#сварные конструкции
Explore tagged Tumblr posts
Visit Tumblr Blog
Explore Tumblr blogs with no restrictions, modern design and the best experience.
Last Seen Tumblr Blogs





Fun Fact
There were a total of 171.5 billion posts on Tumblr in 2019.
Text
🏗️ Изготовление и поставка продукции судового оборудования
🌊 Завод "Биврёст" - надежный партнер в производстве и продаже оборудования для судов и причалов. Мы создаем качественные металлоконструкции и судовое оборудование для различных отраслей, соответствующее стандартам ГОСТ, ОСТ, DIN, EN.
🔧 Наша продукция включает: Детали приводов судовой арматуры Сварные металлические конструкции Палубное оборудование Судовой такелаж Арматуру вентиляции Изделия из нержавеющей стали
💼 Основные направления деятельности: ✔️ Изготовление металлоконструкций по типовым и индивидуальным проектам ✔️ Производство палубных механизмов и дельных вещей ✔️ Материально-техническое снабжение судостроительных и судоремонтных предприятий ✔️ Контроль сборки и окраски металлоконструкций
🎯 Почему выбирают нас: Высокое качество продукции Гибкие условия сотрудничества (скидки, отсрочка платежей) Строгий контроль на всех этапах производства Индивидуальный подход к каждому заказу
🚢 География поставок: Наша продукция доступна в крупнейших портовых городах России, включая Севастополь, Санкт-Петербург, Мурманск и Новороссийск. Доставка осуществляется любой транспортной компанией или с нашего склада.
Подробнее: https://zavod-bivrest.ru/

#СудовоеОборудование#ПроизводствоМеталлоконструкций#ЗаводБиврёст#Судостроение#ОборудованиеДляСудов#ПалубноеОборудование#СудовойТакелаж#ВентиляционнаяАрматура#Металлоконструкции#КачествоГОСТ#СудостроительныеМатериалы#НадежныйПоставщик
0 notes
Text
🏗️ Изготовление и поставка продукции судового оборудования
🌊 Завод "Биврёст" - надежный партнер в производстве и продаже оборудования для судов и причалов. Мы создаем качественные металлоконструкции и судовое оборудование для различных отраслей, соответствующее стандартам ГОСТ, ОСТ, DIN, EN.
🔧 Наша продукция включает: Детали приводов судовой арматуры Сварные металлические конструкции Палубное оборудование Судовой такелаж Арматуру вентиляции Изделия из нержавеющей стали
💼 Основные направления деятельности: ✔️ Изготовление металлоконструкций по типовым и индивидуальным проектам ✔️ Производство палубных механизмов и дельных вещей ✔️ Материально-техническое снабжение судостроительных и судоремонтных предприятий ✔️ Контроль сборки и окраски металлоконструкций
🎯 Почему выбирают нас: Высокое качество продукции Гибкие условия сотрудничества (скидки, отсрочка платежей) Строгий контроль на всех этапах производства Индивидуальный подход к каждому заказу
🚢 География поставок: Наша продукция доступна в крупнейших портовых городах России, включая Севастополь, Санкт-Петербург, Мурманск и Новороссийск. Доставка осуществляется любой транспортной компанией или с нашего склада.
Подробнее: https://zavod-bivrest.ru/

#СудовоеОборудование#ПроизводствоМеталлоконструкций#ЗаводБиврёст#Судостроение#ОборудованиеДляСудов#ПалубноеОборудование#СудовойТакелаж#ВентиляционнаяАрматура#Металлоконструкции#КачествоГОСТ#СудостроительныеМатериалы#НадежныйПоставщик
0 notes
Text
Погрузочно-разгрузочная платформа-робот грузоподъёмностью от 15 тн

Для того чтобы более детально представить принцип работы автоматических грузовых тележек (AGV), поставляемых в Россию и страны СНГ Suofu, рассмотрим на следующем примере - Погрузочно-разгрузочная платформа-робот грузоподъёмностью от 15 тн. Проект Robot Platform – это мощная роботизированная платформа, которая обладает функциями всенаправленного перемещения и синхронного домкрата, а также осуществляет перемещение и управление движением с помощью пульта дистанционного управления.
Погрузочно-разгрузочная платформа-робот грузоподъёмностью от 15 тн
Основные технические параметры Платформа-робот грузоподъёмностью от 15 тн. Основные технологии роботизированной платформы представлены в таблице 1 ниже. № п/п Наименование Параметры конструкции 1 Габаритные размеры 4200mm(L)×1700mm(W)×670mm(H) 2 Общая масса автомобиля ≤6000 кг 3 Дорожный просвет 80 мм 4 Ход подъема Подъем платформы: 200 мм 5 Скорость подъема ≤100мм/мин 6 Номинальная подъемная масса 15000кг 7 Точность позиционирования при подъеме ±3 мм 8 Возможность маневрирования Всенаправленное движение 9 Режим управления Режим дистанционного управления 10 Скорость нагрузки 0~1 км/ч 11 Скорость движения вперед/назад без нагрузки 0~3 км/ч 12 Скорость движения без нагрузки 0~2 км/ч 13 Тормозной путь при аварийной остановке без груза (3 км/ч) ≤0.1m 14 Тормозной путь при аварийной остановке с полной нагрузкой (1 км/ч) ≤0.5m 15 Уровень шума при движении ≤75 дБ 16 Уровень шума при подъеме ≤85 дБ 17 Форма энергии Работает от литий-железо-фосфатной батареи 310V 70Ah, с управлением питанием и функцией отображения в реальном времени (показывает оставшийся заряд и время работы) 18 Масса зарядного устройства ≤52 кг 19 Размер зарядного устройства ≤890 мм (Д) x 510 мм (Ш) x 370 мм (��) https://youtu.be/i5zo1QsdbNs Состав платформы робота представлен в таблице 2 п/п Наименование Параметры Количество Проектировщик Примечание 1. Сборка шасси Сварные рамы / 1 комплект Cytech Technology Q355 Слой / Кол-во по требованию Cytech Technology Q235 2. Домкратный механизм Домкратные пластины ручной работы 4 шт Cytec Technology Q355 Подъемник SJA50-S-V1-200-FL-P2 4 набора Cytec Technology / Направляющий световой вал / 8 шт Cytech Technology / Медная втулка / 8 шт Cytech Technology / Фиксированный кронштейн направляющей подъемника / 4 набора Cytech Technology / 3. Система карданных валов / 2 комплекта Cytech Technology / 4. Передвижной зубчатый механизм Колесо 450R/450L 2/2 комплекта Cytech Technology / Модули подвески 3013 4 комплекта Cytech Technology / Системы ходовых осей MQDZ-1500 4 комплекта Cytech Technology / 5. Последующая зубчатая передача Колеса 450R/450L 2/2 шт Cytech Technology / Модули подвески 3013 4 шт Cytech Technology / Системы опорных осей MSDZ-1500 4 сета Cytech Technology / 6. Гидравлическая сборка BZZC-AC 1 шт Cytech Technology / 7. Электрическая сборка Сборка привода MQDQ-3000 6 комплектов Cytech Technology / Приводные блоки MQDX-12K 1 шт Cytech Technology / Встроенный блок управления MZKX-15MC 1 комплект Cytech Technology / Инвертор SPH7000-248 1 комплект Cytech Technology / Пульт дистанционного управления X12-00078EX Page 1 of 1 Tx 1 комплект Cytech Technology В комплект входит приемник дистанционного управления Батареи 310V70Ah 1 комплект Cytech Technology / 8. Модуль звуковой и световой сигнализации MSGB-3S 4 комплекта Cytech Technology
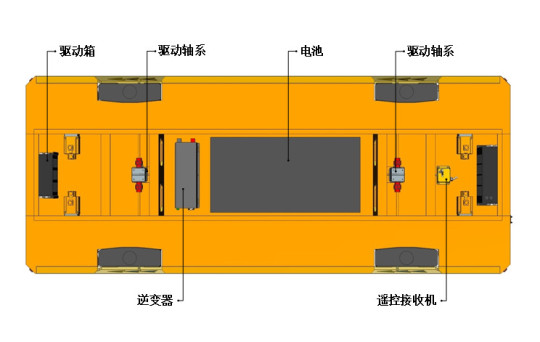
Принципиальный план устройства роботизированной платформы
Роботизированная платформа оснащена в общей сложности 4 комплектами подъемных механизмов для реализации функции подъема. Подъемник приводится в движение 2 комплектами из 1 опорного и 2 приводных валов. Номинальная нагрузка составляет 15000 кг, а ход домкрата - 200 мм. Каждый узел подъемных механизмов управляется 2 комплектами оптических валов с медными втулками, обеспечивающими боковое усилие не менее 30 кН. Роботизированная платформа оснащена 8 группами колес 450 мкНм, 4 группами ведущих и 4 группами пассивных колесных систем, которые обеспечивают полную направленность движения с помощью управления гребными колесами. Движение транспортного средства во всех направлениях осуществляется за счет управления колесами-манипуляторами. В экстренных ситуациях, таких как поломка, тормоз может быть разблокирован и использовано тяговое устройство для перетаскивания. Встроенный блок управления расположен на задней стороне платформы робота. Он является центром управления транспортным средством и состояние движения транспортного средства отображается на экране дисплея HMI. Пульт дистанционного управления оснащён терминалом для удобного ручного управления транспортным средством. Посредством него соответствующие инструкции отправляются на блок управления оборудованием для корректировки движения. Во всех четырех углах платформы установлены модули звуковой и световой сигнализации для отображения состояния роботизированной платформы. В случае возникновения опасной ситуации вы можете нажать любой из переключателей аварийной остановки транспортного средства в следствии чего сработает модуль звуковой и световой сигнализации, а транспортное средство остановится, чтобы обеспечить безопасность оборудования и персонала. Платформа робота состоит из шасси в сборе, подъемного механизма, системы приводных валов, системы шагающих колес, системы следящих колес, комплексного блока управления, блока привода, узла привода, модуля ��вуковой и световой сигнализации, антенны дистанционного управления, аккумулятора, инвертора, приемник дистанционного управления и т.д. Схема подключения показана на рисунке ниже.

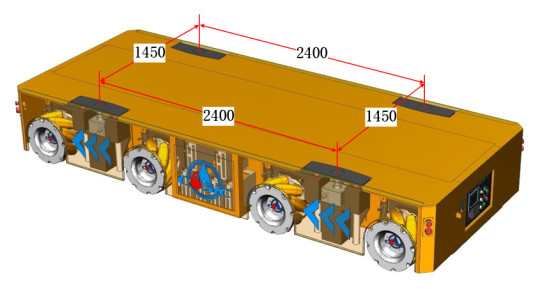
Схема расположения платформы робота
Размеры и основные интерфейсные параметры платформы робота показаны на рисунке ниже.

Размеры платформы робота Основные размеры интерфейса роботизированной платформы:
Сборка шасси Шасси в сборе состоит из сварной рамы и обшивки, как показано на рисунке ниже:
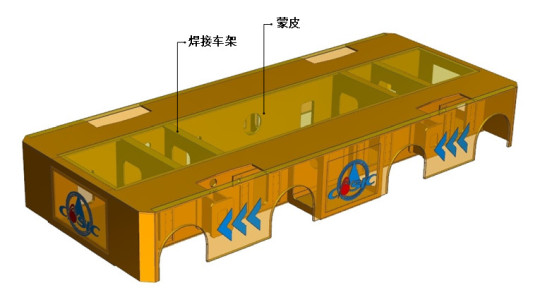
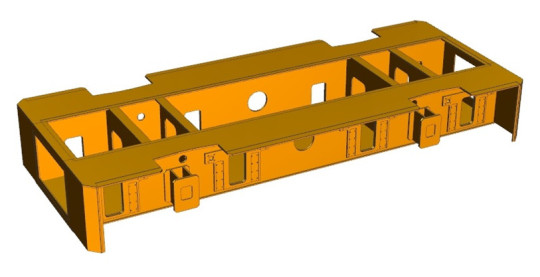
Сварная рама изготовлена из высокопрочной стальной пластины толщиной 12 мм q355 после сварки обладает характеристиками высокой жесткости и высокой точности. Сварная рама показана на рисунке ниже.
Обшивк�� изготовле��а из стального листа толщиной 2 мм 235, окрашенного специальной аэрозольной краской.

Подъёмный механизм и система приводных валов
Система приводных валов одновременно приводит в действие 2 комплекта домкратных механизмов для подъема и опускания, как показано ниже:
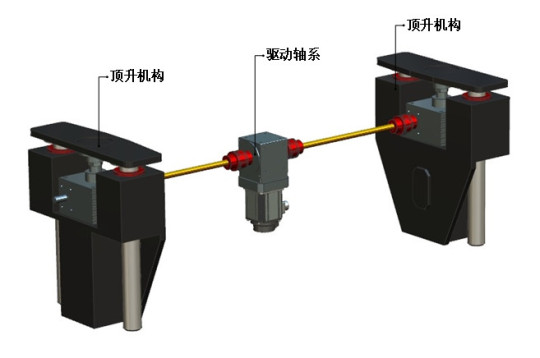
Система приводных валов состоит из серводвигателя, коллектора, муфты и соединительного вала, который обладает характеристиками высокоточной передачи:

Система приводных валов Механизм домкрата состоит из серводвигателя, коллектора, муфты и соединительного вала. Он обладает характеристиками высокоточной трансмиссии:

Принципиальная схема устройства домкратного механизма
Система шагающих колес
Система шагающих колес состоит из колес диаметром 450 мкм, первого и второго редукторов, серводвигателя и модуля подвески.
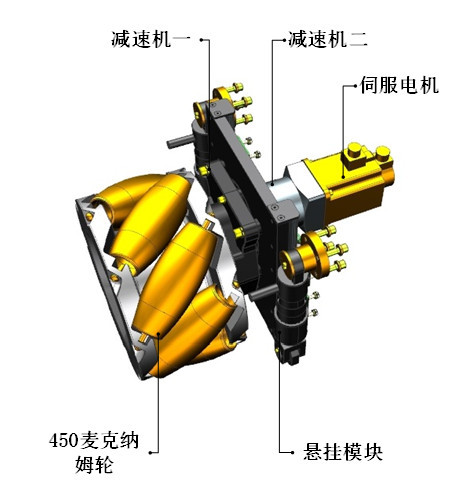
Схема системы шагающих колес Колесо 450 Платформа робота оснащена нашим запатентованным продуктом MCNW-450 для поддержки колес с обоих концов, диаметр колесной пары составляет 450 мм, а одно колесо имеет номинальную грузоподъемность не менее 3 тонн. Транспорт оснащен 8-колесным подшипником, а благодаря гидравлической подвеске номинальная грузоподъемность может достигать 24 тонн.

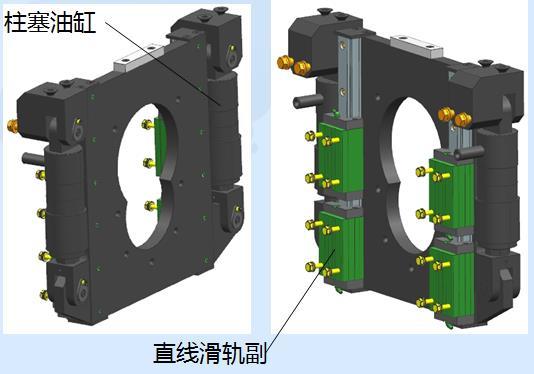
Подвесной модуль Модуль подвески оснащен двухплунжерным масляным цилиндром в качестве опоры баланса. Как показано на рисунке ниже, линейная направляющая используется для перемещения монтажной пластины колесной пары вверх и вниз, чтобы реализовать функцию независимой подвески каждого ведущего колеса всего мобильного транспортного средства. Опорным элементом всего комплекта гидравлической подвески является безвоздушная и жесткая опора, обеспечивающая устойчивость при движении. Направляющая рейка и ход цилиндра подвесного модуля обеспечивают подъем всего транспортного средства на 80 мм.
Система управления гидравлической балансировкой подвески последовательно соединена с датчиком давления масла на каждом наборе параллельных цилиндров для измерения состояния подшипников (опора и частичная нагрузка) колесной пары. При наличии перепада высот над поверхностью земли датчик давления масла отслеживает изменение давления масла, и группа регулирующих клапанов насосной станции осуществляет автоматическую подачу масла, а подвесной гидроцилиндр автоматически втягивается, чтобы адаптировать колесную пару к грунту. В каждом из узлов подвески, расположенных по четырем углам платформы робота, установлен датчик перемещения для измерения длины растяжения подвески, а сигнализация об утечке и превышении хода осуществляется с помощью логического управления каждым комплектом подвески, как показано на рисунке ниже. Действия гидравлической подвески в основном включают в себя два набора действий: подъем и опускание.

При подъеме используется гидравлическая насосная станция, которая подает масло под давлением, заставляя цилиндр подвески выдвигаться для достижения подъемного действия. При откидывании назад, благодаря группе регулирующих клапанов, гидравлическое масло возвращается из цилиндра в насосную станцию, втягивая подвесной цилиндр.

Принцип управления передвижением платформы робота Шасси роботизированной платформы может перемещаться во всех направлениях с помощью колесной пары Mcnum и управляется высокоточным редуктором и двигателем с инкрементным датчиком с точностью перемещения ±5 мм. Шасси роботизированной платформы содержит 4 комплекта колесных пар MCNUM. Как показано на рисунке, регулируя направление вращения каждой колесной пары, роботизированная платформа может перемещаться вперед и назад, влево и вправо, по диагонали, вращаться на месте, поворачиваться по четырем углам и двигаться вдоль четыре стороны и другие операции всенаправленного перемещения.

Принципиальная схема управления шагающей платформой робота
Электрическая часть
Электрическая часть роботизированной платформы в основном состоит из встроенного блока управления, блока привода, узла привода, инвертора, пульта дистанционного управления и аккумулятора, как показано в таблице конфигурации. п/п Наименование Кол-во Конфигурация модуля и типичные функции 1 Комплексный блок управления 1 1) Стандартизированный блок управления Heald для стереотипов; 2) Для синхронного управления каждым колесом используется высокоскоростной многоосный контроллер типа CAN-шины; 3) Оснащен различными функциями мониторинга, такими как защита от утечки и защита от короткого замыкания для всего транспортного средства. 2 Приводная коробка 1 1) Стандартные изделия в форме коробки IMC; 2) Распределение питания для всего автомобиля. 3 Привод в сборе 6 1) Стандартные коробки IMC для стереотипов; 2) Блок управления двигателем. 4 инвертор 1 1) Инвертирует напряжение аккумулятора и преобразует его в 220 В. 5 Дистанционное управление 1 1) Содержит беспроводной пульт дистанционного управления и проводную кнопку аварийной остановки; 2) Приемник с высокой степенью защиты; 3) С проводной и беспроводной функцией автоматического переключения. 6 Батарея 1 1) Литий-железо-фосфатный аккумулятор; Блок управления Основные компоненты управления роботизированной платформы размещены во встроенном блоке управления. Чтобы упростить конструкцию и снизить затраты в встроенном блоке управления используется комбинация разъемов и кабельных ��амков для вывода проводки вне блока. Чтобы улучшить электромагнитную совместимость, линия электропередачи и сигнальная линия прокладываются отдельно внутри коробки. Основной элемент управления использует 15MC. ПЛК поддерживает связь по шине CAN, обладает высокой степенью расширения и поддерживает многоосевое синхронное управление на основе связи по шине CAN, что позволяет реализовать требования к высокоточному управлению движением платформы робота.

Блок управления оснащен встроенными электрическими компонентами, такими как реле, модули питания и клеммные колодки, которые используются для подключения встроенного блока управления и привода в сборе. Приводной узел интегрируется с моторным приводом, подключает серводвигатель и управляет им для выполнения действий. Дистанционное управление Промышленный пульт дистанционного управления состоит из портативного передатчика и бортового приемника, которые используются для ручного дистанционного управления ходовой частью транспортного средства. Пульт дистанционного управления питается от аккумулятора и оснащен зарядным устройством, которое можно напрямую подключить к сети для зарядки аккумулятора, а полностью зарядить его можно за 4 часа. Если пульт дистанционного управления не питается от аккумулятора, его можно подключить к проводному пульту управления. Портативный пульт дистанционного управления имеет два режима работы - беспроводной и проводной. При использовании проводного режима беспроводной режим автоматически отключается. Пульт дистанционного управления позволяет управлять перемещением роботизированной платформы и подъемом поддона. Эти две функции взаимосвязаны и одновременно можно управлять только одним действием роботизированной платформы. Для хранения пульта дистанционного управления используется специально разработанный интерфейс. Конкретные функциональные параметры пульта дистанционного управления заключаются в следующем: - Расстояние дистанционного управления: около 60 метров - Рабочий диапазон частот: 433 МГц - Мощность передачи: менее 10 МВт - Время автономной работы: 10 часов - Уровень защиты: IP65 Условия окр��жающей среды: температура -20℃~+70℃, относительная влажность не превышает 95% (без конденсации) Схема расположения панельного переключателя пульта дистанционного управления показана на рисунке.
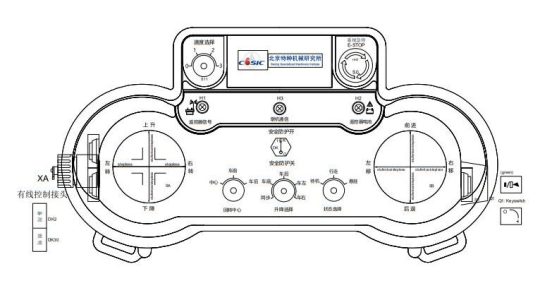
Расположение джойстиков и переключателей портативного пульта дистанционного управления и функционального назначения переключателя дистанционного управления представлено в таблице ниже. п/п Наименование Тип переключателя Состояние переключателя Конкретные функции 1 Правый переключатель Джойстик с двумя степенями свободы Вперед и назад Управление автомобилем вперед и назад Переключение влево и вправо Управление поворотом автомобиля влево/вправо 2 Переключатель питания Клавишный переключатель Вращение по часовой стрелке Включите питание блока управления Вращение против часовой стрелки Выключите питание блока управления 3 Выбор скорости Четырехпозиционный самоблокирующийся переключатель 0 Скорость 0 (самая медленная) 1 Скорость 1 2 Скорость 2 3 Скорость 3 (самая Read the full article
0 notes
Text

ПОДПОРНЫЕ СТЕНКИ ИЗ СВАРНЫХ ГАБИОНОВ используются при укреплении откосов и склонов, а также в качестве декоративных элементов в ландшафтном дизайне.
Сварные габионы отличаются от плетёных большей жёсткостью конструкции, и поэтому применяются преимущественно в гравитационных подпорных стенках высотой до 2м (НЕ применяются аналогично системе Террамеш из-за отсутствия ПВХ покрытия).
Применение таких стенок безопасно, так как кромка сварных панелей не содержит торчащих прутков проволоки, а грани габиона защищены жёсткими спиралями.
Также сварные габионы смотрятся гораздо эстетичнее плетёных.
#габионы #подпорнаястенка
1 note
·
View note
Text
Как правильно наносить краску Hammerite
Перед нанесением и в процессе работы краску необходимо тщательно перемешать. Температура воздуха и поверхности должна быть не менее +5 С° и не выше +30 С° при относительной влажности воздуха не выше 70%. Окрашивание можно проводить с помощью кисти, валика, краскопульта или безвоздушного распыления. Кистью рекомендуется окрашивать сварные конструкции , такие как садовые ограды, скамейки, решётки. Валиком или методом распыления – ровные поверхности большой площади: гаражи, металлические двери и т.п.
Кисть.
Для нанесения молотковой, гладкой глянцевой и полуматовой красок Hammerite (https://www.hammerite.ua/) рекомендуется использование качественной кисти из натуральной щетины. Так как краска Hammerite содержит органический растворитель, то при использовании кисти из синтетического материала возможно растворение ворса. На поверхность наноситься 2 слоя краски Hammerite толщиной не менее 100 мкм без наплывов. При температуре не ниже +5оС и не выше +30оС и нанесении кистью разбавление не требуется.
Нанесите на поверхность 2 слоя краски Hammerite требуемой толщины без наплывов. Если Вы хотите покрасить вертикальную поверхность, то для получения ровной и гладкой поверхности лучше нанести три тонких слоя краски, чем два толстых. Краска, нанесенная толстым слоем, может образовать потеки под собственным весом. Если необходимо, разбавьте краску с помощью Растворителя и очистителя Hammerite (1 часть растворителя на 9 частей краски). Начинайте окраску с углов и ребер на поверхности.
Валик.
Для нанесения краски Hammerite 3-в-1 “Прямо на ржавчину” рекомендуется использовать валик со средней длинной ворса (15-20мм), предназначенный для нанесения красок на органическом растворителе.
При нанесении валиком для первого слоя, при необходимости, разбавьте краску Растворителем и очистителем Hammerite в соотношении не более 1 части растворителя на 10 частей краски. Для следующего слоя разбавление не требуется. Однако при разбавлении стоит учесть, что из-за уменьшения толщины покрытия, возможно снижение защитных свойств краски, а также ухудшение декоративных свойств из-за образования пузырьков воздуха в пленке. Для того, чтобы ухудшения защитных свойств при разбавлении, нанесите дополнительный слой краски Hammerite.
Распыление.
При нанесении краскопультом или с помощью безвоздушного распыления разбавьте краску Hammerite 3-в-1 “Прямо на ржавчину” Растворителем и очистителем Hammerite в пропорции не более 1 части растворителя на 7 частей краски. Для безвоздушного распыления установите рекомендуемое рабочее давление 170 бар (168 атм), используйте диаметр сопла 0,38 мм, угол факела распыла 65°. Установите максимальную подачу воздуха и краски. Для требуемой толщины пленки нанесите 3-4 слоя. Недостатки – при нанесении пневматическим распылителем потери краски составляют до 50%.
0 notes
Text
Преимущества сварной сетки
Применение этой продукции в строительстве и других областях позволяет:
благодаря точным размерам и соответствию заявленным техническим параметрам, упростить проектирование и сократить время производственного цикла;
сэкономить материалы, благодаря отсутствию отходов при правильном планировании;
обеспечить высокое качество кладки, благодаря высоким прочностным характеристикам изделий.
Сварная сетка арматурная удобна в монтаже, безопасна в использовании, доступна по стоимости. Оцинкованные аналоги отличаются большей устойчивостью к внешним агрессивным воздействиям и, как следствие, более длительным сроком годности. Чаще всего сварная оцинкованная сетка имеет размер ячейки 100х100 мм, поставляется картами или рулонами. Для создания ограждений используется низкоуглеродистая холоднотянутая проволока с поливинилхлоридным покрытием.
Разновидности металлической оцинкованной сетки
Материал бывает нескольких видов. Отличается по назначению, вариантам оцинковок, высоте рулона, формам ячеек, толщине проволок.
С учетом использования изделие бывает нескольких технических видов, которые существуют.
Арматурное. Такую сетку используют в процессе армирования кирпичных кладок, а также дорожных покрытий.
Кладочное. Необходимо при штукатурной, внутренней отделке помещения или когда строят кладки из кирпича. Это позволяет не только придать повышенную устойчивость любой конструкции, но и сделать стены идеально ровными. Нередко сварные кладочные сетки могут быть заменены оцинкованными, так как они имеют больший срок эксплуатации и увеличивают срок службы строений различного предназначения.
Сетка делится на два вида – квадратную и ромбическую, имеющую острый угол наклона.
И в зависимости от размеров ячеек бывают такие разновидности, как:
Сетка сварная оцинкованная 2525 – с минимальным размером ячеек. Использование – укрепление кирпичных кладок, различных блоков.
Сетка сварная оцинкованная 5050 отличается средними размерами. В основном используется при укладках штукатурки, для армирования поверхности;
Сетка сварная оцинкованная 100100 – имеет наибольшие размеры ячеек, относится к самым прочным. Применение – преимущественно при возведении строений различного назначения.
Для изготовления изделий различных типов используют следующие материалы:
для тяжёлых сеток – горячекатаную арматурную сталь А III с высокими прочностными характеристиками, сечением 12–40 мм, альтер��атива – термоупрочнённая в процессе прокатки сталь класса Ат III C;
для рабочей арматуры в изделиях тяжёлого типа и распределительной в сетках лёгкого типа – горячекатаную арматурную сталь А I и А II;
для рабочей арматуры лёгких сеток применяют проволоку Вр-I, для распределительной – проволоку B-I.
Для соединения элементов сетки диаметром 3–12 мм применяют высокоточные машины контактной сварки, обеспечивающие правильную форму, необходимые прочностные характеристики, соответствующий внешний вид без видимых неровностей и деформаций. Исходный материал перед доставкой в рабочую зону чистят, выравнивают, нарезают в размер.
Внимание! Многоэлектродные сварочные машины автоматизированы, человеческий фактор практически исключён, что сводит возможность получения барака к минимуму.
0 notes
Photo


Трубы компании «VIEGA» марки «SANPRESS» круглые, сварные, нержавеющая сталь Компания-производитель: Описание: viega Страна-производитель: Германия Сертификат соответствия РОСС C-DE.AE44.B.00105 ГОССТАНДАРТА РФ Сертификат ISO 9001:2000 В производственных цехах компании «VIEGA» водопроводные тонкостенные трубы торговой марки «SANPRESS» изготавливают по DIN 1988 из высококачественной нержавеющей легированной стали с контролем качества согласно инструкции DVGW W534 (знак качества DVGW). Высокое качество материала труб обусловлено, прежде всего, такими ��акторами, как оптимизированный способ производства, повышенное содержание в стали хрома и молибдена, а кроме того двойная стабилизация сплава титаном и ниобием. Высокое качество трубной стали подтверждает общепринятый международный коэффициент коррозионной стойкости – PRE, который составляет более 24 баллов. По норме установлено нижнее значение PRE равное 22,9. Тонкостенные водопроводные трубы общего назначения из нержавеющей стали марки «SANPRESS» изготавливаются в компании «VIEGA» следующих видов: · модель 2203 из нержавеющей стали DIN 1.4401 марки X5 CrNiMo17-12-2, в составе которой 2,3% молибдена – труба общего сантехнического назначения; · модель 2204 из нержавеющей стали DIN 1.4520 марки X2 CrTi17 – труба, предназначенная для применения в технологических трубопроводах промышленных предприятий; · модель 2205 из нержавеющей стали DIN 1.4521 марки Х2 CrMoTi18-2 – труба общего сантехнического назначения, в том числе для систем питьевого водоснабжения. Водопроводные тонкостенные трубы круглого сечения «SANPRESS» моделей 2203, 2204 и 2205 в компании «VIEGA» изготавливают согласно DIN 1988 по технологии лазерной сварки, в результате которой образуется узкий сварной шов. Это в свою очередь сказывается на качестве конечного продукта – трубы, поскольку изделие с тонким швом имеет меньшую шероховатость внутренней поверхности, прочнее по конструкции, надежнее в эксплуатации и меньше подвержено коррозийным процессам. ТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ VIEGA Рис.1. Трубы и фитинги компании «VIEGA» из нержавеющей стали Тонкостенные водопроводные трубы марки «SANPRESS» изготавливается в диапазоне размеров от 15 мм до 108 мм, включая промежуточный диаметр 64 мм. Они, как правило, используются в разработанных специалистами компании трубопроводных системах «SANPRESS INOX» и «SANPRESS INOX G». Благодаря наличию в компании «VIEGA» довольно широкого и практичного ассортимента продукции из нержавеющей стали как труб, так и комплектующих изделий-фитингов в жилых и промышленных зданиях и сооружениях осуществляется весь спектр сантехнических монтажных работ, обеспечивая решение любых коммуникационных проектов в самых различных сферах применения. Все трубы марки «SANPRESS», как любая другая продукция компании «VIEGA», прошли проверку на герметичность и имеют маркировку, нанесенную на поверхность трубы. Тонкостенная нержавеющая стальная труба «SANPRESS» изготавливается с неизолированной внутренней и наружной поверхностью отрезками длиной б метров. С обоих концов труб на заводе-изготовителе установлены пластмассовые защитные колпаки, которые предназначены для предотвращения попадания частиц пыли и ��ругих загрязнений на внутреннюю поверхность трубы при хранении и транспортировке. При этом цвет защитных колпаков на концах труб соответствует назначению тонкостенной трубы из нержавеющей стали. Так, например, цвет заглушек желтого цвета говорит о том, что эта труба предназначена преимущественно для устройства систем газоснабжения. Производитель рекомендует заглушать, пусть даже и кратковременно, защитными пластмассовыми колпаками также и обрезки труб, чтобы они на стадии строительства были защищены от загрязнения. Только в таком случае будут соблюдены высокие требования к гигиеничности систем питьевой воды в жилых домах, больницах и гостиницах. Сферы применения тонкостенных нержавеющих стальных труб марки «SANPRESS» д��вольно разные и прежде всего это системы водоснабжения питьевой горячей и холодной водой. Нашли применение трубы данной марки также в системах снабжения водой технического назначения, например в обычных или спринклерных системах пожаротушения. Устройство трубопроводов технологических коммуникаций в промышленности – это еще одна область применения труб марки «SANPRESS». В компрессорных установках тонкостенные нержавеющие стальные трубы используются для транспортировки сжатого воздуха, тем самым обеспечивая работу различных пневматических инструментов. Нужно сказать, что это далеко не полный перечень областей применения труб марки «SANPRESS», поскольку не упомянуто использование труб в сельском хозяйстве, например на фермах для транспортировки молока при дойке коров. В системах отопления при возникновении каких-либо экстремальных условий, когда материал и техника подвергаются самым высоким нагрузкам, трубы марки «SANPRESS» показали высокую работоспособность и надежность. Однако абсолютная надежность требуется при транспортировке природного или сжиженного газа и тонкостенные трубы и фитинги из нержавеющей стали отлично справляются с этой задачей при устройстве газопроводных систем «SANPRESS INOX G» по DVGW-AB G260. Кроме того, нержавеющая труба стандартных размеров от 15 до 54 мм, обычно используемая для отопления, может быть применена для устройства трубопроводов транспортировки жидкого топлива и дизельных систем по общему допуску Стройнадзора Z-38.4-71 (размеры от 12 до 54 мм). Следует особо отметить, что применение трубопроводной системы «SANPRESS INOX» допускается исключительно в соответствии c ее предназначением – в качестве системы снабжения обычной питьевой водой. При выборе каких-то других областей, не обозначенных в инструкциях по применению труб и фитингов из нержавеющей стали компании «VIEGA», производитель рекомендует получить одобрение в представительстве компании на использование труб и комплектующих изделий для всех потребных в конкретном случае вариантов. В трубопроводных системах «SANPRESS INOX» и «SANPRESS INOX G» тонкостенные нержавеющие стальные трубы компании «VIEGA» марки «SANPRESS» рассчитаны на следующие параметры: · номинальная температура рабочей среды составляет 85°С; · максимально допустимая кратковременно температура рабочей среды – не более 110°С; · номинальное рабочее давление – не более 16 бар . В трубопроводных системах, предназначенных для снабжения питьевой водой, требуется защита от воздействий особенно больших концентраций хлоридов как изнутри, так и снаружи труб и фитингов из нержавеющей стали. При периодическом выполнении работ по профилактической дезинфекции трубопроводов систем водоснабжения из нержавеющей стали необходимо учитывать требования нормативных документов в области применения тех или иных дезинфектантов. По мнению специалистов-профессионалов, тонкостенная нержавеющая стальная труба марки «SANPRESS» обладает не только высокой надежностью при длительной эксплуатации, но и экологичностью, что в настоящее время для многих развитых стран представляет едва ли не первостепенное значение. При этом труба марки «SANPRESS» длительное время сохраняет свой первоначальный химический и физический состав, не изменяя при этом цвет и запах водопроводной питьевой воды. а) б) Рис. 2. Пресс-фитинговое соединение: а) пресс-инструмент; б) соединение трубопроводов при помощи муфты. Монтаж трубопроводов, выполняемый тонкостенными трубами марки «SANPRESS» из нержавеющей стали, довольно прост и выполняется по технологии «холодной» опрессовки соединяемых изделий – трубы и фитинга. Опрессованные соединения на весь дальнейший срок эксплуатации являются неразъемными, в том числе на силовое растяжение. При расчете длины трубопроводов следует учитывать коэффициент удлинения труб из нержавеющей стали, который равен 0,0165 мм / (м · °С). При монтаже трубопроводов применяется специально разработанный и изготовленный в компании «VIEGA» пресс-инструмент, например марки «PRESSGUN 5», который производительнее, а главное удобнее прочих аналогов. Питание инструмента можно осуществить от обычной электросети. Если поблизости нет розеток электропитания, то монтаж можно выполнять использованием работы пресс инструмента в режиме от встроенного аккумулятора. Пресс-инструмент марки «PRESSGUN 5» позволяет за один рабочий шаг в течение 3-4 секунд опрессовывать трубопроводные соединения диаметрами от 15 до 108 мм. При этом универсальные пресс губки инструмента подходят для монтажа всех пресс-систем, разработанных в компании «VIEGA», причем без смены каких-либо насадок. Поскольку нет пайки-сварки и связанных с ними проблем, то сокращается и время монтажа, обеспечивая при этом высокое качество, абсолютную надежность и герметичность соединения. Следует отметить, что пресс инструмент компании «VIEGA» рассчитан-разработан так, что фитинги систем «SANPRESS INOX» и «SANPRESS INOX G» за один прием опрессовываются в двух местах: перед гребнем и за ним. Таким образом, происходит двойная опрессовка трубного соединения, а это означает двойную надежность и безопасность при возможных максимальных нагрузках в ��рубопроводных системах. Помимо всего прочего пресс фитинги перед гребнем оснащены цилиндрической направляющей с уплотнительным кольцом, которая позволяет предотвращать перекосы труб и повреждение при этом уплотнительного элемента из EPDM. Кроме того все пресс фитинги из нержавеющей стали, изготавливаемые в компании «VIEGA», имеют так называемый контур безопасности «SC-CONTUR» – микро паз внутри фитинга, имеющего снаружи на выпуклости гребня маркировку зеленым цветом для труб общего назначения или желтым цветом для труб систем газоснабжения. Если в процессе монтажа трубопровода фитинг опрессовали неправильно или же вовсе забыли опрессовать, то в процессе гидравлического испытания при создании давления из такого неопрессованного соединения потечет вода. При пневматическом испытании (сухим способом – сжатым воздухом) на манометре будет видно падение давления.
0 notes
Text
сварщик на п/автомат, газорезчик
сварщик на п/автомат, газорезчик
SWC / Стальные сварные конструкции, ООО В связи с расширением производства ООО ‘Стальные сварные конструкции’ приглашает на работу квалифицированных сварщиков на полуавтоматических машинах, газорезчика Требования: опыт работы от 2-х лет на сварке м/к ( на полуавтомате) навыки чтения простых чертежей организованность, ответственность, отсутствие вредных привычек Условия работы: график 2/2 …

View On WordPress
0 notes
Photo

Тройники — соединительная деталь трубопровода, позволяющая подключать к основной трубе дополнительные ответвления. По конструкции тройники изготавливают переходные или равнопроходные. ⠀ Тройники подразделяются на: ⠀ — штампованные — сварные — штампосварные ⠀ #тройникикупить #тройникстальнойкупить #детальтрубопровода #дантадв #металлвхабаровске #купитьтрубывхабаровске #трубопроводнаяарматуравхабаровске (at Khabarovsk, Russia) https://www.instagram.com/p/B8r9HgCIUBk/?igshid=1sb9py0pd6ynr
#тройникикупить#тройникстальнойкупить#детальтрубопровода#дантадв#металлвхабаровске#купитьтрубывхабаровске#трубопроводнаяарматуравхабаровске
0 notes
Photo

Леса строительные с доставкой по Лвову та Львовськой области Строительные рамные леса отличаются от других видов строительных лесов, тем что у них готовые сварные рамы другие типы строительных лесов собираются из отдельных элементов, в следствии чего достигается малый вес конструкции поэтому рамные леса очень часто называют облегченными. Наиболее больших преимуществ рамных лесов это минимальное время необходимое на их сборку, благодаря готовым рамам и флажковым замкам с помощью которых к рамам присоединяются диагональные и горизонтальные связи. Заказать аренду лесов можно по указанному ниже телефону 0937004867 https://www.ryshtuvannya.lviv.ua
0 notes
Photo










https://hochu-dom.info/idei-dlya-zaborov-doma/ Идеи для заборов дома Ограждения, расположенные вокруг домов, защищают от глаз любопытных прохожих, диких животных, несанкционированных вторжений и использования участка соседями. В конце концов, огороженная территория — это частная собственность. Идеи для заборов дома Забор имеет представительскую и защитную функцию. Он дает чувство безопасности и конфиденциальности, защищает собственность от вредных действий соседей или обычного вуайеризма. Какой забор выбрать? Из чего строить забор ? Кирпичный забор Кирпичные заборы — в виде сплошной стены или смешанные, с элементами из дерева или металла. Это самый популярный тип заборов, хотя их исполнение является трудоемким. Они долговечны, прочны и в то же время выглядят привлекательно. Одним из их «недостатков» является цена, которая, безусловно, будет выше, чем в случае заборов из панелей или сетки . На его цену влияют необходимость заложить фундамент, сложность конструкции и выбранных материалов. Идеи для заборов дома Кирпичные заборы делают из клинкерного кирпича или камня: гранит, песчаник, полевые камни и бетонные блоки, напоминающие натуральный камень. Металлический забор Металл также является хорошим выбором для всей ограды или ее доминирующей части, например пролетов или столбов. Среди металлических заборов выделяют: — Готовые заборы, пролеты, произведенные в процессе отлива и сварные сетчатые панели. Их просто и быстро собрать, но они не подходят для неровных участков, потому что их трудно точно разрезать. — Кованые заборы — это вариант для людей, которые ценят эстетику и привлекательную обстановку дома, но хотят, чтобы забор был прочным. Однако за эти функции приходится платить больше — более требовательная технология производства влечет за собой гораздо более высокие затраты и, соответственно, цену. Идеи для заборов дома — Сетчатые заборы — в отличие от кованых, сетчатые заборы менее представительны. Чаще всего используются как временные решения...
0 notes
Photo

#Армату́ра — соединенные между собой элементы, которые при совместной работе с бетоном в железобетонных сооружениях воспринимают растягивающие напряжения (балки), а также могут использоваться для усиления бетона в сжатой зоне (колонны). Элементы арматуры делятся на жёсткие (прокатные двутавры, швеллеры, уголки) и гибкие (отдельные стержни гладкого и периодического профиля, а также сварные или вязаные сетки и каркасы). Арматура различается по ряду признаков: по назначению, ориентации в конструкции, условиям применения, по виду материала, из которого арматура изготавливается. Также по сечению, разрушающей нагрузке и габаритам. ✔По назначению арматуру разделяют: 🔹️#рабочаяарматура (сечение назначается по расчету, воспринимает усилия в элементах от основной нагрузки) 🔹️#конструктивнаяарматура (распределительная) (сечение назначается по минимальному проценту армирования, воспринимает усадку/расширение, температуру воздействия, используется сортамент.) 🔹️#монтажнаяарматура (устанавливается для объединения рабочей и конструктивной в сетки и каркасы) 🔹️#анкернаяарматура (закладные детали) ✔Классификация арматуры по ориентации: 🔹️#поперечная — арматура, которая препятствует образованию наклонных трещин от возникающих скалывающих напряжений вблизи опор и связывает бетон сжатой зоны с арматурой в растянутой зоне; 🔹️#продольная — арматура, которая воспринимает растягивающие или сжимающие напряжения и препятствует образованию вертикальных трещин в растянутой зоне конструкции. ✔ По условиям применения бывает: 🔹️#напрягаемаяарматура; 🔹️#ненапрягаемая арматура. Напрягаемая арматура в предварительно напряжённых ж/б конструкциях может быть только рабочей. #фундаментдлядома #сваизабивные #винтовыесваи #ленточныйфундамент #ушп #септик #скважина #заборнасваях #спб #ленобласть #spb #gse #поднятьдом #подъемдома #заменафундамента #заменавенцов #главстройэко #строительство #питер #заменапола #переносдома #усилениефундамента #ремонтфундамента #подъем_дома #разворотдома #перемещениедома #домнажбсваях (at Russia) https://www.instagram.com/p/BxmR5Xnl6hX/?igshid=90ksvhke0yum
#армату́ра#рабочаяарматура#конструктивнаяарматура#монтажнаяарматура#анкернаяарматура#поперечная#продольная#напрягаемаяарматура#ненапрягаемая#фундаментдлядома#сваизабивные#винтовыесваи#ленточныйфундамент#ушп#септик#скважина#заборнасваях#спб#ленобласть#spb#gse#поднятьдом#подъемдома#заменафундамента#заменавенцов#главстройэко#строительство#питер#заменапола#переносдома
0 notes
Text
ГОСТ 31137-2003
Наши двери производятся согласно ГОСТ 31137-2003 и превосходят его по ряду некоторых параметров. Наш отдел Контроля Качества следит за тем, чтобы процент брака был сведен к минимуму, и до конечного покупателя доходил только сертифицированный товар высокого качества, на который мы даем гарантию 10 лет!
ГОСТ от 20.06.2003 N 31173-2003 ГОСТ 31173-2003 Блоки дверные стальные. Технические условия ГОСТ 31173-2003 Группа Ж34 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ БЛОКИ ДВЕРНЫЕ СТАЛЬНЫЕ Технические условия ОКС 91.060.50 ОКП 52 6217 Дата введения 2004-03-01 Предисловие Евразийский совет по стандартизации, метрологии и сертификации (Е��СС) представляет собой региональное объединение национальных органов по стандартизации государств, входящих в Содружество Независимых Государств. В дальнейшем возможно вступление в ЕАСС национальных органов по стандартизации других государств При ЕАСС действует Межгосударственная научно-техническая комиссия по стандартизации, техническому нормированию и сертификации в строительстве (МНТКС), которой предоставлено право принятия межгосударственных стандартов в области строительства Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены M12291 1200006531ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и МСН 1.01-01-96 "Система межгосударственных нормативных документов в строительстве. Основные положения" Сведения о стандарте 1 РАЗРАБОТАН Центром по сертификации оконной и дверной техники и ФГУП Центральное проектно-конструкторское и технологическое бюро (ФГУП "ЦПКТБ" Госстроя России) с участием АНОО Академии "Безопасность и право" и фирмы "Аблой Ою", завод Бьеркбода, Финляндия 2 ВНЕСЕН Госстроем России 3 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и сертификации в строительстве (МНТКС) 14 мая 2003 г. За принятие проголосовали: Краткое наименование страны по МК (ИСО 3166) 004-97 Код страны по МК (ИСО 3166) 004-97 Сокращенное наименование органа государственного управления строительством Армения AM Министерство градостроительства Республики Армения Казахстан KZ Казстройкомитет Республики Казахстан Киргизия KG Государственная комиссия по архитектуре и строительству при Правительстве Кыргызской Республики Молдова MD Министерство экологии, строительства и развития территорий Республики Молдова Российская Федерация RU Госстрой России Таджикистан TJ Комархстрой Республики Таджикистан Узбекистан UZ Госархитектстрой Республики Узбекистан 4 ВВЕДЕН ВПЕРВЫЕ 5 Введен в действие с 1 марта 2004 г. в качестве государственного стандарта Российской Федерации M12291 901869199постановлением Госстроя России от 20 июня 2003 г. N 76 Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных (государственных) стандартов, издаваемых в этих государствах. Информация об изменениях к настоящему стандарту публикуется в указателе (каталоге) "Межгосударственные стандарты", а текст изменений - в информационных указателях "Межгосударственные стандарты". В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе "Межгосударственные стандарты". 1 Область применения Настоящий стандарт распространяется на блоки дверные стальные с установленными запирающими устройствами (далее - дверные блоки или изделия) для зданий и сооружений различного назначения. Стандарт не распространяется на дверные блоки специального назначения в части дополнительных требований к пожаробезопасности, взрыво- и пулестойкости, воздействию агрессивных сред и т.д., а также на дверные блоки защитных кабин по действующей нормативной документации. Область применения конкретных типов изделий устанавливают в зависимости от условий эксплуатации в соответствии с действующими строительными нормами и правилами с учетом требований настоящего стандарта. Стандарт может быть применен для целей сертификации. 2 Нормативные ссылки В настоящем документе использованы ссылки на следующие стандарты: M12291 1200012970ГОСТ 9.032-74 ЕСЗКС. Покрытия лакокрасочные. Группы. Технические требования и обозначения M12291 1200004814ГОСТ 9.301-86 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Общие требования M12291 1200005042ГОСТ 9.303-84 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Общие требования к выбору M12291 1200005040ГОСТ 9.401-91 ЕСЗКС. Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов M12291 1200003954ГОСТ 9.402-80 ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием M12291 1200017603ГОСТ 99-96 Шпон лущеный. Технические условия M12291 1200012675ГОСТ 166-89 Штангенциркули. Технические условия M12291 1200003942ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки M12291 1200004030ГОСТ 427-75 Линейки измерительные металлические. Технические условия M12291 1200030229ГОСТ 538-2001 Изделия замочные и скобяные. Общие технические условия M12291 1200004986ГОСТ 1050-88 Прокат сортовой калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия M12291 1200004894ГОСТ 2140-81 Видимые пороки древесины. Классификация, термины и определения, способы измерения M12291 1200008207ГОСТ 2977-82 Шпон строганый. Технические условия M12291 9054234ГОСТ 4598-86 Плиты древесно-волокнистые. Технические условия M12291 1200031988ГОСТ 5089-2003 Замки и защелки для дверей. Технические условия M12291 1200004379ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры M12291 1200001716ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки M12291 1200005795ГОСТ 7016-82 Изделия из древесины и древесных материалов. Параметры шероховатости поверхности M12291 1200004328ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия M12291 1200004031ГОСТ 8026-92 Линейки поверочные. Технические условия M12291 9054225ГОСТ 8242-88 Детали профильные из древесины и древесных материалов для строительства. Технические условия M12291 1200004491ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры M12291 9054168ГОСТ 9416-83 Уровни строительные. Технические условия M12291 1200006604ГОСТ 10354-82 Пленка полиэтиленова��. Технические условия M12291 1200004371ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры M12291 1200004687ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры M12291 1200004932ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры M12291 1200004028ГОСТ 15140-78 Материалы лакокрасочные. Методы определения адгезии M12291 901705760ГОСТ 21778-81 Система обеспечения точности геометрических параметров в строительстве. Основные положения M12291 9054212ГОСТ 21779-82 Система обеспечения точности геометрических параметров в строительстве. Технологические допуски M12291 901705765ГОСТ 21780-83 Система обеспечения точности геометрических параметров в строительстве. Расчет точности M12291 1200006884ГОСТ 23118-99 Конструкции стальные строительные. Общие технические условия M12291 1200005047ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры M12291 1200012221ГОСТ 25347-82 Основные нормы взаимозаменяемости. ЕСДП. Поля допусков и рекомендуемые посадки M12291 901708135ГОСТ 26433.0-85 Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений. Общие положения M12291 1200001318ГОСТ 26433.1-89 Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений. Элементы заводского изготовления M12291 1200005077ГОСТ 26602.1-99 Блоки оконные и дверные. Методы определения сопротивления теплопередаче M12291 1200005076ГОСТ 26602.2-99 Блоки оконные и дверные. Методы определения воздухо- и водопроницаемости M12291 1200005078ГОСТ 26602.3-99 Блоки оконные и дверные. Метод определения звукоизоляции M12291 1200028610ГОСТ 30778-2001 Прокладки уплотняющие из эластомерных материалов для оконных и дверных блоков. Технические условия M12291 1200031043ГОСТ 30971-2002 Швы монтажные узлов примыканий оконных блоков к стеновым проемам. Общие технические условия M12291 1200031044ГОСТ 30972-2002 Заготовки и детали деревянные клееные для оконных и дверных блоков. Технические условия 3 Термины и определения Термины и определения, применяемые в настоящем стандарте, приведены в приложении А. 4 Классификация и условное обозначение 4.1 Изделия классифицируют по следующим признакам: назначению; вариантам конструктивного исполнения; виду отделки; эксплуатационным показателям; механическим характеристикам; охранным свойствам. 4.1.1 По назначению дверные блоки подразделяют на: наружные (входные в здания, помещения, а также тамбурные); внутренние (входные в квартиру и другие, предназначенные для эксплуатации внутри здания). 4.1.2 По вариантам конструктивного исполнения дверные блоки подразделяют: по конструкции коробки: с замкнутой коробкой; с П-образной коробкой; с П-образной коробкой с доборным порогом; по числу полотен (в том числе неоткрывающихся), направлению и виду открывания: однопольные (левого и правого открывания); двупольные (в том числе с полотнами разной ширины); с неоткрывающимися горизонтальными или вертикальными полотнами-вставками; с открыванием внутрь помещения; с открыванием наружу; по числу контуров уплотнения в притворе: с одним контуром; с двумя и более контурами. 4.1.3 По виду отделки дверные блоки подразделяют на: окрашенные лакокрасочными и порошковыми материалами; облицованные кожей (искусственной или натуральной) и утеплителем; оклеенные декоративными пленочными материалами; облицованные древесными или древесно-плитными материалами (в том числе с натуральным или синтетическим шпоном); отделанные стекольными (зеркальными) материалами; отделанные декоративной металлической облицовкой; комбинированные (в том числе из других материалов). Примечание - По согласованию с заказчиком допускается применять другие виды отделки. 4.2 По эксплуатационным показателям дверные блоки классифицируют по приведен��ому сопротивлению теплопередаче, воздухо-, водопроницаемости, звукоизоляции. 4.2.1 По показателю приведенного сопротивления теплопередаче полотна дверные блоки подразделяют на классы: 1 - с приведенным сопротивлением теплопередаче 1,0 м· °С/Вт и более; 2 - с приведенным сопротивлением теплопередаче от 0,70 до 0,99 м· °С/Вт; 3 - с приведенным сопротивлением теплопередаче 0,40-0,69 м· °С/Вт. Примечание - Дверные блоки с приведенным сопротивлением теплопередаче менее 0,40 м· °С/Вт классификации по этому показателю не подлежат. 4.2.2 По показателю воздухо- и водопроницаемости дверные блоки подразделяют на классы, приведенные в таблице 1. Таблица 1 Класс Объемная воздухопроницаемость при Па, м/(ч·м) Предел водонепроницаемости, Па, не менее 1 Менее 9 600 2 От 9 до 17 400 3 17-27 200 Примечания 1 Показатель предела водонепроницаемости - для входных дверных блоков в здания и помещения с улицы. 2 Дверные блоки с воздухопроницаемостью более 27 м/(ч·м) классификации по этому показателю не подлежат. 4.2.3 По показателю звукоизоляции дверные блоки подразделяют на классы: 1 - со снижением воздушного шума 32 дБ и более; 2 - " " " " 26-31 дБ; 3 - " " " " 20-25 дБ. Примечание - Дверные блоки со звукоизоляцией менее 20 дБ классификации по этому показателю не подлежат. 4.3 Дверные блоки классифицируют по основным механическим характеристикам на классы прочности, приведенные в таблице 2. Таблица 2 Наименование показателя Значения показателя для класса прочности M1 М2 М3 Сопротивление статической нагрузке, прикладываемой в плоскости полотна, Н, не менее 7000 5000 3000 Сопротивление статической нагрузке, прикладываемой в зоне свободного угла полотна, перпендикулярно его плоскости, Н, не менее 2500 1500 1000 Сопротивление статической нагрузке, прикладываемой в зоне петель перпендикулярно плоскости полотна, Н, не менее 4000 3000 2000 Сопротивление динамической нагрузке, прикладываемой в направлении открывания дверного полотна в сторону упора, не менее кг м кг м кг м Сопротивление ударной нагрузке мягким неупругим телом (в обоих на правлениях открывания дверного полотна), не менее кг м кг м кг м Примечания 1 Класс дверного блока устанавливают по наихудшему результату из всех видов испытаний. 2 Пример определения класса прочности при испытании на сопротивление статической нагрузке, действующей перпендикулярно плоскости полотна в зоне свободного угла, приведен в приложении Г. 4.4 В зависимости от наличия охранных свойств дверные блоки подразделяют на: дверные блоки обычного исполнения, оснащенные замками III-IV классов по M12291 1200031988ГОСТ 5089, блокировочными противосъемными устройствами; дверные блоки усиленного исполнения, оснащенные замками III-IV классов по M12291 1200031988ГОСТ 5089, усиленными петлями, блокировочными противосъемными устройствами, многоригельными замками с запиранием по периметру, с прочностными характеристиками не ниже класса М2; дверные блоки защитные - дверные блоки усиленного исполнения, с прочностными характеристиками не ниже класса M1 и соответствующие требованиям, установленным в приложении В. Примечание - В условном обозначении дверных блоков усиленного исполнения добавляется индекс "У", защитного исполнения - "3". 4.5 Структура условного обозначения дверных блоков: _______________ * Рекомендуемая составляющая условного обозначения. Примеры условного обозначения: ДСВ ДКН 2100-1270 М3 ГОСТ 31173-2003 - дверной блок стальной внутренний, двупольный, с замкнутой коробкой, с открыванием полотен наружу, обычного исполнения, класс прочности - М3, высотой 2100 мм, шириной 1270 мм. ДСН ППВн 1-2-2 М2 У 2300-900 ГОСТ 31173-2003 - дверной блок стальной наружный, однопольный правого исполнения, с порогом, с открыванием полотна внутрь, класс по показателю приведенного сопротивления теплопередаче - 1, класс по показателю воздухо-, водопроницаемости - 2, класс по показателю звукоизоляции - 2, класс прочности - М2, усиленного исполнения, высотой 2300 мм, шириной 900 мм. При оформлении заказа на изготовление (поставку) и паспорта рекомендуется указывать: вариант конструктивного решения, включая описание заполнения дверного полотна; чертеж с указанием схемы открывания полотен и конструкции дверного блока; тип и марки дверных приборов и класс замков; вид отделки, ширину коробки и другие требования по согласованию изготовителя с заказчиком. При экспортно-импортных поставках допускается применять другую структуру условного обозначения, оговоренную в договоре (контракте). 5 Технические требования 5.1 Общие положения и требования к конструкции 5.1.1 Изделия должны соответствовать требованиям настоящего стандарта и изготавливаться по конструкторской и технологической документации, утвержденной в установленном порядке. 5.1.2 Полотна дверных блоков представляют собой конструкцию, сваренную из стальных листов и прямоугольных или гнутых профилей. Допускается применять конструкцию полотен типа "гнутый короб", при этом стальные листы рекомендуется сваривать между собой. При производстве сварочных работ рекомендуется применять сварку в среде защитного газа. Места точек сварки устанавливают в рабочей документации. 5.1.3 Угловые соединения профилей рекомендуется соединять посредством сварных соединений. Допускаются другие виды соединений, соответствующие или превышающие по прочности сварные. Варианты исполнения дверных полотен и примеры конструкций дверных блоков приведены на рисунках 1-7. 1 - верхний запирающий ригель; 2 - верхняя тяга основного замка; 3 - каркас полотна (сваренные стальные профили); 4 - места крепления внутреннего "лючка"; 5 - задвижка; 6 - место крепления верхней тяги; 7 - ригеля засова сувальдного замка; 8 - защелка; 9 - засов цилиндрового замка; 10 - нижняя тяга основного замка; 11 - места крепления отделки; 12 - внутренняя полость для заполнителя; 13 - направляющая вертикальной тяги; 14 - нижний запирающий ригель; 15 - монтажное "ушко"; 16 - порог; 17 - отверстие под противосъемный ригель (штырь); 18 - противосъемный пассивный ригель (штырь); 19 - монтажный анкер; 20 - коробка (рама); 21 - комбинированный сувальдно-цилиндровый замок; 22 - внутренний стальной лист; 23 - наружный стальной лист; 24 - петлевой узел; 25 - глазок Рисунок 1 - Пример конструкции дверного блока, полотно которого сварено из двух стальных листов и стальных профилей, коробка (рама) - из стального гнутого профиля Полотно с двумя стальными листами, стальными профилями коробчатого сечения и сотовым заполнением Полотно с наружным стальным листом и внутренним листом из ДВП, с профилями сложного сечения и заполнением из древесного или минерального утеплителя Полотно типа "гнутый короб", с П-образными стальными профилями и заполнением из пенопласта Полотно с наружным стальным листом и внутренним листом из ДВП, уголковыми стальными профилями с брусками из древесины и заполнением из пенопласта Рисунок 2 - Примеры конструкций дверных полотен Рисунок 3 - Пример конструкции дверного блока, сваренного из стальных листов и профилей (с заполнением среднего профиля коробки и полотна древесным и пенным материалом) Рисунок 4 - Пример конструкции дверного блока, сваренного из стальных листов и профилей, с облицовкой из натуральной древесины Рисунок 5 - Пример конструкции двупольного дверного блока с облицовкой из древесины или древесно-плитных материалов (горизонтальное сечение) Рисунок 6 - Примеры конструкций дверных полотен, сваренных из двух плоских стальных листов и стальных профилей (а) и дверного полотна типа "гнутый короб" (б) с вертикальными усиливающими профилями Рисунок 7 - Примеры конструкции дверного полотна, сваренного из стальных профилей, с вертикальными и горизонтальными усиливающими профилями и установленными замками (а) и дверной коробкой (б) Коробки (рамы) изготавливают из гнутого профиля толщиной не менее 1,5 мм или из прямоугольного профиля с сечением не менее 40x50 мм. Коробки (рамы) и дверные полотна изготавливают не ниже чем по 15 квалитету точности по M12291 1200012221ГОСТ 25347. 5.1.4 В конструкциях дверных полотен рекомендуется использовать вертикальные и горизонтальные усиливающие профили (средники). Рекомендуется применять не менее двух вертикальных и горизонтальных усиливающих профилей. Допускается располагать усиливающие профили под углом между вертикальными (наклонные профили). Горизонтальные усиливающие профили рекомендуется располагать в петлевой зоне или в зоне противосъемных устройств. Примеры расположения усиливающих профилей в дверном полотне приведены на рисунке 8. 1 - горизонтальный усиливающий профиль под петли; 2 - металлический короб для тяг; 3 - запирающие элементы; 4 - горизонтальный усиливающий профиль; 5 - вертикальный усиливающий профиль; 6 - профиль обвязки полотна; 7 - петли 1 - наклонные усиливающие профили; 2 - горизонтальные усиливающие профили; 3 - запирающие элементы; 4 - металлический короб для тяг; 5 - вертикальные усиливающие профили; 6 - профиль обвязки полотна; 7 - петли Рисунок 8 - Примеры расположения усиливающих профилей в дверном полотне 5.1.5 Допускается применять вместо внутреннего цельного стального листа стыкованные листовые заготовки, сваренные по усиливающим профилям, при этом места точек сварки устанавливают в конструкторской документации. В качестве внутреннего листа допускается применять твердые древесно-волокнистые плиты по M12291 9054234ГОСТ 4598 или другие твердые листовые материалы, обеспечивающие достаточную прочность. 5.1.6 Для осуществления ремонта замков и защелок в месте их установки во внутреннем листе рекомендуется предусматривать "лючок", который крепится на механических связях. 5.1.7 Запирающие устройства (замки, защелки, дополнительные засовы) рекомендуется крепить на винтах через специальные подкладки и прижимные скобы с нарезанной резьбой. Крепление запирающих устройств должно быть прочным и надежным, исключающим их самопроизвольное смещение во время эксплуатации. Не рекомендуется крепить замок посредством сварки (в случае технологической необходимости применения сварки следует учитывать возможность термического влияния на легкоплавкие пластиковые и другие детали замка). Замок должен устанавливаться согласно требованиям конструкторской документации так, чтобы во время эксплуатации дверного блока не возникало сжимающих или изгибающих нагрузок на замок. 5.1.8 В конструкциях наружных и входных в квартиру дверных блоков (для повышения звукоизоляции и сопротивления теплопередаче) рекомендуется устанавливать не менее двух контуров уплотняющих прокладок. Уплотняющие прокладки должны устанавливаться по всему периметру притвора. Зазоры в стыках прокладок не допускаются. Прилегание прокладок должно быть плотным. Уплотняющие прокладки для наружных дверных блоков должны быть стойкими к климатическим и атмосферным воздействиям и испытаны на долговечность в испытательных центрах, аккредитованных на право проведения таких испытаний. 5.1.9 Требования настоящего стандарта распространяются на дверные блоки площадью, не превышающей 9 м, при этом высота открывающихся дверных полотен рекомендуется не более 2200 мм, а ширина - не более 1200 мм. Допускается применение неоткрывающихся горизонтальных и вертикальных полотен-вставок. Рекомендуемая масса дверных полотен - не более 250 кг (расчетный показатель). Изготовление дверных блоков (полотен) с площадью, массой и размерами, превышающими указанные значения, должно быть подтверждено результатами лабораторных испытаний или дополнительными прочностными расчетами согласно действующим строительным нормам. Примечание - Наибольшие размеры полотен дверных блоков конкретных типов в зависимости от массы полотна, моментов сопротивления сечений профилей каркаса полотна, жесткости сечения средней части полотна (включая наружную и внутреннюю обшивки, заполнение, усиливающие профили), расположения (и типов) петель и запирающих приборов должны быть приведены в конструкторской документации предприятия-изготовителя. 5.1.10 Расположение и размеры отверстий для установки замков и других запирающих устройств устанавливают в конструкторской документации с учетом требований M12291 1200031988ГОСТ 5089. 5.1.11 Места отверстий, предназначенных для входа засова, рекомендуется защищать специальными коробами. Короба ввариваются в профиль коробки (рамы) так, чтобы они не мешали нормальному движению ригелей засова. Допускается выполнять отверстия для входа засовов в дверной коробке. При этом размеры отверстия должны быть на 2-3 мм больше соответствующих размеров сечения засова. В закрытом положении засов замка должен входить в дверную коробку на глубину не менее чем 22 мм. 5.1.12 В конструкции изделий на петлевой стороне рекомендуется предусматривать противосъемные пассивные ригели (штыри). Штыри должны быть прочно установлены в каркас дверного полотна или в коробку путем сварки, запрессовки или расклепки. Допускается использовать другие виды крепления противосъемных штырей, не снижающие их прочностных качеств. Размер, количество и расположение противосъемных штырей устанавливают в рабочей документации, при этом для обеспечения наибольшей защиты противосъемные штыри рекомендуется устанавливать в петлевой зоне. 5.1.13 Для осуществления монтажа дверного блока в стеновой проем на профиль коробки (рамы) приваривают монтажные "ушки". Размер, количество и расположение монтажных "ушек" устанавливают в рабочей документации. Допускается применять другие конструкции креплений, обеспечивающих необходимую жесткость и прочность при монтаже дверного блока. 5.1.14 В качестве внутреннего заполнения дверных полотен рекомендуется применять тепло- и звукоизоляционные материалы, например минеральную вату, базальтовую вату, пенопласт или другие материалы по нормативной документации (НД). Заполнение укладывают плотно, без пустот. 5.1.15 Изделия должны быть безопасными в эксплуатации. Условия безопасности применения изделий различных конструкций устанавливают в проектной документации (например, дверные блоки на путях эвакуации рекомендуется оснащать противопаническими приборами). Изделия должны быть рассчитаны на эксплуатационные нагрузки в соответствии с действующими строительными нормами. При проектировании и производстве изделий следует применять расчетные программы или расчетные методы определения прочностных характеристик изделий. 5.1.16 Полимерные и синтетические материалы, применяемые для заполнения и отделки дверных полотен, должны иметь заключения о санитарной безопасности, предусмотренные действующим законодательством и оформленные в установленном порядке. 5.2 Размеры и требования к предельным отклонениям 5.2.1 Габаритные размеры и архитектурные рисунки дверных блоков устанавливают в проектной и технической документации (заказе, договоре на поставку) на изготовление изделий. Номинальные размеры деталей узлов изделий, сечений профилей и зазоров, размеры расположения приборов, петель и отверстий устанавливают в технической документации на их изготовление. 5.2.2 Предельные отклонения номинальных габаритных размеров изделий не должны превышать ±3,0 мм. 5.2.3 Предельные отклонения номинальных размеров элементов изделий, зазоров под наплавом, размеров расположения дверных приборов и петель не должны превышать значений, установленных в таблице 3. Таблица 3 В миллиметрах Размерный интервал Предельные отклонения Внутренний размер коробок Наружный размер полотен Зазор под наплавом Размеры расположения приборов, петель и другие размеры До 1000 включ. ±2,0 +1,0 +1,5 ±2,0 -2,0 Св. 1000 до 2000 включ. ±2,5 ±2,0 +1,5 -1,0 Св. 2000 ±3,0 +2,0 +2,0 -3,0 -1,0 Примечание - Значения предельных отклонений размеров зазоров под наплавом приведены для закрытых полотен с установленными уплотняющими прокладками. Разность длин диагоналей прямоугольных полотен площадью 1,5 м и менее не должна превышать 2,0 мм, а площадью свыше 1,5 м- 3,0 мм. 5.2.4 Перепад лицевых поверхностей (провес) в сварных угловых соединениях не должен превышать 2,0 мм. 5.2.5 Провисание полотен в собранном изделии для конструкции дверных блоков с порогом не должно превышать 2,0 мм на 1 м ширины. 5.2.6 Отклонения от прямолинейности кромок полотен и коробок не должны превышать 1,0 мм на 1,0 м длины. Примечание - Плоскостность дверных полотен контролируют путем измерения прямолинейности их кромок и размера зазоров под наплавом. 5.2.7 Точность геометрических параметров рассчитывают в соответствии с M12291 901705760ГОСТ 21778 , M12291 9054212ГОСТ 21779, M12291 901705765ГОСТ 21780 с учетом особенностей конкретных конструкций и технологических условий изготовления и монтажа. 5.2.8 Размеры сварных швов должны соответствовать их рабочим сечениям, установленным в технической документации. Отклонения размеров швов от заданных не должны превышать значений, указанных в M12291 1200004379ГОСТ 5264, M12291 1200004491ГОСТ 8713, M12291 1200004371ГОСТ 11533 , M12291 1200004687ГОСТ 11534, M12291 1200004932ГОСТ 14771, M12291 1200005047ГОСТ 23518. 5.2.9 Номинальные диаметры отверстий под болтовые соединения и предельные отклонения от них, установленные в зависимости от способа образования и типа болтового соединения, принимают согласно M12291 1200006884ГОСТ 23118. 5.3 Характеристики 5.3.1 Эксплуатационные показатели дверных блоков приведены в таблице 4. Таблица 4 Наименование показателя Значение показателя Приведенное сопротивление теплопередаче полотен дверных блоков, м· °С/Вт, не менее* 0,40 Звукоизоляция, дБ, не менее* 20 Воздухопроницаемость при Па, м/(ч·м), не более* 27 Безотказность, циклы открывания-закрывания, не менее: для внутренних дверных блоков 200000 для наружных дверных блоков 500000 Примечание - Необходимость применения эксплуатационных показателей, отмеченных знаком "*", устанавливают в проектной и технической документации исходя из назначения дверных блоков. 5.3.2 Эксплуатационные показатели дверных блоков конкретного назначения рекомендуется устанавливать в проектной документации на строительство (реконструкцию) и подтверждать результатами испытаний в испытательных центрах, аккредитованных на право их проведения. 5.3.3 Дверные блоки в зависимости от класса прочности должны выдерживать действие статических нагрузок согласно требованиям таблицы 5. Таблица 5 Класс прочности Значения статических нагрузок, не менее, Н Перпендикулярно плоскости полотна в зоне свободного угла В плоскости полотна Перпендикулярно плоскости полотна в зоне петель M1 4500 7000 4000 М2 3000 5000 3000 М3 2000 3000 2000 5.3.4 Дверные блоки в зависимости от класса прочности должны выдерживать действие динамических нагрузок (удар о преграду - ограничитель угла открывания, дверной откос и др. при открывании полотна) согласно требованиям таблицы 6. Таблица 6 Класс прочности Высота падения груза , м Масса груза , кг M1 1,0 40 М2 0,7 40 М3 0,5 40 5.3.5 Дверные блоки в зависимости от класса прочности должны выдерживать удар мягким неупругим телом согласно требованиям таблицы 7. Таблица 7 Класс прочности Высота падения груза , м Масса груза , кг M1 1,5 30 М2 1,0 30 М3 0,7 30 5.3.6 Усилие, прикладываемое к дверному полотну при закрывании до требуемого сжатия уплотняющих прокладок, не должно превышать 140 Н, при этом в закрытом положении защелка и засов замка должны работать без заеданий. Усилие, требуемое для открывания дверного полотна, не должно превышать 100 Н (эргономические требования). 5.3.7 В случае применения для облицовки дверных полотен искусственной или натуральной кожи или древесины (древесно-плитных материалов, в том числе с натуральным или синтетическим шпоном) облицовочный материал должен выдерживать без разрушения удар металлическим шаром массой 1 кг с высоты 1 м. 5.3.8 Внешний вид изделий: цвет, допустимые дефекты поверхности облицовочных материалов и окрашенных элементов (риски, царапины и др.) должен соответствовать образцам-эталонам, утвержденным руководителем предприятия-изготовителя. Разность цвета, глянца и дефекты поверхности, различимые невооруженным глазом с расстояния 0,6-0,8 м при естественном освещении не менее 300 лк, не допускаются. 5.3.9 Сварные соединения должны быть прочными и удовлетворять требованиям, контролируемым визуально: металл шва и граничной зоны не должен иметь трещин. Кратеры швов в местах остановки (окончания) сварки должны быть переварены (заварены); швы должны иметь гладкую или равномерно чешуйчатую поверхность без резких переходов к основному металлу; швы должны быть плотными по всей длине и не иметь прожогов, сужений, наплавов, непроваров, шлаковых включений и пр. 5.3.10 Временное сопротивление разрыву металла сварного соединения должно быть не ниже требований, предъявляемых к основному металлу. Характеристики категорий и уровня качества сварных соединений - по M12291 1200006884ГОСТ 23118 . 5.4 Требования к материалам и комплектующим деталям (в том числе к уплотняющим прокладкам) 5.4.1 Материалы и комплектующие детали, применяемые для изготовления дверных блоков, должны соответствовать требованиям стандартов, технических условий, технических свидетельств, утвержденных в установленном порядке. 5.4.2 Материалы и комплектующие детали, применяемые для изготовления дверных блоков, должны быть стойкими к климатическим воздействиям. 5.4.3 Поверхности стальных элементов коробок и полотен не должны иметь трещин, механических повреждений, раковин, искривлений, ржавчины. На лицевых поверхностях стальных элементов допускаются незначительные местные углубления, риски, волнистость глубиной до 0,5 мм, не снижающие функциональные свойства и качество изделий. 5.4.4 Стальные детали конструкций должны изготавливаться из марок стали, обеспечивающих прочностные характеристики конструктивных элементов, сварных, болтовых и других соединений в зависимости от характера и условий их работы. Стальные элементы рекомендуется изготавливать из стали марки не ниже Ст3кп2 по M12291 1200003942ГОСТ 380, проката сортового по M12291 1200004986ГОСТ 1050 или высоколегированной стали по M12291 1200001716ГОСТ 5632. 5.4.5 Уплотняющие прокладки должны изготавливаться из атмосфероморозостойких эластичных полиме��ных материалов по M12291 1200028610ГОСТ 30778 . Прилегание уплотняющих прокладок должно быть плотным, препятствующим проникновению воды. Уплотняющие прокладки должны устанавливаться непрерывно по всему периметру притвора. 5.4.6 Деревянные клееные филенки облицовки должны отвечать требованиям M12291 1200031044ГОСТ 30972, профильные погонажные деревянные детали - M12291 9054225ГОСТ 8242. 5.5 Требования к петлям, замкам и другим запирающим устройствам 5.5.1 При изготовлении изделий применяют запирающие и вспомогательные приборы и петли, специально предназначенные для применения в металлических дверных блоках. Примеры конструкций петель и замков приведены в приложении Б. Тип, число, расположение и способ крепления запирающих приборов и петель устанавливают в рабочей документации исходя из размера и массы открывающихся элементов изделия, а также условий эксплуатации дверных блоков. Полотна дверных блоков массой более 200 кг, а также изделия, применяемые в общественных помещениях (школы, больницы и т.п.), рекомендуется навешивать на три петли. Рекомендуемое расположение средней петли - на 150-200 мм ниже верхней. 5.5.2 Для навешивания полотен на коробку (раму) рекомендуется применять накладные подшипниковые или другие петли с возможностью регулировки в разных плоскостях. Крепление петель к полотнам и коробкам рекомендуется производить на механических связях или путем сплошной сварки. Допускается использовать другие виды крепления петель, позволяющие обеспечить необходимую прочность конструкции. 5.5.3 В дверные блоки должны быть установлены замки не ниже III класса по M12291 1200031988ГОСТ 5089. Замки должны соответствовать требованиям M12291 1200030229ГОСТ 538 и M12291 1200031988ГОСТ 5089. В дверном блоке рекомендуется одновременно устанавливать з��мки с сувальдным и цилиндровым механизмами, а также замки с перекодирующимися механизмами секретов. Для улучшения защитных свойств дверных блоков рекомендуется применять многоригельные замки с запиранием по периметру дверного блока или замки с тягами с дополнительным запиранием в верхний и нижний горизонтальные профили коробки. Для избежания засорения отверстия под нижний вертикальный засов, входящий в нижний профиль коробки, рекомендуется применять девиаторы. 5.5.4 В зависимости от назначения дверных блоков в проектной документации, а также при оформлении заказов следует предусматривать комплектацию изделий задвижками, дверными закрывателями (доводчиками), ограничителями угла открывания (упорами), глазками, цепочками и т.д. 5.5.5 Запирающие приборы должны обеспечивать надежное запирание открывающихся элементов изделий. Открывание и закрывание должно происходить легко, плавно, без заеданий. 5.5.6 Конструкции запирающих приборов и петель должны обеспечивать плотный и равномерный обжим прокладок по всему контуру уплотнения в притворах. 5.5.7 Дверные приборы и крепежные детали должны отвечать требованиям M12291 1200030229ГОСТ 538 и иметь защитно-декоративное (или защитное) покрытие по M12291 1200005042ГОСТ 9.303 . 5.5.8 В случаях когда дверные блоки устанавливают в общественных помещениях (детские сады, школы, больницы), рекомендуется применение приборов антипаники, датчиков задымления и других ��стройств, позволяющих обеспечить быструю эвакуацию. 5.5.9 При приемке работ ключи должны передаваться заказчику в запечатанной упаковке под его роспись о получении. 5.6 Требования к отделке изделий 5.6.1 Качество отделки, а также требования к отделочному покрытию (облицовке) допускается устанавливать по согласованию изготовителя с потребителем в договоре (заказе) на изготовление (поставку) изделий. В этом случае оценку качества отделки допускается производить по образцам-эталонам, согласованным с заказчиком. 5.6.2 В качестве отделочных материалов применяют искусственную и натуральную кожу, декоративные пленки, плиты МДФ (с натуральным или синтетическим шпоном, гладкие или фрезерованные), древесину, зеркала, пластик, ДВП, лакокрасочные и другие материалы согласно требованиям НД. При выборе облицовочных материалов следует учитывать условия эксплуатации изделий. Варианты отделки дверных блоков приведены в приложении Б. 5.6.3 Металлические поверхности деталей перед нанесением лакокрасочного и полимерного покрытий должны соответствовать M12291 1200003954ГОСТ 9.402. Требования к лакокрасочным покрытиям - по M12291 1200005040ГОСТ 9.401, обозначение покрытий - по M12291 1200012970ГОСТ 9.032, класс покрытий не ниже IV. 5.6.4 Качество поверхностей с законченным лакокрасочным покрытием должно соответствовать требованиям, установленным в M12291 1200012970ГОСТ 9.032 . При этом следует наносить первый слой грунтовочной краской, а последующие слои - защитно-декоративными лакокрасочными материалами. 5.6.5 Лицевые поверхности изделий не должны иметь трещин, заусенцев, механических повреждений. Требования к лицевым поверхностям устанавливают в технической документации изготовителя и/или в договорах на поставку с учетом M12291 1200004814ГОСТ 9.301 и M12291 1200012970ГОСТ 9.032 . Нелицевые поверхности изделий могут иметь углубления, риски, волнистость и другие дефекты поверхности, не снижающие функциональные свойства и качество изделий. Кромки отверстий не должны иметь заусенцев и неровностей. 5.6.6 Цвет (тон) и степень блеска (глянец, матовость) отделочного покрытия должны соответствовать образцам-эталонам, утвержденным руководителем предприятия-изготовителя и согласованным с заказчиком. 5.6.7 Лакокрасочные покрытия должны иметь прочность сцепления (адгезию) с отделываемой поверхностью не ниже 2-го балла по методу решетчатых надрезов по M12291 1200004028ГОСТ 15140. 5.6.8 Толщину лакокрасочных покрытий, а также порядок контроля этого показателя рекомендуется устанавливать в технической документации на изготовление изделий. 5.6.9 Защитные и защитно-декоративные покрытия должны быть стойкими к температурно-влажностным эксплуатационным воздействиям. 5.6.10 Облицовку полотен изделий изготавливают из плит МДФ по НД или из различных пород древесины. Плиты МДФ могут быть отделаны строганым шпоном по M12291 1200008207ГОСТ 2977, лущеным шпоном по M12291 1200017603ГОСТ 99 или синтетическим шпоном по НД. Допускается использование фрезерованных или гладких плит МДФ. Примеры архитектурного исполнения отделки дверных полотен плитами МДФ приведены в приложении Б. 5.6.11 Лицевые поверхности деталей из древесины, применяемых для отделки дверных полотен, не должны иметь дефектов обработки и пороков древесины, за исключением завитков, свилеватости, глазков, наклона волокон до 5% по M12291 1200004894ГОСТ 2140. Рекомендуемая шероховатость лицевых поверхностей деталей из древесины - не более 60 мкм по M12291 1200005795ГОСТ 7016, влажность древесины должна быть в пределах от 8 до 12%. 5.6.12 Конструкция крепления облицовочных деталей из древесины и плитных материалов к стальным элементам дверных блоков должна обеспечивать возможность компенсации их температурно-влажностных деформаций. Форма и размеры сечений облицовочных профилей, прилегающих к стальным поверхностям наружных изделий, должны обеспечивать минимальную площадь соприкосновения с этими поверхностями, а также возможность проветривания полости между ними, в противном случае соприкасающиеся поверхности должны быть защищены лакокрасочными или другими защитными материалами. 5.6.13 Клеевые материалы, применяемые при облицовке полотен дверных блоков искусственной или натуральной кожей, а также декоративными пленками, должны обеспечивать достаточную прочность сцепления, при этом не допускаются непроклеенные участки, складки, волнистость и другие дефекты внешнего вида. 5.7 Комплектность и маркировка 5.7.1 Комплектация изделий при их поставке потребителю должна соответствовать требованиям, установленным в договоре (заказе). Дверные блоки следует поставлять в собранном виде с установленными запирающими приборами. По согласованию с потребителем комплект изделий может также включать в себя доводчики (регуляторы закрывания), ограничители угла открывания и другие дверные приборы. Комплект ключей должен передаваться заказчику в запечатанном виде под роспись заказчика (покупателя). 5.7.2 В комплект поставки должны входить документ о качестве (паспорт) и инструкция по эксплуатации изделий, включающая рекомендации по монтажу. 5.7.3 Каждое изделие маркируют водостойким маркером или этикеткой с указанием наименования предприятия-изготовителя, марки изделия, даты его изготовления и (или) номера заказа, знака (штампа), подтверждающего приемку изделия техническим контролем. 5.7.4 Входящие в состав изделия дверные приборы должны быть маркированы в соответствии с НД на эту продукцию. 6 Правила приемки 6.1 Изделия должны быть приняты службой технического контроля предприятия-изготовителя на соответствие требованиям настоящего стандарта, а также условиям, определенным в договоре на изготовление и поставку изделий. Подтверждением приемки изделий службой технического контроля предприятия-изготовителя является оформление документов о приемке (качестве) изделий. Изделия принимают партиями или поштучно. При приемке изделий на предприятии-изготовителе за партию принимают число изделий, изготовленных в пределах одной смены и оформленных одним документом о качестве. За объем партии может быть принято число изделий одного конструктивного исполнения, изготавливаемого по одному заказу. 6.2 Требования к качеству продукции, установленные в настоящем стандарте, подтверждают: входным контролем материалов и комплектующих деталей; операционным производственным контролем; приемочным контролем готовых изделий; контрольными приемосдаточными испытаниями партии изделий, проводимыми службой контроля качества предприятия-изготовителя; периодическими и сертификационными испытаниями изделий в независимых испытательных центрах; квалификационными испытаниями. 6.3 Порядок проведения входного контроля и операционного производственного контроля на рабочих местах устанавливают в технологической документации. В случае если предприятие-изготовитель комплектует дверные блоки комплектующими деталями собственного изготовления, то они должны быть приняты и испытаны в соответствии с требованиями нормативной документации на эти изделия. 6.4 Приемочный контроль качества готовой продукции проводят методом сплошного контроля. Перечень контролируемых показателей приведен в таблице 8. Таблица 8 Наименование показателя Номер пункта требований Вид испытания* Периодичность (не реже) I II III Внешний вид (включая цвет) 5.3.8 + + - Для вида испытаний I - сплошной контроль, для вида II - 1 раз в смену Отклонение размеров зазоров под наплавом 5.2.3 + + - То же Плотность прилегания прокладок 5.1.8 + + - " Работа петель и запирающих устройств 5.5.5, 5.5.6 + + - " Маркировка 5.7.3 + + - " Отклонение контролируемых номинальных размеров** и прямолинейность кромок 5.2.2-5.2.8 - + - " Качество сварных соединений 5.3.9 - + - " 5.3.10 + + Для вида испыт��ний II - 1 раз в смену, III - 1 раз в два года Сопротивление статическим нагрузкам 5.3.3 - - + Один раз в два года Сопротивление динамическим нагрузкам 5.3.4 - - + То же Сопротивление удару мягким неупругим телом 5.3.5 - - + " Сопротивление удару металлическим шаром 5.3.7 - - + Один раз в два года Безотказность 5.3.1 - - + То же Соответствие эргономическим требованиям 5.3.6 - - + " Приведенное сопротивление теплопередаче 5.3.1 - - + Один раз в пять лет Воздухопроницаемость 5.3.1 - - + То же Звукоизоляция 5.3.1 - - + " * Вид испытания I - приемосдаточные испытания при приемочном контроле; вид испытания II - приемосдаточные испытания, проводимые службой качества предприятия-изготовителя; вид испытания III - периодические испытания, проводимые в независимых испытательных центрах. ** Контролируемые номинальные размеры для вида испытаний II устанавливают в технологической документации. Готовые изделия, прошедшие приемочный контроль, маркируют. Изделия, не прошедшие приемочного контроля хотя бы по одному показателю, бракуют. 6.5 Каждая партия изделий проходит контрольные приемосдаточные испытания, проводимые службой качества предприятия-изготовителя. Перечень контролируемых показателей и периодичность контроля приведены в таблице 8. Для проведения испытаний от партии изделий методом случайного отбора берут образцы дверных блоков в количестве 3% объема партии, но не менее 3 шт. В случае если в партии менее 3 изделий, контролю подвергают каждое изделие. В случае отрицательного результата испытаний хотя бы по одному показателю хотя бы на одном образце проводят повторную проверку качества изделий на удвоенном числе образцов по показателю, имевшему отрицательный результат испытаний. При повторном обнаружении несоответствия показателя установленным требованиям хотя бы на одном образце контрольную и последующую партии изделий подвергают сплошному контролю (разбраковке). При положительном результате сплошного контроля возвращаются к установленному порядку приемосдаточных испытаний. 6.6 Периодические испытания по эксплуатационным показателям, указанным в 5.3.1-5.3.7, проводят при постановке на производство или при внесении изменений в конструкцию изделий или технологию их изготовления, но не реже одного раза в период, установленный в таблице 8, а также при сертификации изделий. В обоснованных случаях допускается совмещать периодические и сертификационные испытания. Квалификационные испытания изделий проводят по всем показателям при постановке продукции на производство. Испытания проводят в испытательных центрах, аккредитованных на право их проведения. Испытаниям по определению приведенного сопротивления теплопередаче, воздухопроницаемости, звукоизоляции подвергают конструкции, предназначенные для восприятия этих нагрузок согласно области их применения. 6.7 Потребитель имеет право проводить контрольную проверку качества изделий, соблюдая при этом порядок отбора образцов и методы испытаний, указанные в настоящем стандарте. При приемке изделий потребителем партией считают число изделий, отгружаемое по конкретному заказу, но не свыше 90 шт., оформленное одним документом о качестве. 6.8 При приемке изделий потребителем рекомендуется использовать план одноступенчатого контроля качества изделий, приведенный в таблице 9. Таблица 9 Объем партии, шт. Объем выборки, шт. Приемочное число Малозначительные дефекты Критические и значительные дефекты От 1 до 12 Сплошной контроль 3 0 13-25 4 3 0 26-50 8 4 0 Св. 50 12 5 0 Примечание - К значительным и критическим дефектам относят: дефекты, ведущие к потере эксплуатационных характеристик, неустранимые без замены части изделия (поломка стального профиля и др.), превышение предельных отклонений размеров более чем в 1,5 раза установленных в НД, разукомплектованность изделий. К малозначительным дефектам относят устранимые дефекты: незначительные повреждения поверхности, неотрегулированные дверные приборы и петли, превышение предельных отклонений размеров менее чем в 1,5 раза установленных в НД. По договоренности сторон приемка изделий потребителем может производиться на складе изготовителя, на складе потребителя или в ином, оговоренном в договоре на поставку месте. 6.9 Каждая партия изделий должна сопровождаться документом о качестве (паспортом). Пример заполнения паспорта изделия приведен в приложении Д. 6.10 Приемка изделий потребителем не освобождает изготовителя от ответственности при обнаружении скрытых дефектов, приведших к нарушению эксплуатационных характеристик изделий в течение гарантийного срока службы. 7 Методы контроля 7.1 Методы входного и производственного операционного контроля качества устанавливают в технологической документации. 7.2 Методы контроля качества изделий при приемочном контроле и приемосдаточных испытаниях 7.2.1 Геометрические размеры изделий, а также прямолинейность кромок определяют с использованием методов, установленных в M12291 901708135ГОСТ 26433.0 и M12291 1200001318ГОСТ 26433.1 . Предельные отклонения от номинальных размеров элементов изделий, разность длин диагоналей и другие размеры определяют при помощи металлической измерительной рулетки по M12291 1200004328ГОСТ 7502, штангенциркуля по M12291 1200012675ГОСТ 166, щупов по НД. Предельные отклонения от прямолинейности кромок определяют путем приложения поверочной линейки по M12291 1200004031ГОСТ 8026 или строительного уровня с допуском плоскостности не менее 9-й степени точности по M12291 9054168ГОСТ 9416 к испытываемой детали и замером наибольшего зазора при помощи щупов по НД. 7.2.2 Предельные отклонения от номинальных размеров зазоров под наплавом проверяют при помощи набора щупов или линейки по M12291 1200004030ГОСТ 427. 7.2.3 Провес в сопряжении смежных деталей, лежащих в одной плоскости, определяют щупом как расстояние от ребра линейки по M12291 1200004030ГОСТ 427, приложенной к верхней сопрягаемой поверхности, до нижней поверхности. 7.2.4 Внешний вид, качество сварных швов, цвет и качество отделки изделий оценивают визуально путем сравнения с образцами-эталонами, утвержденными в установленном порядке. Дефекты поверхности, различимые невооруженным глазом с расстояния 1,5 м при естественном освещении не менее 300 лк, не допускаются. 7.2.5 Адгезию (прочность сцепления лакокрасочных покрытий с поверхностью металла) определяют методом решетчатых надрезов по M12291 1200004028ГОСТ 15140. 7.2.6 Плотность прилегания и правильность установки уплотняющих прокладок, дверных приборов, крепежных и других деталей, цвет и отсутствие трещин в сварных соединениях, маркировку и упаковку проверяют визуально. Для определения плотности прилегания уплотняющих прокладок сопоставляют размеры зазоров в притворах и степень сжатия прокладок, которая должна составлять не менее 1/5 высоты необжатой прокладки. Замеры производят штангенциркулем или линейкой по M12291 1200004030ГОСТ 427. Плотность прилегания уплотняющих прокладок при закрытых полотнах допускается определять по наличию непрерывного следа, оставленного красящим веществом (например, цветным мелом), предварительно нанесенным на поверхность прокладок и легко удаляемым после проведения контроля. 7.2.7 Работу дверных петель проверяют десятикратным открыванием-закрыванием створчатых элементов изделия. В случае обнаружения отклонений в работе дверных приборов производят их наладку и повторную проверку. 7.3 Методы контроля при периодических испытаниях 7.3.1 Приведенное сопротивление теплопередаче определяют по M12291 1200005077ГОСТ 26602.1. 7.3.2 Воздухо- и водопроницаемость определяют по M12291 1200005076ГОСТ 26602.2. 7.3.3 Звукоизоляцию определяют по M12291 1200005078ГОСТ 26602.3 . 7.3.4 Показатели безотказности, сопротивления статическим, динамическим, ударным нагрузкам определяют по НД и методикам, утвержденным в установленном порядке. При испытаниях на сопротивление динамической нагрузке имитируют нагрузку, возникающую при резком открытии дверного полотна (например, при сквозняке), в момент контакта дверного полотна с откосом дверного проема. Испытание на сопротивление удару мягким неупругим телом проводят трехразовым ударом, например грушей с диаметром нижней части (300±5) мм и массой (30±0,5) кг, с высоты падения по 5.3.5 в центральную зону образца. Примечание - По окончании проведения испытаний дверные блоки должны сохранить работоспособность, при этом засов замка и защелка должны свободно входить в свои ответные части. До и после проведения испытания дверных блоков на безотказность рекомендуется проверять плотность прилегания уплотняющих прокладок согласно 7.2.6. При испытаниях дверных блоков на сопротивление статической нагрузке, действующей перпендикулярно плоскости полотна в зоне свободного угла, для определения класса прочности рекомендуется использовать график зависимости прогиба свободного угла полотна от прилагаемой нагрузки, приведенный в приложении Г. 7.3.5 Методы контроля качества сварных соединений (5.3.10) устанавливают в технической документации изготовителя в соответствии с M12291 1200004379ГОСТ 5264. 8 Упаковка, транспортирование и хранение 8.1 Упаковка изделий должна обеспечивать их сохранность при хранении, погрузочно-разгрузочных рабо��ах и транспортировании. 8.2 Не установленные на изделия приборы или части приборов должны быть упакованы в полиэтиленовую пленку по M12291 1200006604ГОСТ 10354 или в другой упаковочный материал, обеспечивающий их сохранность, прочно перевязаны и поставлены комплектно с изделиями. 8.3 Открывающиеся полотна изделий перед упаковкой и транспортированием должны быть закрыты на все запирающие приборы. 8.4 Изделия транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта. 8.5 При хранении и транспортировании изделий должно быть обеспечено их предохранение от механических повреждений и воздействия атмосферных осадков. 8.6 При хранении и транспортировании изделий между изделиями рекомендуется устанавливать прокладки из эластичных материалов. 8.7 Изделия хранят в вертикальном или горизонтальном положении на деревянных подкладках, поддонах или в специальных контейнерах в крытых помещениях. 8.8 Гарантийный срок хранения изделий - 1 год со дня отгрузки изделий изготовителем. 9 Гарантии изготовителя 9.1 Предприятие-изготовитель гарантирует соответствие изделий требованиям настоящего стандарта при условии соблюдения потребителем правил транспортирования, хранения, монтажа, эксплуатации, а также области применения, установленной в нормативной и проектной документации. 9.2 По согласованию с потребителем (заказчиком) фирма-изготовитель предоставляет сервисное обслуживание, включающее в себя аварийное вскрытие дверей в случае потери или поломки ключей, консультации по применению и эксплуатации дверных приборов и запирающих механизмов, ремонт изделий. 9.3 Гарантийный срок дверных блоков устанавливают в договоре на поставку, но не менее трех лет со дня отгрузки изделий изготовителем. Приложение А (обязательное) Термины и определения В настоящем стандарте применяют следующие термины с соответствующими определениями. дверь: Элемент стеновой конструкции, предназначенный для входа (выхода) во внутренние помещения зданий (сооружений) или для прохода из одного помещения в другое и состоящий из дверного проема, дверного блока, системы уплотнений монтажных ��вов и деталей крепежа и облицовки. дверной проем: Проем в стене, предназначенный для монтажа дверного блока и установки монтажного уплотнения. дверной блок: Конструкция, состоящая в общем случае из коробки (рамы), жестко закрепленной в дверном проеме, с навешенным на петли полотном с запирающими устройствами, обеспечивающая при закрытом положении полотна защиту помещений от климатических, шумовых (и других) воздействий, а также несанкционированного прохода. Дверной блок может включать в себя ряд дополнительных элементов: доводчик, ограничитель угла открывания, глазок и др. коробка: Сборочная единица дверного блока, предназначенная для навески полотна (полотен), неподвижно закрепляемая к откосам дверного проема. полотно: Сборочная единица дверного блока, соединенная с коробкой посредством подвижных связей (как правило, петель). внутренний лист: Лист полотна, расположенный со стороны охраняемого или защищаемого помещения или объекта. профиль: Профильная деталь коробки или обвязки (рамки) полотна. притвор: Место примыкания (узел соединения) полотна к профилям коробки. наплав: Выступ профиля полотна (коробки), перекрывающий зазор в притворе и предназначенный, как правило, для прижатия прокладок. дверной блок правого (левого) открывания: Дверной блок с расположением петель с правой (левой) стороны при виде со стороны открывания полотна. Примечание - В двупольном дверном блоке правое или левое открывание определяют по расположению полотна, которое открывается первым (рисунок А.1). а - дверной блок правого открывания; б - дверной блок левого открывания; в - дверной блок правого открывания с горизонтальными и вертикальными полотнами-вставками Рисунок А.1 - Определение изделий по направлению открывания полотен горизонтальное (вертикальное) полотно-вставка: Неоткрывающееся полотно, устанавливаемое над или рядом с открывающимся полотном (рисунок А.1, в). запирающие устройства: Устройства, предназначенные для фиксации дверных полотен в закрытом положении (замки, защелки и т.д.). усиливающий профиль: Профиль, устанавливаемый внутри дверных полотен для обеспечения необходимой жесткости и прочности конструкции. лючок: Металлический лист, устанавливаемый на механических связях с внутренней стороны полотна в месте крепления замка, обеспечивающий возможность доступа к замку в случае ��еобходимости его ремонта. противосъемные пассивные ригели (штыри): Усиливающие ригели, связывающие закрытое полотно с коробкой, устанавливаемые на вертикальном профиле полотна со стороны петель (или на вертикальном профиле коробки со стороны петель) и обеспечивающие дополнительную стойкость дверного блока к взлому. монтажные "ушки": Металлические крепежные пластины, как правило, приваренные к профилям коробки (рамы), обеспечивающие возможность крепления дверного блока в стеновом проеме. Приложение Б (справочное) Примеры конструкций узлов изделий и вариантов рисунков дверных полотен Рисунок Б.1 - Варианты отделки дверных полотен фрезерованными МДФ или древесными плитами и массивом древесины Рисунок Б.2 - Примеры дверных петель Рисунок Б.3 - Пример замка с засовом из стальных прутков, с защелкой и термообработанной пластиной, защищающей стойку Рисунок Б.4 - Пример замка с крюкообразным засовом Приложение В (обязательное) Требования, предъявляемые к защитным дверным блокам Таблица В.1 Вид разрушающего воздействия Значение показателя Деформирующая нагрузка (отжим, отгиб, выдавливание), Н, не менее: в зоне свободного угла полотна 6000 в зоне подвижных элементов 8000 в зоне замка, засова 8000 Удар мягким предметом, Дж, не менее: в зоне свободного угла полотна 120 в зоне подвижных элементов 150 в зоне замка засова 200 в зоне центра полотна 200 Удар колюще-рубящим предметом По действующей нормативной документации Воздействие режущего инструмента То же Приведенные в таблице В.1 характеристики дверных блоков устанавливают в рабочей проектной документации и (или) технической документации завода-изготовителя. Методы испытаний - по методикам, утвержденным в установленном порядке. Испытания проводят в испытательных лабораториях, аккредитованных на право проведения таких испытаний. Приложение Г (справочное) Пример определения класса прочности дверного блока - обозначение границ классов прочности; - обозначение класса прочности; - линии графиков результатов испытаний дверных блоков; - обозначение результатов испытаний дверных блоков соответствующими контрольными нагрузками Рисунок Г.1 - График зависимости прогиба , мм, свободного угла полотна от приложенной нагрузки , кН, при испытании дверных блоков на сопротивление статической нагрузке, действующей перпендикулярно плоскости полотна в зоне свободного угла Приложение Д (рекомендуемое) Пример заполнения паспорта дверного блока (наименование предприятия-изготовителя) (адрес, телефон, факс предприятия-изготовителя) Паспорт (документ о качестве) дверного блока стального наружного усиленного по ГОСТ 31173-2003 а) конструкция - однопольный, правого исполнения, с порогом, открывание внутрь; б) габаритные размеры - высота 2300 мм, ширина 970 мм. Условное обозначение ДСН ППВн 3-2-3 М2 У 2300-900-60 ГОСТ 31173-2003 Сертификат соответствия (N сертификата) Комплектность а) вид отделки полотна - комбинированный (фрезерованная плита МДФ; винилискожа); б) дверные петли - две накладные подшипниковые петли; в) запирающие приборы - сувальдный замок и замок с цилиндровым механизмом; г) число контуров уплотняющих прокладок - 2 контура; д) дополнительные сведения. В комплект поставки изделия входят: доводчик (регулятор закрывания), дверной упор (ограничитель открывания), инструкция по эксплуатации. Основные технические характеристики, подтвержденные испытаниями Приведенное сопротивление теплопередаче - 0,65 м· °С/Вт. Воздухопроницаемость при Па - 15 м/(ч·м). Звукоизоляция - 22 дБ. Безотказность, циклы открывания-закрывания - 500000. Класс по механическим характеристикам - М2. Гарантийный срок - 3 года. Номер партии - 89. Номер заказа/позиция в заказе - 17/9. Приемщик ОТК Дата изготовления "___" ____________200 __ г. (подпись) Приложение Е (рекомендуемое) Общие требования к монтажу изделий Е.1 Требования к монтажу изделий устанавливают в проектной документации на объекты строительства с учетом принятых в проекте вариантов исполнения узлов примыкания изделий к стенам, рассчитанных на заданные климатические и другие нагрузки. Е.2 Монтаж изделий должен осуществляться специализированными строительными фирмами или специально обученными бригадами предприятия-изготовителя. Окончание монтажных работ должно подтверждаться актом сдачи-приемки, включающим в себя гарантийные обязательства производителя работ. Е.3 По требованию потребителя (заказчика) изготовитель (поставщик) изделий должен предоставлять ему типовую инструкцию по монтажу дверных блоков, утвержденную руководителем предприятия-изготовителя и содержащую: чертежи (схемы) типовых монтажных узлов примыкания; перечень применяемых материалов (с учетом их совместимости и температурных режимов применения); последовательность технологических операций по монтажу дверных блоков. Е.4 При проектировании и исполнении узлов примыкания должны выполняться следующие условия: заделка монтажных зазоров между изделиями и откосами проемов стеновых конструкций должна быть по всему периметру дверного блока плотной, герметичной, рассчитанной на выдерживание климатических нагрузок снаружи и условий эксплуатации внутри помещений; конструкция узлов примыкания наружных изделий (включая расположение дверного блока по глубине проема) должна максимально препятствовать образованию мостиков холода (тепловых мостиков), приводящих к образованию конденсата на внутренних поверхностях дверных проемов; эксплуатационные характеристики конструкций узлов примыкания должны отвечать требованиям, установленным в строительных нормах. Вариант исполнения монтажного узла внутреннего дверного блока приведен на рисунке Е.1. 1 - коробка (рама) дверного блока; 2 - монтажная пена; 3 - наружное уплотнение; 4 - полотно дверного блока; 5 - внутреннее уплотнение; 6 - портал декоративного обрамления; 7- наличник; 8 - монтажный анкер; 9 - монтажное ухо; 10 - стена Рисунок Е.1 - Вариант исполнения монтажного узла внутреннего дверного блока Е.5 Количество и расположение монтажных ушек, вид, диаметр и длину крепежных элементов устанавливают в рабочей проектной документации с учетом материала стен и конструкции дверного проема. В качестве крепежных элементов для монтажа изделий рекомендуется применять строительные анкеры диаметром не менее 10 мм. Расстояние между крепежными элементами не менее 700 мм. Не допускается использование для крепления изделий герметиков, клеев, пеноутеплителей, а также строительных гвоздей. Е.6 Дверные блоки следует устанавливать по уровню и отвесу. Отклонение от вертикали и горизонтали профилей коробок смонтированных изделий не должно превышать 1,5 мм на 1 м длины, но не более 3 мм на высоту изделия. При этом, если противоположные профили отклонены в разные стороны ("скручивание" коробки), их суммарное отклонение от нормали не должно превышать 3 мм. Дверной блок устанавливают в подготовленный дверной проем симметрично относительно центральной вертикали проема. Отклонение от симметричности не должно превышать 3 мм в сторону откоса проема, предназначенного для крепления профиля коробки с петлями. Отклонение от симметричности в другую сторону проема не рекомендуется. Е.7 Для заполнения монтажных зазоров (швов) наружных изделий применяют монтажную пену, силиконовые герметики, предварительно сжатые уплотнительные ленты ПСУЛ (компрессионные ленты), изолирующие пенополиуретановые шнуры, пеноутеплители, минеральную вату и другие материалы, имеющие гигиеническое заключение и обеспечивающие требуемые эксплуатационные показатели швов. Закраска швов не рекомендуется. Е.8 При устройстве монтажных швов и установке наружных дверных блоков рекомендуется учитывать требования M12291 1200031043ГОСТ 30971 . Приложение Ж (справочное) Сведения о разработчиках стандарта Настоящий стандарт разработан рабочей группой специалистов в составе: Власова Т.В., ЦС ОДТ (руководитель); Могутов А.В., НИИСФ РААСН; Воронкова Л.В., ФГУП ЦПКТБ Госстроя России; Шведов Д.Н., ЦСОДТ; Савченко И.Ф., ЦС ОДТ; Савенков А.В., АНОО Академия "Безопасность и право"; Петров Е.В., Ассоциация "Держава"; Г.Энгблом, фирма "Аблой Ою", завод Бьеркбода, Финляндия; Гаврилов В.И., ЗАО НПВФ "Класс"; Наан Г.Г., ООО БИТ "Союз"; Власов А.А., ООО "Геометрия металла"; Тепляков Н.Н., Воронин В.М., ООО "НПП "Модуль"; Лейбман А.А., Лейбман Г.А., ООО "Ле-Гран"; Фатыхов Х.Т., Оленев В.Т., Компания "Гардиан"; Хитьков В.Ю., Маловичко В.В., ООО "Сонэкс"; Савич B.C., ФГУП ЦНС; Шведов Н.В., Госстрой России. Текст документа сверен по: официальное издание М.: Госстрой России, ФГУП ЦПП, 2004 ЦНТД «Кодекс»
2 notes
·
View notes
Link
Вопросы транспортировки готовой продукции составляют порою существенную часть затрат по закупке, и поэтому мало купить габионы - важно оперативно доставить продукт и при этом сэкономить на логистике.



#габион#габионы купить#габионы цена#габионы москва#габионная сетка#водопропускные трубы#мгк#гсмт#спи#спиральновитые трубы#гофротруба#габионная сетка размеры рулона#сварныегабионы#сварные конструкции#пергоны#доставка габионов#доставка пергонов#забор габион#сварной сетка#забор сетка#перевозка трубы#доставка трубы#стоимость доставки габионов
0 notes
Text
Покраска металла: как правильно красить металл. Советы от Hammerite
Чем и как правильно красить металл?
В данной статье мы рассмотрим, чем и как правильно красить металл. Перед нанесением и в процессе работы краску необходимо тщательно перемешать. Температура воздуха и поверхности должна быть не менее +5°С и не выше +30°С при относительной влажности воздуха не выше 70%. Покраску металла можно проводить с помощью кисти, валика, краскопульта или безвоздушного распыления. Кистью рекомендуется окрашивать сварные конструкции , такие как садовые ограды, скамейки, решётки. Валиком или методом распыления – ровные поверхности большой площади: гаражи, металлические двери и т.п.
Кисть
Для нанесения молотковой, гладкой глянцевой и полуматовой красок Hammerite рекомендуется использование качественной кисти с натуральным или смешанным ворсом. Так как краска Hammerite содержит органический растворитель, то при использовании кисти из синтетического материала возможно растворение ворса. На поверхность наноситься 2-3 слоя краски Hammerite, по возможности сделать покрытие без наплывов. При температуре не ниже +5°С и не выше +30°С. При работе кистью разбавление не требуется.
Если Вы хотите окрасить вертикальную поверхность, то для получения ровного и гладкого покрытия нанести три тонких слоя краски, чем два толстых. Краска, нанесенная толстым слоем, может образовать потеки под собственным весом и после высыхания на поверхности будет неравномерное и не очень гладкое покрытие. Если необходимо, разбавьте краску с помощью Растворителя и очистителя Hammerite (1 часть растворителя на 9 частей краски). Начинайте окраску с углов и ребер на поверхности, а также примыкающих к ним поверхностей.
Валик
Для нанесения краски 3 в 1 «Прямо на ржавчину» на однородную большую поверхность рекомендуется использовать валик. Средняя высота ворса инструмента может быть 4-11см. Валик позволит равномерно распределить краску по поверхности и сделать покрытие гладким.
При работе валиком для первого слоя, при необходимости, разбавьте краску Растворителем и очистителем Hammerite (https://www.hammerite.ua/product/brush-cleaner-thinners/) в соотношении 1 часть растворителя на 10 частей краски (1:10). Для следующего слоя разбавление не требуется. Однако при разбавлении стоит учесть, что из-за уменьшения толщины покрытия, возможно снижение защитных свойств краски, а также ухудшение декоративных свойств. Важно помнить, при перемешивании краски необходимо избегать образования пузырьков воздуха в банке, или дать краске отстояться после несколько минут.
Распыление
При нанесении краскопультом или с помощью безвоздушного распыления разбавьте краску Hammerite 3-в-1 “Прямо на ржавчину” (https://www.hammerite.ua/product/direct-to-rust-metal-paint-hammered-finish/) Растворителем и очистителем Hammerite в пропорции не более 1 части растворителя на 7 частей краски. Для безвоздушного распыления установите рекомендуемое рабочее давление 170 бар (168 атм), используйте диаметр сопла 0,38 мм, угол факела распыла 65°. Установите максимальную подачу воздуха и краски. Для требуемой толщины пленки нанесите 3-4 слоя. Покраска металла распылением имеет свои недостатки – при нанесении пневматическим распылителем потери краски составляют до 50%.
0 notes
Text
Способы сварки нержавеющеющей стали
Сварка нержавейки
В данной статье, мы поговорим непосредственно о процессе сварки нержавеющей стали. Этот процесс является довольно кропотливым и трудоемким. Обусловливается это тем, что процесс сварки может затрудняться из-за образования тугоплавких карбидов, а так же при охрупчивании, когда температура нагревания поднимается свыше 350 градусов, в следствии сигматизации выделяется избыточный феррит, это способствует слабой стойкости к межкристаллитной коррозии.
Металлоконструкции из нержавеющей стали
💥 Компания «ДОМИНАНТ» 📞 8-800-333-40-62
👍 Гарантия на продукцию в течении 2 лет!
🌍 Поставка по всей России!
Методы сварки нержавейки
Сварку нержавеющей стали на практике выполняют с помощью таких методов:
· При толщине материала более чем 1,5 мм используют метод ручной дуговой сварки;
· Для сварки тонких листов и труб используют метод дуговой сварки вольфрамовым электродом в инертном газе, такая сварка в среде активных газов отличается своей высокой производительностью;
· Для листов с толщиной 0,8 мм применяется импульсивная дуговая сварка с плавящимся электродом в инертном газе;
· Листы толщиной менее чем 0,8 – 3,0 мм подвергаются сварке с дугой со струйным переносом металла;
· Такой тип сварки как плазменный, применяется для широкого диапазона толщины листов и на сегодня становится популярным методом сварки нержавеющей стали;
· Для металлов толщиной более 10 мм применяют дуговую сварку под флюсом.
Так же следует отметить такие методы сварки как: точечная, роликовая, лазерная, высокочастотная, сварка сопротивления и другие.
Итак, следующий этап это обработка сварных швов. Поверхность сварного соединения нержавеющей стали образует пористый оксидный слой, который в своем составе содержит хром. Этот слой способствует значительному ослаблению стойкости к воздействию коррозии. Поверхность оксидного слоя возникает из стали, после чего под оксидным слоем образуется т.н. с низким содержанием хрома. Когда есть необходимость увеличить стойкость сварного соединения к коррозии, то оксидный слой и слой с низким содержанием хрома необходимо удалить. Этот процесс осуществляется с помощью термообработки, в данном случае термообработка способна выполнять растворение внутри стальной конструкции, благодаря этому процессу сглаживаются все возможные отличия присадочных материалов. Необходимо знать то, что разрешается использовать только те принадлежности, которые предназначены для обработки нержавейки, это могут быть: ленты и круги для шлифовки, щетки для обработки нержавеющего проката, дроби из нержавеющей стали.
Обработка сварных швов
Эффективным методом обработки сварных швов является травление. Если правильно выполнить метод травления, то это позволит качественно устранить оксидный слой и зону с низким содержанием хрома. Обработка по этому методу выполнения путем покрытия, погружения или наружного нанесения пасты, все зависит от условий. В основном, при травлении используют смешанные кислоты (азотная кислота/плавиковая кислота) в пропорциях 8 – 20% азотной кислоты и 0,5 – 5% плавиковой кислоты, с добавлением H2O (вода). Время травления зависит не только от концентрации кислот, но и от температуры, сорта проката и толщины окалины (кислотоупорный прокат по сравнению с нержавеющим прокатом требует продолжительной обработки). После метода травления конструкция становится стойкой к воздействию коррозии.
Мы ознакомились с основными методами сварки нержавейки и теперь можно смело поговорить о специальных требованиях по сварке при изготовлении менержавейки. При подготовке вышеперечисленных сплавов и сталей, нужно учитывать специальные требования и основные особенности:
· Сварные конструкции МКК и основного металла в зоне около шва, могут подвергшейся сварке до температуры 450 – 650 градусов;
· Если образуются кристаллизационные трещины, то это является следствием образования аустенитной структуры металла шва;
· Охрупчивание может происходить в температурных диапазонах от 350 – 550 градусов из-за высокого содержания феррита и в диапазонах 550 – 850 градусов, при возникновении сигматизации. Например, охрупчивание сварных швов может возникнуть в процессе штамповки горячих днищ, в случае если сварка происходит с применением присадочных материалов, которые дают чрезмерное содержание феррита. Для того чтобы избежать охрупчивания сварочных соединений в процессе обработки, следует ограничить содержание феррита в пределах 8 – 10%.
· Усиленное коробление сварных конструкций, несет за собой следствие низкой теплопроводности и коэффициент термического расширения, который больше в 1,5 раз в сравнении с углекислыми сталями;
· Увеличение длины прихваток и уменьшение расстояния между ними в сравнении с соединениями низколегированных сталей, сварных соединений и из-за большого коэффициента линейного расширения;
· Если в структуре металла шва есть наличие феррита, то при температуре ниже 100 градусов снижается его пластичность и охрупчивание;
Чтобы увеличить стойкость сварных соединений к воздействию коррозии необходимо:
· Использовать стали и присадочные материалы, содержащие минимальное количество углерода;
· Добавлять в легированную сталь другие вспомогательные элементы (титан, ниобий, никель);
· Применять стабилизирующий отжиг от 870 до 900 градусов, выдерживать от двух до трех часов и охлаждать на воздухе.
Уменьшить перегрев нержавеющей стали и обеспечить оптимальные механические свойства для стойкости к внешним факторам можно благодаря сварке соединений на максимально высокой скорости. Каждый последующий проход сварки нужно выполнять после охлаждения и тщательной зачистки конструкции.
Повышение коррозийной стойкости сварных соединений
Если вы будите соблюдать следующие требования, то сможете обеспечить повышение коррозийной стойкости сварных соединений:
· Все внешние швы заваривают в последнюю очередь, а в случаях двусторонней сварки выполняется третий облицовочный шов, который обращен к внешней среде. Если такая возможность отсутствует, то следует принимать все необходимые меры чтобы уменьшить нагрев металла первого слоя. Чтобы не допускать нагревания металла сварку следует вести на максимально высокой скорости с применением минимальных токов. Для того чтобы устранить горячие трещины при сварке, нужно применить присадочные материалы, которые образуют сварные швы, эти швы обладают аустенитно-ферритной структурой и содержат ферритную фазу более 2%.
Если необходимо предотвратить горячие трещины в соединениях толщиной 10 мм и более, то рекомендуется сделать следующее:
· Метод ручной дуговой сварки выполнять при минимальной длине дуги;
· Сварку под флюсом выполнять на низкой скорости с минимальными подходами;
· Тщательно выполнить шлефовку или заплавить все кратеры. Запрещается выводить все кратеры на основной металл. В том случае, если произошел обрыв дуги, то необходимо убедиться в отсутствии горячей трещины, если же обнаружили трещину, то кратер необходимо удалить механическим методом;
· Сварку соединений большой толщины выполнять с помощью электродов, которые обеспечивают повышенную стойкость металла к горячим трещинам (но при этом слабую стойкость к коррозии)
К сварке стабильноаустенитных сталей допускаются только те сварщики, которые уже имеют опыт и навыки по борьбе с горячими трещинами.
Что нужно знать, чтобы уменьшить сварочные деформации:
· Рекомендуется производить процесс сварки на скоростных режимах, с короткой дугой и с минимальными токами;
· Для ручной сварки следует разделить швы на отдельные участки и выполнять сварки в последовательности, для того чтобы обеспечить минимальное коробление;
· Чтобы избежать трещин в зоне термического влияния, необходимо обвить шлак при температуре 100 -150 градусов;
· Метод ручной дуговой сварки нержавеющей стали выполняют на короткой дуге без использования поперечных колебаний электрода.
0 notes