 degree-hours when the highest fermentation temperature is less than 33°C;
fewer than 555 degree-hours when the highest fermentation temperature is between 33° and 37°C; and
fewer than 500 degree-hours when the highest fermentation temperature is greater than 37°C.
This means that as the temperature increases, the amount of time that you have available to reach 5.3 or under is shorter. The warmer the temperature, the sharper the log growth phase of bacteria, which equates to more overshoot in lactic acid production, faster.
8. Examples of Degree-hours at constant room temperatures
Example 1:
Fermentation room temperature is a constant 26°C. It takes 55 hours for the pH to reach 5.3.
Degrees above 15.6°C: 26°C - 15.6°C = 10.4°C Hours to reach pH of 5.3: 55 Degree-hours calculation: (10.4°C) x (55) = 572 degree-hours
The corresponding degree-hours limit (less than 33°C) is 665 degree-hours.
Conclusion: Example 1 meets the guideline because its degree-hours are less than the limit.
Example 2:
Fermentation room temperature is a constant 35°C. It takes 40 hours for the pH to reach 5.3.
Degrees above 15.6°C: 35°C - 15.6°C = 19.4°C Hours to reach pH of 5.3: 40 Degree-hours calculation: (19.4°C) x (40) = 776 degree-hours
The corresponding degree-hours limit (between 33 and 37°C) is 555 degree-hours.
Conclusion: Example 2 does not meet the guideline because its degree-hours exceed the limit
9. Fermentation Done at Different Temperatures
When the fermentation takes place at various temperatures, each temperature step in the process is analyzed for the number of degree-hours it contributes. The degree-hours limit for the entire fermentation process is based on the highest temperature reached during fermentation.
Example 1:
It takes 35 hours for product to reach a pH of 5.3 or less. Fermentation room temperature is 24°C for the first 10 hours, 30°C for second 10 hours and 35°C for the final 15 hours.
Step 1
Degrees above 15.6°C: 24°C - 15.6°C = 8.4°C Hours to reach pH of 5.3: 10 Degree-hours calculation: (8.4°C) x (10) = 84 degree-hours
Step 2
Degrees above 15.6°C: 30°C - 15.6°C = 14.4°C Hours to reach pH of 5.3: 10 Degree-hours calculation: (14.4°C) x (10) = 144 degree-hours
Step 3
Degrees above 15.6°C: 35°C - 15.6°C = 19.4°C Hours to reach pH of 5.3: 15 Degree-hours calculation: (19.4°C) x (15) = 291 degree-hours
Degree-hours calculation for the entire fermentation process = 84 + 144 + 291 = 519
The highest temperature reached = 35°C
The corresponding degree-hour limit = 555 (between 33°C and 37°C)Conclusion: Example 1 meets the guideline because its degree-hours are less than the limit.
10. Fermentation done at Different temperatures
Example 2:
It takes 38 hours for product to reach a pH of 5.3 or less. Fermentation room temperature is 24°C for the first 10 hours, 30°C for the second 10 hours and 37°C for the final 18 hours.
Step 1
Degrees above 15.6°C: 24°C - 15.6°C = 8.4°C Hours to reach pH of 5.3: 10 Degree-hours calculation: (8.4°C) x (10) = 84 degree-hours
Step 2
Degrees above 15.6°C: 30°C - 15.6°C = 14.4°C Hours to reach pH of 5.3: 10 Degree-hours calculation: (14.4°C) x (10) = 144 degree-hours
Step 3
Degrees above 15.6°C: 37°C - 15.6°C = 21.4°C Hours to reach pH of 5.3: 18 Degree-hours calculation: (21.4°C) x (18) = 385.2 degree-hours
Degree-hours calculation for the entire fermentation process = 84 + 144 + 385.2 = 613.2
The highest temperature reached = 37°C
The corresponding degree-hour limit = 555 (between 33°C and 37°C)
Conclusion: Example 2 does not meet the guidelines because its degree-hours exceed the limit.
11. What happens if fermentation fails to hit critical limit?
What happens if the batch takes longer than degree-hours allows? For restaurant level production, it's always safer to discard the product. The toxin that Staph. Aureus produces is heat stable and cannot be cooked to deactivate. In large facilities that produce substantial batches, the operator must notify the CFIA of each case where degree-hours limits have been exceeded. Such lots must be held and samples of product submitted for microbiological laboratory examination after the drying period has been completed. Analyses should be done for Staphylococcus aureus and its enterotoxin, and for principal pathogens, such as E. coli O157:H7, Salmonella, and Clostridium botulinum and Listeria monocytogenes.
If the bacteriological evaluation proves that there are fewer than 104 Staphylococcus aureus per gram and that no enterotoxin or other pathogens are detected, then the product may be sold provided that it is labelled as requiring refrigeration.
In the case of a Staphylococcus aureus level higher than 104 per gram with no enterotoxin present the product may be used in the production of a cooked product but only if the heating process achieves full lethality applicable to the meat product.
In the case where Staphylococcus aureus enterotoxin is detected in the product the product must be destroyed.
12. E. coli and Salmonella Control in Fermented Sausages
Business' that manufacture fermented sausages are required to control for verotoxinogenic E. coli including E. coli O157:H7 and Salmonella when they make this type of product. This includes:
establishments which use beef as an ingredient in a dry or semi-dry fermented meat sausage;
establishments which store or handle uncooked beef on site;
Establishments which do not use beef and do not obtain meat ingredients from establishments which handle beef are not currently required to use one of the five options for the control of E. coli O157:H7 in dry/semi-dry fermented sausages.
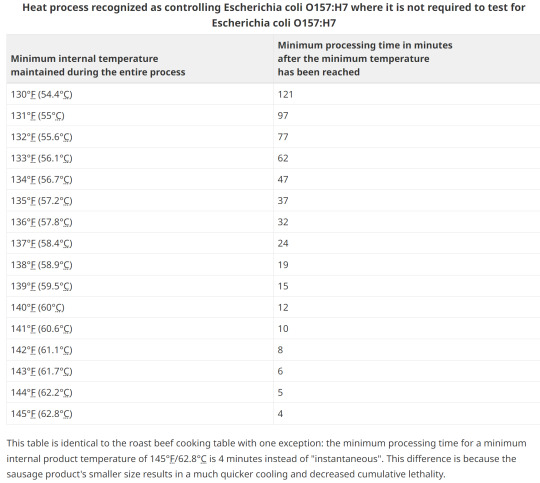
Any processed RTE product containing beef or processed in a facility that also processed beef, must be subjected to a heat treatment step to control E. coli O157:H7. Heating to an internal temperature of 71°C for 15 seconds or other treatment to achieve a 5D reduction is necessary. This is a CFIA requirement and is not negotiable.
Uncooked air dried products produced as RTE, must meet shelf stable requirements as detailed for Fermented-Dry products.
13. Options for E. coli validation
Without lab testing, the two main methods of validation are with heat treating by either low temp and a long duration, or various hotter processing temperatures for a shorter timeframe.
A challenge study to validate a process can take 1 year and over $100,000!
14. Option1; Heating
15. Option 2; pH, heating, holding, diameter
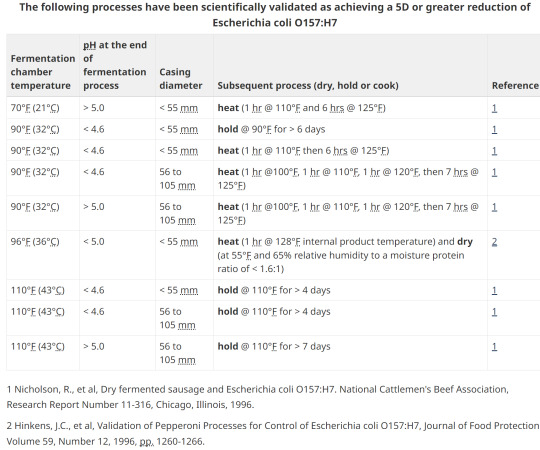
16. Safety and consistency
The aw and pH values are critical in the control of pathogens as well as to ensure shelf-stability in all semi-dry and dry fermented meat products. Each batch must be tested for aw and/or pH in order to verify that the critical limits are met.
Although aw measurement is mandatory only for shelf stable products, it is strongly recommended that the producer determine the aw values achieved for each product type they manufacture and for each product. Once this has been established, frequent regular checks should be made to ensure consistency. In the U.S., they rely on moisture to protein ratio and have set targets. This lab-tested value is a direct correlation of the % water to % meat protein and not aw. This gives more consistency to common names. For example, to legally call a product "jerky" it must have a MPR of 0.75:1 or lower. Remember your ABCs:
Always be compliant.
-AND-
Documentation or it didn't happen.
(tags)
Charcuterie,Fermented Meat,Food Safety,Starter Culture,Chemical Acidification,Water Activity,Fermentation Process,Degree-Hours Method,Foodborne Pathogens,Meat Processing Guidelines,Chef WK Alberta Canada,Food Industry Standards,pH Critical Limits,Thermal Processing,Food Preservation,Food Microbiology,Sausage Fermentation,Charcuterie Expertise,Fermented Meats ,Food Safety Standards,Food Processing Guidelines,Starter Cultures,Chemical Acidification,Water Activity (a_w),Critical Limits,Degree-Hours Method,Foodborne Pathogens,Meat Processing Equipment,Processing Facility Requirements,Hazard Analysis and Critical Control Points (HACCP),Food Preservation Techniques,Temperature Control,Pathogen Reduction,Food Industry Compliance,Documentation Practices,Heat Treatment,pH Control,Food Stability,Consistency in Production,Microbial Testing,Real-time Monitoring,Process Validation,Regulatory Requirements,Verotoxigenic E. coli,Lethality Standards,Product Labelling,Spoilage Prevention,Enterotoxin Detection,Shelf-Stable Products,Moisture to Protein Ratio (MPR)
#Charcuterie#Fermented Meat#Food Safety#Starter Culture#Chemical Acidification#Water Activity#Fermentation Process#Degree-Hours#Meat Processing Guidelines#Thermal Processing#Food Preservation#Food Microbiology#Sausage Fermentation#Starter Cultures#Critical Limits#Meat Processing#Food Preservation Techniques#Temperature Control#Pathogen Reduction#Food Industry#Heat Treatment#pH Control#Food Stability#Microbial Testing#Real-time Monitoring#Process Validation#Spoilage Prevention#Enterotoxin Detection#Shelf-Stable Products#Moisture to Protein Ratio (MPR)
2 notes
·
View notes
Text
The European Food Safety Authority (EFSA) has unveiled an online platform for modeling and predicting the toxicity of chemicals in food as a pioneering alternative to animal testing. Animal protection groups welcome TKPlate and urge the industry to adopt the open-access software immediately to alleviate animal suffering. Historically, safety assessments of chemicals in food and feed have relied on evidence from animal experiments. But, society and scientists are increasingly questioning this practice for ethical and scientific reasons.
Now, alternative tools to generate more representative information about toxicokinetics (how the body manages chemicals) and toxicity/toxicodynamics (what chemicals do to the body) are gaining momentum.
TKPlate was developed by EFSA and several European research organizations. The project was led by two senior EFSA scientists — toxicologist Jean-Lou Dorne and statistician and modeler Jose Cortiñas Abrahantes.“As far as we are aware, this platform is unique in the food and feed safety area,” says Dorne.Meanwhile, Cruelty Free International’s director of science and regulatory affairs, Dr. Emma Grange, tells Food Ingredients First the charity is encouraged by developments like TKPlate.
“Such models are a valuable resource in the progression to animal-free evaluation of chemicals, from substances found in food to potentially any type of chemical,” she says.
“It is essential that non-animal approaches such as this gain acceptance across all regulatory frameworks to provide a future where chemicals are managed in a more ethical and reliable way, based on data which better protects human health and the environment.”
3 notes
·
View notes
Text
Enhancing Food Safety: The Role of Food Testing Laboratory by EKO Testing Labs
Food testing laboratories play a critical role in ensuring the safety and quality of our food supply. By conducting rigorous testing and analysis, laboratories like EKO Testing Labs help identify potential hazards, mitigate risks, and prevent foodborne illnesses. With their expertise, technology, and commitment to excellence, food testing laboratories are essential partners in protecting public health and promoting food safety across the globe.
#Food Testing Laboratory#Food safety testing#Food quality analysis#Microbiological testing#Food allergen testing#Food microbiology laboratory
0 notes
Link
#pioneering marketdigits consulting and advisory private limited#food safety testing market#food safety testing trends#food safety testing share#food safety testing dynamics
0 notes
Link
0 notes
Text
Challenges and Opportunities in the Latin America Molecular Methods Market for Food Safety Testing
The Latin America molecular methods market for food safety testing size is expected to reach USD 191.8 million by 2030, registering a CAGR of 3.8% from 2025 to 2030, according to a new report by Grand View Research, Inc. The growth of the market is attributed to improvement in safety regulations of edibles, the introduction of automation in food testing protocols, the growing burden of food-borne illness, and a rise in demand for ultra-processed, packaged, and organic food products.
The government authorities are continuously strengthening their surveillance and detection methods to monitor the supply chain of edibles. This minimizes the contamination risks and increases the demand for food safety testing solutions, which, in turn, drives the market. Several agencies, laws and regulations; such as Pan American Health Organization (PAHO), Food and Agricultural Import Regulations and Standards, Regulation and Control of Food, and others; are present to regulate the food safety testing industry as well as govern the interstate and international food trade.
Many countries in the Latin America region are also undertaking efforts to align their regulatory framework with the requirement of the World Trade Organization (WTO), Sanitary and Phytosanitary (SPS) measures, and Technical Barriers to Trade agreements. In addition, these nations are actively seeking to facilitate mechanisms, such as the use of equivalence agreements for sanitary registration.
Moreover, universities and institutes, such as the National University of San Marcos, provide courses and training on food microbiology, hygiene, and safety of edibles. These factors are anticipated to build the capacity pertaining to safety of edibles and risk analysis and consequently strengthen the laboratory networks in Latin America.
Request Free Sample PDF of Latin America Molecular Methods Market For Food Safety Testing Size, Share & Trends Analysis Report
Latin America Molecular Methods Market For Food Safety Testing Report Highlights
• Based on technology, the Polymerase Chain Reaction (PCR) segment accounted for the largest market revenue share in 2024. Initiatives to enhance food safety and regional cooperation drive the adoption of PCR technology for efficient and accurate food safety testing across the region.
• Based on product, The reagents and consumables segment dominated the market and accounted for a share of 49.4% in 2024. The need for advanced diagnostic solutions to detect and prevent foodborne diseases, including those transmitted by vectors, drives demand for molecular testing tools in the region
• The instrument segment is expected to grow at the fastest CAGR of 4.2% over the forecast period. The increasing demand for rapid, accurate, and reliable testing solutions is driven by the need to ensure food safety and meet strict regulatory standards.
• The Brazil molecular methods market for food safety testing dominated the Latin America market with a share of 38.0% in 2024 due to the growing need for efficient and cost-effective regulatory frameworks to ensure biosafety in the agriculture sector, driven by the adoption of innovative genome-editing technologies.
• Key players have expanded their presence in the Latin American region to enhance their presence. For instance, in January 2020, Eurofins Scientific established its third field station in Brazil in Cambé, Paraná. The center has a team of agronomists that are engaged in conducting a wide variety of trials, such as efficacy, ecotoxicology, residue, and GMO studies to analyze crops including wheat, soybean, potato, corn, vegetables, coffee, and tomato
Latin America Molecular Methods Market For Food Safety Testing Segmentation
Grand View Research has segmented the Latin America molecular methods market for food safety testing on the basis of on product, technology, and region
Latin America Molecular Methods Market For Food Safety Testing Product Outlook (Revenue, USD Million, 2018 - 2030)
• Instrument
• Reagents & Consumables
• Services
Latin America Molecular Methods Market For Food Safety Testing Technology Outlook (Revenue, USD Million, 2018 - 2030)
• PCR
• Immunoassay
• Biosensors
• Microarray
• Others
Latin America Molecular Methods Market For Food Safety Testing Regional Outlook (Revenue, USD Million, 2018 - 2030)
• Latin America
o Brazil
o Argentina
o Chile
o Colombia
o Peru
o Ecuador
o Dominican Republic
o Guatemala
o Cuba
o Panama
o Venezuela
o Costa Rica
o Uruguay
List of Key Players in the Latin America Molecular Methods Market For Food Safety Testing
• QIAGEN
• Eurofins Scientific
• 3M
• Bio-Rad Laboratories, Inc.
• Société Générale de Surveillance SA. (SGS)
• BIOMÉRIEUX
• NEOGEN Corporation
• Hygiena LLC
• Seegene Inc.
• Thermo Fisher Scientific Inc.
Order a free sample PDF of the Latin America Molecular Methods Market for Food Safety Testing Intelligence Study, published by Grand View Research.
#Latin America Molecular Methods Market for Food Safety Testing#Latin America Molecular Methods Market for Food Safety Testing Size#Latin America Molecular Methods Market for Food Safety Testing Share#Latin America Molecular Methods Market for Food Safety Testing Analysis#Latin America Molecular Methods Market for Food Safety Testing Growth
0 notes
Text
Food Safety Testing Market Growth Trends & Future Outlook (2024-2033)
Food Safety Testing Market Size As of 2024, the global food safety testing market is valued at approximately USD 24.92 billion and is projected to reach USD 48.27 billion by 2033, growing at a compound annual growth rate (CAGR) of 7.62% during the forecast period from 2024 to 2033. This market plays a critical role in ensuring the quality and safety of food products by detecting and eliminating…

View On WordPress
0 notes
Text
I would normally never do this and I normally avoid all political posting, but the FDA has had to stop a lot of food testing due to staff cuts currently planned at least until September 30th.
This is very dangerous for certain foods and if you live in the United States, I highly recommend that you keep track of this list: https://www.fda.gov/food/food-safety-modernization-act-fsma/food-traceability-list
That is a (not fully comprehensive but useful) list of the high-risk foods for contamination and sickness that could result in serious harm or death. The broad strokes are cheeses, but especially soft cheeses, raw/fresh vegetables, pre-sliced fruit packages, ready to eat salads, chicken eggs, milk (bird flu), anything fermented like melons, and pet food, among others.
This is likely not a comprehensive list, so be sure to look things up yourself as well.
If you buy vegetables and plan to eat them, it is best to cook them to a safe temperature and wash their outsides well with water and light scrubbing instead of eating them raw.
Make sure that the individual foods that you buy often are safe to eat or at risk, and adjust accordingly. This is a fundamental necessity that everyone here will need to follow. Testing is reduced or gone, and reporting on outbreaks will also likely be reduced or banned outright as well.
All you can do is stay safe, use your masks in public again, and make sure that you are clean as well as your food.
Attached below are more tips for vegetables, meat safety should be the same, just be more vigilant.
I love you all and don't want any of you hurt. Let's all support each other, thank you.

13K notes
·
View notes
Text
Why Food Testing is Essential for Consumer Safety

Food safety is a critical concern in today's fast-paced world, where food products are manufactured, processed, and distributed on a large scale. Contaminated or adulterated food can pose severe health risks, leading to foodborne illnesses and long-term health complications. This is why ensuring food quality and safety through proper testing is essential. If you are looking for a food safety testing lab in Mumbai, it is crucial to choose a reliable facility that guarantees accurate and reliable results.
Understanding Food Testing and Its Importance
Food testing involves analyzing food samples to detect contaminants, adulterants, and pathogens that could be harmful to human health. It ensures that food products meet regulatory standards and are safe for consumption.
Food testing helps in:
Detecting Contaminants: Harmful bacteria, viruses, pesticides, and heavy metals can contaminate food at different stages of production. Proper testing helps identify these contaminants before the food reaches consumers.
Ensuring Compliance: Food regulatory bodies, such as FSSAI in India, have strict guidelines that food manufacturers must follow. Food testing labs help businesses comply with these regulations, avoiding legal consequences and ensuring consumer trust.
Preventing Foodborne Diseases: Contaminated food is a leading cause of illnesses such as food poisoning, diarrhea, and infections. Regular food testing minimizes the risk of outbreaks by ensuring that only safe food reaches the market.
Detecting Adulteration: Many food products, especially dairy, spices, and beverages, are prone to adulteration. Food testing labs in Mumbai use advanced methods to detect harmful additives and preservatives that may be present.
Common Contaminants Found in Food
Food contamination can occur at various stages, including production, processing, packaging, and distribution. Some common contaminants include:
Microbiological Contaminants: Bacteria such as Salmonella, E. coli, and Listeria can cause severe foodborne illnesses.
Chemical Contaminants: Pesticide residues, heavy metals (lead, arsenic, mercury), and industrial chemicals can pose long-term health risks.
Physical Contaminants: Foreign objects such as plastic, glass, or metal fragments can accidentally enter food during processing.
Food Adulterants: Substances such as artificial colorants, synthetic preservatives, and low-quality substitutes can impact food safety and nutrition.
Role of Food Testing Labs in Consumer Safety
A food testing lab Mumbai plays a crucial role in ensuring food safety by providing scientific analysis and accurate reports. These labs are equipped with modern technology to conduct various tests, such as:
Microbial Testing: Identifying bacteria, viruses, and fungi present in food.
Chemical Analysis: Detecting pesticides, antibiotics, and heavy metals.
Nutritional Testing: Ensuring food labels correctly represent the nutritional content.
Shelf-Life Testing: Determining how long a product remains safe and effective.
Allergen Testing: Identifying potential allergens that could cause health risks to sensitive individuals.
Choosing the Right Food Testing Lab in Mumbai
For businesses and consumers alike, selecting a reputable food testing service is essential. Here are some key factors to consider when choosing a food testing lab in Mumbai:
Accreditation: Ensure the lab is certified by FSSAI, NABL, or other regulatory bodies.
Technology & Equipment: Advanced testing methods and high-tech equipment improve accuracy.
Expertise & Experience: A lab with experienced professionals ensures reliable results.
Comprehensive Services: Choose a lab that offers a wide range of testing services to meet different needs.
Conclusion
Food safety is a shared responsibility between manufacturers, regulators, and consumers. By relying on a food safety testing lab in Mumbai, businesses can ensure they provide safe and high-quality food products. Regular food testing not only prevents health risks but also enhances consumer confidence in the food industry. Whether you are a manufacturer, distributor, or consumer, prioritizing food testing is the key to ensuring a healthier future.
0 notes